
Fターム[4F208LW06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形品の後処理、後加工 (792) | 熱処理 (128) | 加熱 (93)
Fターム[4F208LW06]の下位に属するFターム
熱固定、ヒートセット (36)
アニーリング (2)
不均一な加熱(←部分溶融) (13)
表面溶融 (5)
緊張下の熱処理 (1)
弛緩下の熱処理 (2)
結晶化 (18)
多段階の熱処理 (2)
Fターム[4F208LW06]に分類される特許
1 - 14 / 14
電子写真用シームレスベルトの製造方法
【課題】電子写真装置使用時に駆動安定性が高く印刷時に転写ムラがない電子写真用シームレスベルトを提供する。
【解決手段】(1)ブロー用金型内に配置した、加熱した試験管形状の結晶性熱可塑性樹脂を含むプリフォームを延伸棒を用いて該プリフォームの長手方向に延伸すると共に、該プリフォーム内に気体を流入させて該プリフォームを膨らませることによってボトル状成形物を得る工程と、(2)該ボトル状成形物を円筒型に入れ、該ボトル状成形物の内部を加圧した状態で熱処理する工程と、(3)該熱処理されたボトル状成形物の口部及び底部を切断除去して電子写真用シームレスベルトを得る工程と、を含む電子写真用シームレスベルトの製造方法において、該工程(2)が、第1および第2の熱処理工程を含む。
(もっと読む)
把手付耐熱容器の製造方法

【課題】ブロー成形性が良好であり、容器及び把手に種々の不具合を生ずることがなく、その上落下衝撃に対しても充分な強度を有する把手付耐熱容器の製造方法を提供する。
【解決手段】ポリエステル製のプリフォームをブロー成形して中空の容器にする際、別体のポリエステル製の把手を容器の胴部上部にインサート成形してなる把手付耐熱容器の製造方法において、前記胴部の上半部の凹部に設けた把手取付用凸部より下の胴部の中心軸が、前記把手取付用凸部側に1.0°±0.5°傾くようにブロー成形金型をセットしてブロー成形すると共に、前記凹部における前記把手取付用凸部回りの壁面をヒートセットする工程を含むことを特徴とする把手付耐熱容器の製造方法。
(もっと読む)
耐熱容器及び耐熱容器の製造方法並びに最終ブロー型
【課題】容器の把持性を向上させた、耐熱容器、内容物入りの耐熱容器及び耐熱容器の製造方法を提供する。
【解決手段】本発明にかかる耐熱容器10は、合成樹脂製の容器の胴部18に、第1の凹部28a及び第2の凹部28bと、把持部26と、を有する。第1の凹部の底部280aは、第2の凹部の底部280bと対向して形成されている。耐熱容器10に充填された高温内容物が冷却されて容器内部が減圧された際に、第1の凹部の底部280aの容器内側面284aは、第2の凹部の底部280bの容器内側面284bに接触する。
(もっと読む)
成形品の製造方法及びこのように製造された成形品
本発明は、流体を収容又は送出又は貯蔵するための成形品に関する。この成形品は、壁部によって囲まれている空胴と、この空胴に対して流体を送る乃至は排出するための少なくとも1つの装置とを有している。この本発明による成形品は、壁部が架橋されたポリエチレンを含むという特徴を有している。 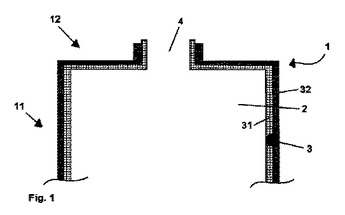 (もっと読む)
(もっと読む)
表皮被覆ポリスチレン系樹脂発泡成形体の製造方法および表皮被覆ポリスチレン系樹脂発泡成形体
【課題】ブロー成形された中空成形体内に発泡粒子を充填し、発泡粒子相互を融着させて発泡粒子成形体とし、中空成形体からなる表皮の内面と発泡粒子成形体とが融着一体化し、発泡粒子相互の融着性、ならびに成形体外観に優れた表皮被覆ポリスチレン系樹脂発泡粒子成形体の提供。
