
Fターム[4F208MA02]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | 圧空成形 (259)
Fターム[4F208MA02]に分類される特許
241 - 259 / 259
熱成形品の製造方法
【課題】保護フィルム付き熱可塑性樹脂板の熱成形において、把持による保護フィルムの剥がれを防止して、保護フィルム付きの熱成形品を有利に製造する。
【解決手段】両面に樹脂フィルムが貼合された熱可塑性樹脂板を、支持体及び可動性の把持部材から構成される把持装置で把持して、熱成形する。この可動性の把持部材は、少なくとも上記樹脂フィルムと接触する箇所に、炭化チタン、窒化チタン、炭化窒化チタン又は炭化タングステンからなる表面被膜を有している。
(もっと読む)
鶏卵包装用容器の製造方法と装置

【課題】鶏卵個別収容凹部の底部分が強化されて容易には凹部内に向かって凹入変形することがない容器を得ることができる製造方法と製造装置を提供する。
【解決手段】外金型3に形成された凹入部31の深さdを、内金型4に形成された突出部41の高さhよりも深く形成し、容器成形時の両金型3,4の嵌合終端姿勢において凹入部31の底面32と突出部41の頂面42との間に少許の空間sが形成されるようにした製造装置。この装置を用いて、鶏卵個別収容凹部の底部分に折り返しの二重壁部分を備えた鶏卵包装用容器を製造する。
(もっと読む)
中空成形体の製造方法
【課題】 簡単な設備で製造が容易で、燃料バリア性の優れる燃料容器等の中空成形体の製造方法を得る。
【解決手段】 2つ以上の部材を該部材の周縁部で接合して一体化する工程を含む中空成形体の製造方法であって、該部材の少なくとも1つを、熱可塑性ポリマー樹脂シートの片面又は両面に燃料バリア性塗料を塗装して燃料バリア層を形成した後、圧空成形または真空成形して製造することを特徴とする中空成形体の製造方法。
(もっと読む)
脂肪族ポリエステルカップ
【課題】脂肪族ポリエステルから形成された二軸延伸成形体において、上記の機械強度の異方性が解消乃至低減された機械的強度特性の安定した脂肪族ポリエステルカップを提供することにある。
【解決手段】脂肪族ポリエステルを主体とする樹脂のシートを、一定の延伸温度下、初期の延伸速度が大きく且つ終期の延伸速度が小さくなるように延伸速度を可変制御して圧空成形乃至プラグアシスト成形してなるカップであって、10%圧縮ひずみに耐え得る強度を有することを特徴とするカップ。
(もっと読む)
インモールド成形用ラベルを貼着した中空容器
【課題】容器材料が高密度ポリエチレンでもポリプロピレンであってもラベルとの密着性がよく、かつ、ラベル打ち抜きが容易でヒゲの発生がなく、かつ、ラベルの金型内への供給が容易なインモールド成形用ラベルを貼着した中空容器を提供する。
【解決手段】表面に印刷が施こされた熱可塑性樹脂フィルム基材層(I)の裏面に、該フィルムの素材樹脂の融点より低い融点を有するヒートシール性樹脂層(II)を設けたインモールド成形用ラベルであって、前記ヒートシール性樹脂層(II)の樹脂基材が、エチレン40〜98重量%と炭素数が3〜30のα−オレフィン60〜2重量%とをメタロセン触媒を用いて共重合させて得たエチレン・α−オレフィン共重合体を主成分とするものであるインモールド成形用ラベルを貼着した中空容器。
(もっと読む)
複合成形品の製造方法
【課題】 中空二重壁構造体内に発泡体を充填するものと比べ、成形サイクルの短縮することができ、軽量であるとともに高い強度と剛性を備えた成形品を得ることができる複合成形品の製造方法を提供する。
