
Fターム[4F208LW15]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形品の後処理、後加工 (792) | 熱処理 (128) | 冷却 (22)
Fターム[4F208LW15]に分類される特許
1 - 20 / 22
圧力容器及び圧力容器の製造方法
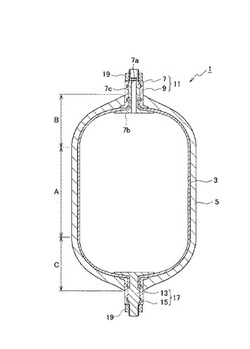
【課題】内殻の樹脂成形時でのヒケ発生による応力集中を抑制する。
【解決手段】圧力容器1は、樹脂成形品からなる内殻3と、内殻3の外周を覆うFRPからなる補強層となる外殻5と、軸方向端部に位置する口金11とを備えている。口金11は、内側口金部品7と外側口金部品9とを有し、内殻3のブロー成形時に、内側口金部品7を一体成形する。内側口金部品7は、小径部7c1と大径部7c2とを備える一方、内殻3は円筒形状の首部3aを備えている。首部3aは小径部7c1の外周部に位置し、首部3aの軸方向端部3a2は、大径部7c2の端面7eに当接している。
(もっと読む)
中空成形方法及び装置

【課題】本発明は、クロスヘッドから垂下した被成形体の内側に内側冷却用金型を挿入して被成形体を冷却し、成形サイクル時間を短縮することを目的とする。
【解決手段】本発明による中空成形方法及び装置は、クロスヘッド(1)から垂下した被成形体(5)の内側に内側冷却用金型(11)を挿入して被成形体(5)を冷却して成形することにより、成形サイクル時間を短縮するようにした方法と構成である。
(もっと読む)
2枚のシートからプラスチック中空体を製造するための方法及び装置
溶融プラスチックの2枚のシートを2つのキャビティを備える金型で成形することによってプラスチック中空体を製造する方法であって、当該方法は、a)溶融プラスチックの少なくとも1つの流れを押出し、かつ横に切断することによって、2枚の溶融プラスチックシートが製造されるステップと、b)金型キャビティの間にこれらのシートが導入されるステップと、c)金型が閉じられ、かつ2枚のシートを金型キャビティに合わせることによって中空体が製造されるステップと、d)このように得られた中空体を金型から取り除くステップと、e)2枚の新しいシートから別の中空体を製造するためにa)〜d)の全ての操作を繰り返すステップと、を備え、横の切断操作の前、最中、または後で、シートの下部を局部冷却することが可能な特定の装置を用いて2枚の新しいシートの下部が冷却されることを特徴とする。 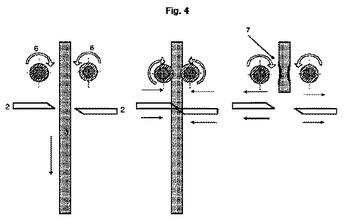 (もっと読む)
(もっと読む)
容器のブロー成形方法およびブロー成形装置
本方法および装置は、容器のブロー成形加工に用いられるものである。そこではブロー成形金型に挟まれた、熱処理によるコンディショニング工程を施した後のパリソンが、ブローガの賦形圧力の作用により、容器の形状に成形加工される。それに必要なブローガスは、接続要素に通してパリソンの内部空間に導入される。ブロー成形工程の終了後には、掃気用ガスが、容器の内部空間に通して導かれる。複数のブロー成形ステーションが使用され、前記各ブロー成形ステーションの内の少なくとも一つを対象として、掃気用ガスの必要量の少なくとも一部が、このブロー成形ステーションだけに対して割り当てられているリザーバ容積の内部に貯蔵される。 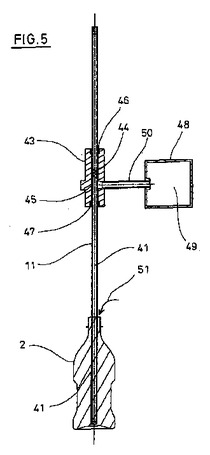 (もっと読む)
(もっと読む)
ブロー成形用金型