【解決手段】ブロー成形法により中空成形体内に発泡粒子を充填し、表皮で被覆された発泡粒子成形体の製造方法において、ブロー成形型の型締め時の金型1温度を[中空成形体基材樹脂のガラス転移温度−30℃]〜[中空成形体基材樹脂のガラス転移温度+30℃]の温度とし、中空成形体内に挿入した複数のスチーム供給排出ピン22の一方をスチーム供給側とし他方をスチーム排出側とし、スチーム供給側のピン21のスチーム供給口におけるスチーム温度T1を[発泡粒子基材樹脂のガラス転移温度+10℃]〜[発泡粒子基材樹脂のガラス転移温度+30℃]に制御して加熱する。
(もっと読む)
カテーテル及びその製造
カテーテルは長手方向に延びる本体を含み、同本体は基端及び先端を有するとともに、基端から本体を貫通して先端まで長手方向に延びるとともに折り返して基端まで戻る少なくとも一つの内腔を定義する。例えばガリスタンのようなガリウムとインジウムとの合金である液体金属は内腔に配置される。別の態様において、カテーテルは第一及び第二の内腔を定義する長手方向に延びる本体を含む。電気的に駆動される装置が本体の先端に連結され、第一及び第二の内腔と電気的に連通する。電源が第一及び第二の内腔と電気的に連通し、液体金属が第一及び第二の内腔に配置され、電源と電気的に駆動される装置との間に導電管を提供する。各内腔は本体の基端から先端まで、そして再び基端に戻るループであり得る。 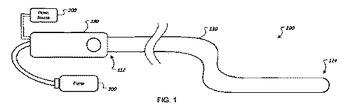 (もっと読む)
(もっと読む)
プラスチックボトルの口部の結晶化方法及び結晶化装置
【課題】内容物の充填作業においてホットフィルを行う場合においても、ボトル口部と打栓キャップとの密封性を保つことができる耐熱変形性をボトルの口部に対して付与することができ、なおかつ結晶化方法を極めて簡単な方法とし、その方法を実施するための装置も、従来の装置に比べて構造を簡略化できるようにする。
【解決手段】結晶性樹脂で成形され、ボトルネックに打栓キャップを装着するタイプのプラスチックボトルの口部の結晶化方法であって、プリフォームPまたは二軸延伸ブロー成形後の成形ボトルのボトルネックを構成する口部10の天面11に所要温度に加熱した加熱部材50を接触させて、該天面11または天面11を含む天面近傍のみを加熱して結晶化する。
(もっと読む)
耐熱性を有するプラスチック製のカップ状容器およびその一次成形品
【課題】耐熱性のある頚部を備えたプラスチック製のカップ状容器を精度良く形成すること。
【解決手段】プラスチック製のカップ状容器1の口部フランジ4、頚部3は延伸作用を受けることなく非晶状態のままとなっている。これらの部分4、3のうち、頸部3に、熱源であるヒータ33Aの加熱面38を当てて、接触加熱を行うことにより加熱して結晶化させる。接触加熱、結晶化および徐冷を、口部フランジ4、頚部3を上下、左右から挟んだ状態で行うことができるので、これらの部分に熱変形が発生しない。耐熱性が付与された頚部3を精度良く形成できる。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】金型のコアバックにより溶融樹脂の発泡を促進すると共に、パリソンの金型内壁に対する追従性の低下を抑制すること。
【解決手段】
押し出し成形された非発泡性かつ伸縮性のある筒状成形体Pが金型21、22のキャビティC内に配置されるよう金型21、22を型締めする工程と、筒状成形体PをキャビティC内で膨らませてブロー成形体を成形した状態で、キャビティC内のブロー成形体P内部に発泡性の溶融樹脂を射出する射出工程と、金型21、22をコアバックさせてキャビティCの容積を増大させながら溶融樹脂をブロー成形体P内部で発泡させる発泡工程と、を有し、発泡工程において、コアバックによるキャビティCの容積の増大に伴って延伸されるブロー成形体Pの被延伸部分に近接する部位(部分B)に充填される溶融樹脂の温度を他の部位に充填される溶融樹脂の温度に比べて高く設定することを特徴とする。