【解決手段】 押出ヘッド3から押し出した熱可塑性樹脂シート4を一対の分割金型1、1内に配置する。金型のキャビティ面から真空吸引して、金型内にエアを導入して熱可塑性樹脂シート4を金型のキャビティ2、2に沿った形状に成形するとともに、金型内に予備発泡樹脂粒子を充填する。加熱水蒸気の吹込みにより該粒子を互いに融着させる。熱可塑性樹脂シート4を溶融状態で押し出して、金型のキャビティ面から真空吸引するとともに、金型内にエアを導入して熱可塑性樹脂シート4を成形する。
(もっと読む)
プレススルーパッケージ又はブリスターパック用フィルム
【課題】圧空成形法において、成形不良を起こさないPTPまたはブリスターパック用フィルムを提供すること。
【解決手段】ジシクロペンタジエン系開環重合体水素添加物を含有する樹脂組成物からなるPTPまたはブリスターパック用フィルムであって、
(1)該ジシクロペンタジエン系開環重合体水素添加物中のジシクロペンタジエン系単量体由来の繰返し単位の割合が70重量%以上であり、
(2)該樹脂組成物のメルトマスフローレイト(280℃、2.16kg荷重)が30〜70(g/10分)の範囲にあり、かつ、
(3)フィルムの130℃における引張試験において、伸張率2%から5%の範囲で、d(応力)/d(伸張率)の値が、10〜25(kPa/%)の範囲にある、
PTPまたはブリスターパック用フィルム。
(もっと読む)
シートの熱成形方法
【課題】シートの予熱や加熱に常圧の過熱水蒸気を用いることにより、加熱コストが安価となり、大気の汚染発生もないと共に、シートの加熱時にドローダウンの発生がなく、良質の成形品を成形することができるシートの熱成形方法を提供する。
【解決手段】熱可塑性樹脂シートを加熱し、次いで、このシートを金型に圧接して成形するシートの熱成形方法において、常圧で100℃未満の飽和水蒸気を電磁誘導加熱法で発熱させた発熱体で高速昇温させて常圧の過熱水蒸気を作成し、この過熱水蒸気を用いてシートを成形温度に加熱する。
(もっと読む)
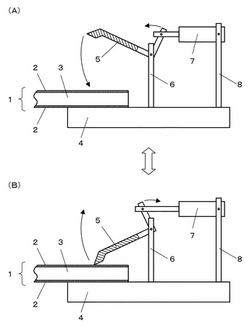
フランジ部の加熱処理方法、フランジ部の加熱処理装置及びフランジ付き樹脂製容器の製造方法
【課題】
フランジ部のヒートシール性を確保しつつ、フランジ部の強度や耐熱性を向上させることができるフランジ部の加熱処理方法、フランジ部の加熱処理装置及びフランジ付き樹脂製容器の製造方法を提供する。
【解決手段】
プリフォーム5の天地を逆にして、プリフォーム5の内面を治具11に支持させるとともに、フランジ部4の天面4aを台座12の載置面12aに対向させて、フランジ部4を台座12に載置し、フランジ部4の裏面に向けて、斜め上方から熱源15からの熱を加える。
(もっと読む)
食品容器製造用シート、食品容器及びその製造方法
【課題】 レトルト容器として、充分なガスバリヤ性を備え、レトルト食品製造時の高温度長時間の加熱に耐え、二次成形によって容器を所望の形に成形できて、使用後の処分も容易であるような食品容器を提供しようとする。また、その食品容器を製造するためのシートと、そのシートを使用した食品容器の製造方法を提供しようとする。
【解決手段】 メタキシリレンジアミンとアジピン酸とを重縮合させて得られたポリアミド樹脂のフィルムの両側に、接着樹脂フィルムを介して、熱可塑性ポリエステル樹脂のフィルムを貼り合わせてなる積層シートにおいて、熱可塑性ポリエステル樹脂に結晶核剤を含ませて、しかもその結晶率を10%以下としたものをシートとする。このシートを成形したあとで、成形体を熱可塑性ポリエステル樹脂のガラス転移点以上に加熱して、結晶率を20%以上にして食品容器とする。
(もっと読む)
成型物の製造方法