【課題】ブロー成形用金型について、(i)金型の構造を簡素化し(設計期間・作製期間の短縮)、(ii)メンテナンス性を向上し(特に冷却水路の詰まりに対する作業の軽減)、(iii)従来のものからの軽量化を実現し、(iv)成形品の品質を維持して、しかもできるだけ割り線を転写させない金型を提供する。
【手段】複数の金型部材1を組み合わせることで内部にできる空洞の形状に沿った成形体を得るブロー成形用金型10であって、前記金型部材1の外面は、凸形状の隆起部14と、該隆起部の最も高さのある部分もしくはその近傍に設けられた仕切り壁16と、前記隆起部を包囲するよう該金型部材外面の周縁に設けられた包囲壁17とを有し、前記包囲壁17の所定の面部分には該包囲壁を貫通する媒体流入口11と媒体流出口12とが前記仕切り壁16を隔てて左右両側に設けられているブロー成形用金型。
(もっと読む)
ブロー成形機切換え方法、及びブロー成形機
【課題】ヒートセット作業温度まで加熱される、複数の回転式に可動な金型を備えるブロー成形機を、金型の交換のために切り換える方法を提供すること。
【解決手段】本発明による方法では、金型が空のままのブロー成形機で、少なくとも1回の模擬作業サイクルを実施し、次いで、金型をヒートセット温度に比べて冷却するように、冷却媒体を金型キャビティ全てに同時に外部から供給する。機械制御部では、このブロー成形機は、空の金型を用いた少なくとも1回の模擬作業サイクルを、冷却媒体を外部から金型中に供給しながら、低減した回転速度で実施するプログラムルーチンを備える。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。パリソン(1)を、ブロー成形機のブロー成形型内部で熱コンディショニングした後に、ブロー圧を作用させることで容器(2)に変形させる。必要なブローガス(P1,P2)は供給装置から供給する。ブロー成形される容器の内部に蓄積される空気圧エネルギーの少なくとも一部を他のエネルギー形態に変換する。 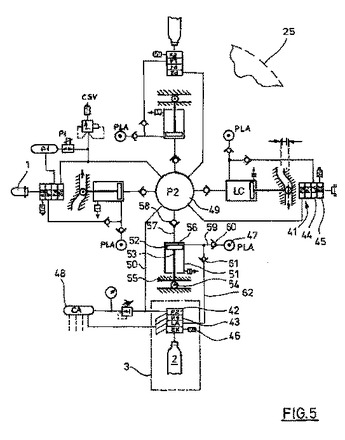 (もっと読む)
(もっと読む)
バイオマス由来積層プラスチック成形体及びその製造方法
【課題】密閉されたボトルに掛かる荷重においては変形せず、一方耐衝撃性が高いバイオマス由来積層プラスチック成形体及びその製造方法を提供すること。
【解決手段】ブロー成形された積層プラスチック成形体であって、少なくとも一層の構成成分の25wt%以上がバイオマス由来プラスチックであり、他の層がポリオレフィン樹脂であり、成形後、常温から5〜20℃/分で昇温し、85〜100℃の環境下にて3〜10分保持し、10〜15℃/分で徐冷するアニール処理を行ったことを特徴とするバイオマス由来積層プラスチック成形体。
(もっと読む)
カテーテル及びその製造
カテーテルは長手方向に延びる本体を含み、同本体は基端及び先端を有するとともに、基端から本体を貫通して先端まで長手方向に延びるとともに折り返して基端まで戻る少なくとも一つの内腔を定義する。例えばガリスタンのようなガリウムとインジウムとの合金である液体金属は内腔に配置される。別の態様において、カテーテルは第一及び第二の内腔を定義する長手方向に延びる本体を含む。電気的に駆動される装置が本体の先端に連結され、第一及び第二の内腔と電気的に連通する。電源が第一及び第二の内腔と電気的に連通し、液体金属が第一及び第二の内腔に配置され、電源と電気的に駆動される装置との間に導電管を提供する。各内腔は本体の基端から先端まで、そして再び基端に戻るループであり得る。 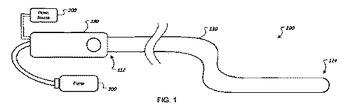 (もっと読む)
(もっと読む)
薄い壁面の容器の製造方式、同容器の圧力補強方式
