
Fターム[4F208LW05]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形品の後処理、後加工 (792) | 熱処理 (128)
Fターム[4F208LW05]の下位に属するFターム
Fターム[4F208LW05]に分類される特許
1 - 10 / 10
偏平容器のブロー成形方法
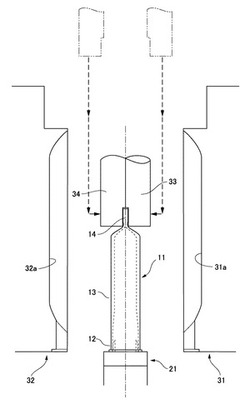
【課題】一般的な形状のプリフォームを用いて吊具が一体成形された均一な肉厚の偏平容器を製造可能な吊具付きの偏平容器のブロー成形方法を提案すること。
【解決手段】試験管状の一般的なプリフォーム11を型開き状態にある左右のブロー成形用割型31、32にセットして型締めを行う前に、吊具成形用割型33、34を降下させてプリフォーム11の底部14を両側から挟持して引き上げて、プリフォーム11を延伸させる。延伸後にブロー成形用割型31、32の型締め動作を行いながら、プリフォーム11に低圧ブローエアーを導入してフリーブローを行う。フリーブローされたプリフォーム11をブロー成形用割型31、32で偏平形状となるように押圧し、型締後に高圧ブローエアーを導入して偏平容器に成形すると同時に吊具成形用割型33、34を最終型締して吊具4を偏平容器の底部にプレス成形する。
(もっと読む)
大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーン分割されたブロー型

【課題】厚肉となる部分の欠点を解消して、耐熱性と透明性とのバランスが取れた大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーンが分割されたブロー型を提供する。
【解決手段】大型リターナブル容器の成形方法は、厚肉のポリエステル樹脂製プリフォーム、またはプリフォームからブロー成形された一次ブロー成形品を、加熱下でブロー成形して、ブロー成形時の歪を除去した中間成形品を得る熱処理工程と、収縮された中間成形品を加熱下でブロー成形して、大型リターナブル容器を得る最終ブロー成形工程と、を有する。熱処理工程は、プリフォームまたは一次ブロー成形品を熱処理型204内に配置し、プリフォームまたは一次ブロー成形品内に高圧エアーを導入して加圧して、ブロー成形された肩部22及び胴部24を熱処理型のキャビティ面204Aに密着させて熱処理し、かつ、ブロー成形された肩部22を胴部24よりも低い温度で加熱する。
(もっと読む)
容器詰め内容物の製造方法
【課題】 口部結晶化ポリエステル容器を使用しないでもポリエステル容器詰め内容物の製造が可能な製造方法を提供する。また、生産効率を向上させたポリエステル容器詰め内容物の製造方法を提供する。
【解決手段】 口部非結晶ポリエステル容器の少なくとも内面を湿熱加熱殺菌した後、40℃以上で容器の含水率によって定まるガラス転移温度未満の温度範囲内の充填温度により内容物を容器に充填して密封する容器詰め内容物の製造方法において、容器の予備成形物を成形し、成形された予備成形物を容器成形工程に直接移送し、かつ容器の成形後容器に内容物を充填する前に、容器の含水率を減少させる。
(もっと読む)
ポリエステルの味覚試験方法
【課題】 ポリエステルが保香性に優れ、食品や飲料用等の容器、包装材料として有利に使用することができるか否かの判定をすることが出来るポリエステルの味覚試験方法を提供することである。
【解決手段】 ポリエステルからなる成形体を超純水中で加熱処理をして得られた抽出水を人工脂質膜からなる味センサを備えた味検査装置で測定することを特徴とするポリエステルの味覚試験方法。ポリエステルが、エチレンテレフタレートを主繰返し単位とするポリエステルであることが好ましく、加熱処理の条件が、80℃で1時間であることが好ましい。
(もっと読む)
耐熱ボトルの射出延伸ブロー成形方法
【課題】射出延伸ブロー成形による耐熱ボトルの成形を予備ブロー手段の採用によりプリフォームの胴部表面からの放熱を一時的に抑制して内部の蓄熱量の低減を阻止し、本ブロー成形までの胴部温度を高めて可能となす。