【課題】 新規な成型物の製造方法の提供。
【解決手段】 1)熱可塑性樹脂(A)のエマルジョンと小片状材料を混合する工程、2)得られた混合物を乾燥して乾燥状態の熱可塑性樹脂(A)が表面に付着した小片状材料を形成する工程、3)上記小片状材料とイソシアネート化合物を混合して混合物を形成する工程、4)混合物を常温で加圧成型し、B−ステージの成型物を形成する工程、および5)工程4)で得られた成型物を、B−ステージのまま、引き続いて真空成型または圧空成型を行う工程、を含む成型物の製造方法。
(もっと読む)
成形装置及びその装置を用いた成形品の製造方法
【課題】 成形型の形状や大きさに依存せず、成形準備及び成形が容易に行なえる成形装置及びその装置を用いた成形品の製造方法を提供する。
【解決手段】 成形装置10が、成形型20を載置する型受け台11と、型受け台11の上面に配置するシールプレート12と、シールプレート12の全周縁を型受け台11の上面に圧接するシール枠13と、シール枠13と型受け台11でシールプレート12の全周縁を気密的に挟持した状態で、シール枠13を型受け台11の周縁に対して密着させて保持する密封部材14とを備え、シール枠13の取付部13bに接続部15を装着する。接続部15を真空排気ホース18を介して真空ポンプに接続し、真空ポンプで型受け台11及びシールプレート12で画成される内部空間を減圧する。この内部空間に配置した成形型16に成形素材17が押圧されて真空成形及び空圧成形が行なわれる。
(もっと読む)
突部付シートの製造方法及びシート成形金型
【課題】 金型の突部の形状に合わせて、シワ生じさせずに且つシートを反らせないようシートを確実に成形することが可能な突部付シートの製造方法及びシート成形金型を提供する。
【解決手段】 シート成形金型1は、ダイカバー7、成形プレート8、基型9、及び剥取プレート11を備える。基型9の上面には、突部12が形成されている。剥取プレート11には、基型9の各突部12に対応して貫通孔13が形成されて、突部12に嵌合している。ダイカバー7は、成形プレート8を収容している。成形プレート8には、基型9の各突部12に対応して複数の貫通孔24が形成されている。このシート成形金型1において、成形プレート8と剥取プレート11との間にシート2を挟み、成形プレート8を押し下げ、貫通孔24に突部12を嵌合させて、突部3を有するシート2を製造する。
(もっと読む)
透明プラスチック成形品の製造方法
【課題】透明プラスチック成形品を表面から視認したとき裏面たる凹凸面状の被転写面に塗膜が形成されていることにより光の乱反射によって立体的な色彩模様が透明プラスチックシートを介して視認され、立体的な深み感のある模様を感得することができる。
【解決手段】モデル型作製工程1と、モデル型Mから反転型Rを作製する反転型作製工程2と、反転型から基本母型Sを製作する母型製作工程3と、基本母型の表面に転写F1面となる織布Cを貼付してなる転写型Fを製作する転写型製作工程4と、転写型を用いて透明プラスチックシートTを成形すると共に転写型の転写面を透明プラスチック成形品Wの裏面となる被転写面W1に転写する転写プラスチック成形工程5と、被転写面に塗膜Kを施す塗装工程6とからなる。
(もっと読む)
エンボスキャリアテープ成形機
帯状シート(A)の巾方向の熱収縮の変化の程度を軽減させ、製品寸法を安定化させて、所要の製品精度をエッジロスを生じさせることなく維持させる。
