
Fターム[4F208MA02]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | 圧空成形 (259)
Fターム[4F208MA02]に分類される特許
21 - 40 / 259
熱成形用の装置と成形方法
【課題】 熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】
熱可塑性樹脂シートの成形装置において、熱媒体を噴射するか又は赤外線を照射する手段により、成形型に固定されている樹脂シートの賦形体の加熱と冷却の少なくとも一方を行うように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料によりなる表面層と、この層の全展開面に広がる発熱手段か、又はこの層の展開面方向の熱移動を促進する手段を有する構成のものを用いる。
(もっと読む)
熱成形用の装置と成形方法

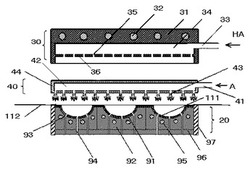
【課題】熱成形の賦形から離型の過程において、賦形体を高速で加熱、あるいは冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】樹脂シート112の圧空ボックス機構による圧空成形を可能に装備した熱成形装置において、冷却手段40を成形型60の近辺に配置して、圧空ボックス機構主体の成形型からの離反後に、成形型の上部に対してこの冷却手段を進退させるか、又は成形型をこの冷却手段の下部に進退可能にして、冷却媒体を噴射して上記樹脂シートの賦形体を冷却するように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料により成る表面層61と、この表面層の背後に接してこの層の全展開面を定常的に均一な温度に調整する手段を含むものを用いて熱可塑性樹脂シートの成形装置を構成する。
(もっと読む)
積層シート、積層シートを貼り付けた部品およびその製造方法
【課題】インモールド射出成形法、真空加熱圧着法などによって基材に貼り付けるのに適した、形状追従性に優れたより薄い積層シートを提供する。また、用途に応じて必要とされる耐薬品性に優れた最表面層を有する積層シートを提供する。
【解決手段】積層シートは、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含み、表面層が、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む。
(もっと読む)
フィルム加工工法
【課題】 従来技術では、部品組付の場合に、部品の柄毎にそれぞれを加飾後、その部品同士を組付しなければならず、作業効率が悪いという問題、成形工程が煩雑になってしまうという問題がある。
【解決手段】 複数の部材1、2の端部同士に所定寸法離間して間隙部5を形成して、表皮材3を前記複数の部材1、2に貼着した後、近接させることによって、前記複数の部材1、2の間隙部5に位置合わせして、前記表皮材3の境界部4を前記間隙部5に埋没させたフィルム加工工法。
(もっと読む)
箔転写射出成形方法および箔転写射出成形装置、ならびに金型
【課題】立体形状の成形品を箔転写射出成形しても、フィルムのしわや破れを回避できる箔転写射出成形方法を提供する。
【解決手段】第1金型11と第2金型12を接近させて、第2金型12に設けられた枠状の可動ブロック15を第1金型11に当接させ、第1金型11と第2金型12との間に配置されたフィルム13と、第2金型12と、可動ブロック15とで、密閉された空間を形成し、第2金型12に設けられた気体注入路18から前記密閉された空間に気体を注入して、フィルム13を第1金型11の凹部11aに沿うようにプリフォームする。
(もっと読む)
成形品の製造方法
【課題】 熱成形用樹脂シートからなる成形品の製造方法に於いて、成形品打抜き後に発生するスケルトンを、無地のスケルトンとすることによりシートの原料としてリサイクルできるようにする。
【解決手段】 印刷シート10に成形品の印刷面11が多段多列の単位で多数形成されている。一段目と二段目との間の余白部分にはカラーコントロールマーク12が印刷面11と同一のピッチで印刷されている。打抜き機により印刷シート10を打抜くと、成形品13が打抜かれて除去され成形品孔15が形成されるとともに、カラーコントロールマーク12も打抜かれて除去されカラーコントロールマーク孔16が形成される。残ったスケルトン17は、印刷部分の全く無い無地となっている。
(もっと読む)
容器の製造方法、これを用いた容器及び容器の製造装置、並びに容器