(もっと読む)
パネル状の発泡ブロー成形品の成形方法と発泡ブロー成形品。
【課題】発泡ビ−ズを充填することなく、簡易に軽量で剛性のあるパネル状の発泡ブロー成形品を製造可能とする。
【解決手段】ブロー型におけるパネル状のキャビティ内に収めた発泡パリソンの中空部へ圧縮エアを吹き込んで膨らませ、圧縮エアの内圧によりブロー型のキャビティ内面に発泡パリソンの外面を付形させパネル状成形体14とする。次いで、パネル状成形体14の中空部13の内圧を外部に開放して外部気圧と略同等とし、所定時間この状態を維持し、パネル状成形体14の中空部13内面を形成する発泡樹脂の各セルを成長させ、この成長時に歪み硬化性伸長粘度がセル内圧力より大きいことによりセルの破泡を招くことなく均一かつ独立したセル構造に発達させて、隣接する成長したセル同士を少なくとも融着させて連接して、中空部13内部を成長したセルで形成する。
(もっと読む)
樹脂一体成形体の製造方法
【課題】発泡部位を有している樹脂の一体成形体であり、しかも、容器胴部のような部分が選択的に発泡されて発泡領域となっており、且つ容器口部のような強度や寸法安定性などの特性が要求される部位が選択的に発泡されていない非発泡領域となっている樹脂一体成形体を製造する方法を提供する。
【解決手段】熱可塑性樹脂の一体成形体を成形し、次いで一体成形体にガスを含浸せしめ、得られたガス含浸成形体を、部分的に選択的に加熱することにより、含浸されたガスによっての気泡の生成による発泡を選択的に行い、発泡領域と非発泡領域とを有する樹脂一体成形体を製造する。
(もっと読む)
車両用デッキボード及びその成形方法
【課題】 スチームピンを中空成形体内に挿入しなくても中空成形体内での発泡を可能にした車両用デッキボード及びその成形方法を提供する。
【解決手段】 非発泡性パリソン12a,12bにより形成されてなる中空成形体12と、該中空成形体12内に挿入後加熱されることで前記中空成形体12に熱ラミネートされてなる板状の予備発泡樹脂13とより構成されてなる。
(もっと読む)
ポリプロピレン系医療用ブロー容器
【課題】透明性や耐熱性(高熱滅菌性)及び柔軟性(排液性)や耐衝撃性などに優れ、製品中に揮発性炭化水素や低分子量成分及び不溶性微粒子が少なく衛生性に優れる、医療用容器を開発する。
【解決手段】条件(A−i)〜(A−iii)を満たすプロピレン系ブロック共重合体を用い、ブロー成形により成形された医療用容器。(A−i)メタロセン系触媒を用いて、第1工程でプロピレン単独又はエチレン含量7wt%以下のプロピレン系ランダム共重合体成分(A1)を30〜95wt%、第2工程で成分(A1)よりも3〜20wt%多くのエチレンを含有するプロピレン系ランダム共重合体成分(A2)を70〜5wt%逐次重合することで得られたプロピレン系ブロック共重合体である(A−ii)MFRが0.1〜10g/10分の範囲にある(A−iii)DMAにより得られる温度−損失正接曲線において、tanδ曲線が0℃以下に単一のピークを有する。
(もっと読む)
シームレスベルトおよびその製造方法
【課題】 高弾性率で厚み精度の非常に良いシームレスベルトを安価に成形し、画像形成装置に用いられる中間転写体において、高速化になっても画像ムラのない優れた中間転写体を提供することを目的とする。
【解決手段】 環状ダイス2より押出された中空状樹脂溶液4を筒状金型1内面に塗布し溶媒を乾燥して形成されたシームレスベルトであって、該中空状樹脂溶液4内部に気体3を注入して膨張させるとともに、前記筒状金型1の中心と前記環状ダイス2の中心とをずらすことによって厚みが制御されたことを特徴とする。ここで、前記シームレスベルトの厚みバラツキが15μm以下であり、引張弾性率が2000Mpa以上であることを特徴とする。
(もっと読む)
1 - 14 / 14
[ Back to top ]