特定移送経路(8)上の上流側から順に、帯状シート(A)の定量移送長さ(B)と略同じ長さ範囲箇所を特定温度以上に昇温させる加熱部(12)、前記シート(A)の定量移送長さ(B)範囲箇所毎のエンボス成形を行うことによりシート長手方向(x)へ連続的に並ぶ複数のポケットを成形する成形部(13)、及び、前記シート(A)の特定位置に孔をあけるパンチ部(14)を設けたエンボスキャリアテープ成形機において、前記加熱部(12)の加熱ゾーン(15)をシート長手方向へ前記定量移送長さ(B)よりも特定長さだけ長くなすものとした付加加熱部位(17)を設ける。 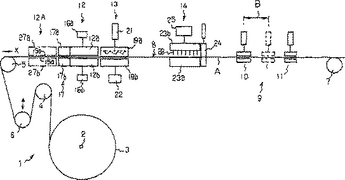 (もっと読む)
(もっと読む)
樹脂成形体の製造方法
【課題】
高脆性の非晶性熱可塑性樹脂からなるシート状物を室温近傍で圧空成形等をすることにより、生産性よく樹脂成形体を製造する方法等を提供すること。
【解決手段】
(1)非晶性熱可塑性樹脂からなるシート状物に、圧力1〜40MPa、温度50℃以下の条件下で二酸化炭素を収着させた後、30℃以下の温度で脱圧後、二酸化炭素を収着した該シート状物を、[室温+10℃]以下の温度で、圧空成形、真空成形、又は真空圧空成形することを特徴とする樹脂成形体の製造方法、及び(2)二酸化炭素を収着した該シート状物に、[室温+10℃]以下の温度で、表面に凹凸形状が形成された型を押圧することを特徴とする凹凸形状が転写された樹脂成形体の製造方法である。
(もっと読む)
成形用発泡ポリスチレンシート及びそのシートよりなる容器
【課題】脆さが改良され薄肉化と低発泡倍率化が可能でかつ成形時の2次発泡性、外観等の良好な成形用発泡ポリスチレンシートを、高発泡ポリスチレン系樹脂シートの製造に用いられている一般的な押出機により提供すること。
【解決手段】ミネラルオイルをポリスチレン系樹脂に含有せしめてなる、成形品の製造に用いる成形用発泡ポリスチレンシートであって、上記ミネラルオイルの含有量が1.0〜5.0重量%であり、該シートの発泡倍率が1.5〜10倍、厚みが0.5〜2mmであること。
(もっと読む)
構造強化樹脂物品及びその製造方法
造形多層物品の形成方法は、強化樹脂基板を熱成形温度に加熱して加熱基板とし、加熱基板の表面を造形表面部品の表面と接触させ、このとき加熱基板はその表面に、加熱基板を造形表面部品に結合するのに十分な濃度の加熱樹脂を含有し、加熱基板を約500psi(3447kPa)以下の圧力で熱成形して熱成形基板の表面と造形表面部品の表面との界面に結合を形成する工程を含む。 (もっと読む)
ガス含侵ポリマーから熱成形された製品を製造する方法
固体状態法は、ガス含浸を利用して、熱可塑性材料の熱成形を向上させる。ガスが可塑化性である場合、物品は熱成形のためにそのガスにより可塑化される。いくつかの態様において、本発明は、ガス曝露の間に溶解されるガスを高レベルにすることにより、熱成形の前又は熱成形の間にポリマーを発泡させることを提供する。発泡は、ガス圧力から減圧すると自発的に進行し得る。あるいは、ポリマーシート(112)をポリマーのガラス転移温度付近か又はそれを超える温度まで加熱することにより、発泡が向上され、それにより、熱成形の間に可塑化された発泡ポリマーが製造される。ポリマーが発泡していない対象物が望まれるときは、ガス飽和した物品をガス圧力の下で熱成形することにより、発泡を抑制してもよい。この方法は、従来法により発泡させた物品を含む、予め発泡させてある物品の熱成形性能を向上するために使用してもよい。いくつかの態様においては、加熱することなく成形できるように、ポリマーを十分に可塑化する。ポリマーの可塑化は可逆的である。
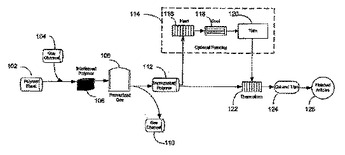 (もっと読む)
(もっと読む)
241 - 259 / 259
[ Back to top ]