【課題】 本発明の目的は、薄い壁面の容器の製造方式であり、
【解決手段】約150g/m2ないし250g/m2である材料の重量/壁面の面積の比率を利用した予備成形物の形状の変更を特徴とする。
(もっと読む)
固体状態の気泡熱可塑性樹脂製品をブロー成形する方法
気泡熱可塑性樹脂製品を製造するためのプロセスが開示される。本プロセスは、熱可塑性材料から製造した固体パリソンをある期間の間、高圧において、飽和ガスによって処理して、ガス飽和パリソンを供給するステップと、そのガス飽和パリソンを加熱して、気泡パリソンを作成するステップと、その気泡パリソンを金型の中に設置するステップと、その気泡パリソンに成形ガスを吹き込んで、その気泡パリソンをその金型の形状に膨らませて、造形された気泡製品を供給するステップとを含む。 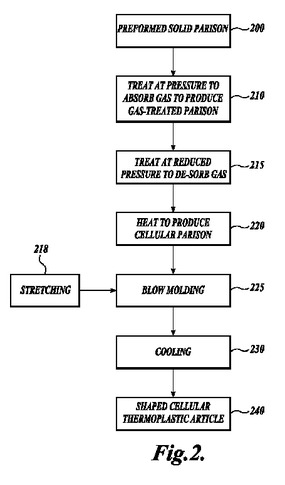 (もっと読む)
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ソリッド樹脂からなる中空のブロー成形体の内部に発泡樹脂が充填され、外観性、軽量性、剛性に優れた樹脂成形品を成形型内での樹脂成形品の冷却遅延を抑制して効率よく生産する。
【解決手段】パリソンPを成形型20で挟んでブロー成形を行い中空のブロー成形体を形成するブロー成形手段、ブロー成形体を成形型20内に残した状態で溶融発泡性樹脂をブロー成形体内に射出する射出手段、発泡性樹脂の射出後、成形型20を所定量開きつつ発泡性樹脂を発泡させることによりブロー成形体の膨張と並行してブロー成形体内に発泡性樹脂を充填させる充填手段、及び、ブロー成形体の形成動作の終了時から成形型20の所定量の開き動作の終了時までの間に成形型20の開き動作により膨張するブロー成形体の延伸部分を除く非延伸部分を延伸部分と比べてより冷却する冷却手段を備える。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ブロー成形体の膨張が妨げられることを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31を注入した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記コア部を移動して前記ブロー成形体を膨張させる際に、前記ブロー成形体の延伸される部分23aに対応する前記成形型の型面部14bから前記ブロー成形体の延伸される部分に気体を噴射して、前記ブロー成形体の延伸される部分に対応する成形型の型面部とブロー成形体の延伸される部分との間に空間部16aを形成することにより、前記ブロー成形体から前記成形型への伝熱が抑制されている。
(もっと読む)
使用済みの圧縮空気からエネルギーを回収することによるブロー成形工程における金型の冷却
排出されたガスを膨張冷却し、及び/又は排出されたガスを、その出口に冷ガスを供給するボルテックスチューブ(23)に通すことによって、ブロー成形工程で使用された圧縮ガスから熱が抽出される。この冷ガスは次いで、金型(12)内の冷却チャネル(13)に通される。これは、冷却剤を再循環させ、又は冷却剤を外部で冷やす必要性をなくし、エネルギーを節約する。 (もっと読む)
中空成形方法及び装置
【課題】本発明は、金型のキャビティ壁面に外部と連通する冷却用穴を形成し、中空成形品の外面にエアを供給し、冷却時間を短縮して中空成形サイクルを短縮化することを目的とする。
【解決手段】本発明による中空成形方法及び装置は、金型(1)のキャビティ壁面(4a)に形成された多数の冷却用穴(10)を介して中空成形品(4A)の外面(4Aa)にエア(10a)を供給し、中空成形品(4A)の冷却時間を短縮させる方法と装置である。