【解決手段】射出成形したPETのプリフォームの胴部肉厚を3.0〜4.5mmとする。プリフォームを射出金型と射出コアから高温離型する。プリフォームの予備ブローを離型後5±0.5秒、予備ブロー型の温度112〜117℃、予備ブロー時間0.5〜1.0秒に制限する。エアブローによりプリフォーム胴部のみ膨張する。本ブロー成形を予備ブロー型からの離型後3〜4秒、本ブロー型の温度103〜107℃、エアブロー時間6〜9秒に制限して行い、プリフォームをボトルに延伸ブロー成形すると同時にヒートセットして耐熱性を付与する。
(もっと読む)
合成樹脂製ブロー容器
【課題】温度の高い環境下で使用される場合においても形状変形、収縮が少ない耐熱性に優れた合成樹脂製のブロー容器を提案する。
【解決手段】残留応力を除去する加熱、収縮処理の前後でそれぞれ一回の軸延伸ブロー成形を行うことによって製造された合成樹脂製ブロー容器において、前記ブロー容器は、加熱処理を終えたのちにおけるブロー中間体2に対する密度の増減率を-0.03%以上とする。
(もっと読む)
ブロー成形機
【課題】加熱搬送路の構造を簡略化するとともに加熱搬送路の搬送トラブルを解決したブロー成形機を提供する。
【解決手段】加熱ステーション4は、N個のプリフォームPを第1の方向に並べて支持した加熱用搬送部材21を、前記第1の方向と直交する第2の方向Aに沿って複数個ならべて搬送する加熱用往路20aと、加熱用往路の下方であって、加熱用往路と平行に設けられた加熱用復路20bと、転送部5側に位置する加熱用往路の一端にて、加熱用往路から加熱用復路に向けて前記加熱用搬送部材を下降させる下降機構28と、加熱用往路の他端にて、加熱用復路から加熱用往路に向けて加熱用搬送部材を上昇させる上昇機構29とを含む。加熱用復路29は、加熱用往路に配列される加熱用搬送部材の数よりも少ない数の加熱用搬送部材を、第2の方向Aとは逆方向へ搬送して、加熱用復路に沿って搬送される加熱用搬送部材を放冷もしくは強制的に冷却する。
(もっと読む)
レトルト処理済みが確認可能な熱可塑性樹脂容器及びその容器の製造方法
【課題】レトルト処理した飲食品収納熱可塑性樹脂容器において、高価な部材や設備を必要とせずに簡易な手段によりレトルト処理済みを確認し管理することができ、レトルト処理温度を履歴したのみではなくレトルト処理を所定どおりに受けたことを確認でき、消費者も商品がレトルト処理済みかを容易に確実に確認できる、レトルト処理済みの確認手法を開発する。
【解決手段】熱可塑性樹脂により形成したプリフォームを延伸ブロー成形して容器を製造する際に、2段ブロー成形を行い、急冷手段により容器の一部に未延伸又は低延伸部分が生じるように延伸ブローして容器を成形し、容器内に収納物を収納密封後のレトルト処理加熱により未延伸又は低延伸部分を白化部となすことによって、レトルト処理済み確認部分を形成する。
(もっと読む)
延伸成形用樹脂組成物、延伸成形容器および延伸成形容器の製造方法
【課題】延伸成形加工性に優れ、十分な耐熱性及びガスバリア性を有する延伸成形容器を作製し得る脂肪族ポリエステル樹脂組成物を提供する。
【解決手段】脂肪族ポリエステルを主成分とする樹脂組成物であって、示差走査熱量計(DSC)により測定される、結晶化温度+20℃における等温結晶化の発熱量が最大値を示すまでの時間が1.5分〜100分であることを特徴とする延伸成形用樹脂組成物。また、この樹脂組成物を、この樹脂組成物の結晶化温度±20℃の範囲内の温度で延伸成形し、延伸成形と同時にあるいは延伸成形の後に、同温度範囲内で熱処理して結晶化を促進することを特徴とする延伸成形容器の製造方法。
(もっと読む)
中空体の首部を把持するための装置及びこうした装置を装備した中空体搬送装置
本発明は中空体の首部(10)の外側を把持するための装置(5)に関する。本発明による装置はそれぞれの支持面(29)を備える把持部片(11、12、13、14)を支持する環状体(18)を備える。上述した把持部片は、支持面(29)が環状体(18)内に突出するような態様で、これらの把持部片が環状体(18)の制限ストッパに載置される第1半径方向位置と、支持面(29)が環状体(18)に係合される中空体の首部の外側壁に対して適用される態様で、これらの把持部片が駆動して戻される第2半径方向位置と、を占有し得るように弾性手段(15)によって半径方向に移動且つ押圧し得る。把持部片(11、12、13、14)の支持面(29)は円筒状円弧の全体形態をして弧を描いている。 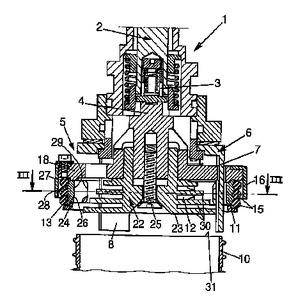 (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]