(もっと読む)
ブロー成形用金型およびブロー成形方法
【課題】ブロー成形サイクル中において、確実にバリを切り離すことができるようにする。
【解決手段】一方の分割型1と他方の分割型2とを有するブロー成形用金型において、他方の分割型2の合わせ面にはピンチオフ部5およびピンチオフ部5に外堀状に隣接する溝部4が設けられている。前記一方の分割型1における前記他方の分割型2の前記溝部4に相対する部位に沿って互いに間隔をおいて配設された複数のバリ突き出し部材7と、複数のバリ突き出し部材7を同時に溝部4内へ突き出すための駆動機構と、を有している。
(もっと読む)
合成樹脂製タンクの冷却装置及び合成樹脂製タンクの冷却方法
【課題】設備にかかるコストを低減するとともに、短時間で効率よくタンクを冷却する。
【解決手段】熱可塑性合成樹脂材により中空に形成されたタンクTを冷却する合成樹脂製タンクの冷却装置1であって、熱可塑性合成樹脂材の融点よりやや低く、当該熱可塑性合成樹脂材が自己保形可能な温度で成型金型から取り出したタンクTに外接する形状保持部材25,26を備えた治具2と、治具2に装着され、タンクTの外面に当該タンクTの外面を冷却する高湿度の冷却空気を吹き付ける吹付手段3と、治具2に装着され、タンクTの内面に当該タンクTの内面を冷却する冷却空気を送気する送気手段4と、を有する。
(もっと読む)
ブロー成形装置及びブロー成形方法
【課題】成形された製品の内面に凹凸が形成される(肌荒れを生ずる)ことがなく、また、製品の成型時間をより短縮化することができる新規なブロー成形装置及びブロー成形方法の提供。
【解決手段】パリソンの内側に圧縮エアーを供給する圧縮エアー供給手段5を備えたブロー成形装置であって、上記圧縮エアー供給手段5による圧縮エアーの供給により、一方及び他方の金型本体6,7内において成形された製品内に冷却ミストを噴霧するミスト噴霧ノズル22と、このミスト噴霧ノズル22の先端が製品の内側及び外側に位置するように駆動する第2の駆動手段23と、一方又は他方の金型本体6,7の少なくとも何れかに形成又は配置され、大気に通ずる穴を形成する穴形成手段20を備える。
(もっと読む)
耐熱性ポリエステル容器の製造方法
【課題】 生産工程でのエネルギー効率が良く、且つ、アニーリング時に歪み難い耐熱性ポリエステル容器の製造方法を提供することを課題とする。
【解決手段】 80℃以上130℃以下に加熱したポリエステル製プリフォームを金型内で延伸ブロー成形した後、130℃以上180℃以下の高温で熱固定を行い、得られた成形体内側表面を延伸ロッドの長手方向に沿って設けられた複数の吹き出し孔から冷却流体を吹き付けることで冷却し、金型から前記成形体を取り出して放冷雰囲気中でアニーリングして前記金型内容積に対する前記成形体外容積の収縮率が3.0%より大きく6.0%以下となるように自由収縮させることを特徴とする。
(もっと読む)
合成樹脂製カップ状容器及びその熱結晶化処理方法
【課題】 カップ状容器のフランジ、頸部、あるいはこれら両者の熱結晶化処理方法に係る上記問題点を解決するために創案したものであり、これら部分を短時間に、限定的に全周に亘って均一に加熱することを課題として、もって変形のない、耐熱性にすぐれたカップ状容器を提供することを目的とする。
【解決手段】 合成樹脂製カップ状容器のフランジの熱結晶化処理方法において、フランジをまず熱板で予熱し、その後にレーザー光の照射により加熱して熱結晶化する。
(もっと読む)
1 - 20 / 22
[ Back to top ]