【課題】容器を部分的に薄肉化することで強度を確保でき、容器外面を高精度かつ容易に加飾することができ、製造時には金型から離型させやすく傷が付きにくい容器の製造方法、これを用いた容器及び容器の製造装置を提供すること。
【解決手段】シート材Sをキャビティ型12内に向けてコア型11で押し込み、有底筒状の容器1を成形する容器の製造方法であって、前記コア型11でシート材Sを押し込みつつ、前記コア型11の外面に形成された付形部14により、シート材Sのうち前記付形部14に対応する部分S1をそれ以外の部分より薄肉化させる押し込み工程と、前記キャビティ型12の平滑な内面にシート材Sを密着させる密着工程と、を備えることを特徴とする。
(もっと読む)
アクリル樹脂シートと織物状物を一体化した複合三次元成形物、並びにその製造方法
【課題】 現在、市場に於いてモバイル機器の筐体、自動車内装部材等の成形物に、プラスチックシートと織編み物等の織物状物を複合一体化して作成された複合シートを使用して作成された複合三次元成形物は商品化されていない。近年パソコン、携帯電話等のモバイル機器筐体、ドアートリム等の自動車内装部材に於いて外観デザインの多様化が顕著となり、当該企業間での同類製品の差別化ニーズが高まってきた。本発明はこのような市場ニーズに対応し、従来のプラスチック単体では表現出来なかった織編み物等の織物状物を使用した複合三次元成形物を提供する。
【解決手段】 メタクリル樹脂とアクリルゴムの混合ポリマーによる薄手の透明硬質アクリル樹脂シートを第一層にして、アクリルエマルジョン又は、ウレタン系エマルジョンをあらかじめ全体に含浸脱気加工した織物状物を第三層として、アクリル又はウレタン系又はEVA系の無溶剤タイプ熱可塑性接着剤を塗工し第二層として積層一体化した複合シートを作成し、インサート成形又はインモールド成形することにより、織物状物の質感を活かしながら従来のプラスチック製の製品と同様の取り扱い性、並びに品質、物性を有する複合三次元成形物の製品化を可能とする。さらには、ジャカード織物等の厚みのある複雑な織物状物を、エアーの混入を防ぎ、且つその質感を活かした複合三次元成形物を得るために、接着加工前に所定の樹脂含浸加工を施して複合シートを作成することを特徴とする。次いで、透明硬質アクリル樹脂シートの表面に成形可能なプレキュアーコートを施すことにより表面の耐アルコール性、耐擦傷性等の品質面の改良を行い、より実用性の高い複合三次元成形物を提供する。
(もっと読む)
成形印刷物の製造方法
【課題】効率よく所望の形態を有する成形印刷物を製造する。
【解決手段】第1形態情報を含む図面を作成する図面作成工程と、作成された前記図面に基づいて、ワークに画像を形成する画像形成工程と、画像が形成された前記ワークを成形して成形印刷物を形成する成形工程と、形成された前記成形印刷物の第2形態情報を取得する形態情報取得工程と、前記第1形態情報と前記第2形態情報とを比較する比較工程と、比較した結果に基づいて、前記図面に含まれる前記第1形態情報を補正する図面補正工程と、を含み、画像形成工程では、補正された前記図面に基づいて、前記ワークに画像を形成する。
(もっと読む)
キャリアテープの製造方法およびキャリアテープ
【課題】本発明の課題は、キャリアテープにヒーターマークが形成されず、かつ、ポケットを設計通りの形状に成形しやすいキャリアテープの製造方法、およびキャリアテープを提供することである。
【解決手段】本発明にかかるキャリアテープ200の製造方法は、加熱工程と、成形工程とを備える。加熱工程では、樹脂組成物シート210の所定の箇所が、電磁波および超音波の少なくとも一方で加熱される。成形工程では、加熱工程において加熱された樹脂組成物シート210の所定の箇所にポケット220が成形される。
(もっと読む)
車両用防音材
【課題】製品の厚みや精度と防音性能との高度な両立を図り、合わせて、さらなる製造コストの低減を図った車両用防音材を提供する。
【解決手段】車室内側に位置する第一吸音材120と、両面にホットメルト142を有する非通気フィルム141からなる非通気材140、車室外側に位置する第二吸音材130と、をこの順に積層して、二枚の熱盤51間に挟み熱風を供給することによりホットメルト142を溶融させて積層体とし、第一吸音材120を下型側にして積層体をコールドプレスにより成形し、成形と同時に上型から圧力気体を供給して圧空することにより非通気材140に加圧して第一吸音材120を圧縮成形し、第一吸音材120と非通気材140と第二吸音材130とを接着した後、増大したプレスストロークによりトリミング加工を行い車両用防音材とする。
(もっと読む)
車両用衝撃エネルギー吸収体およびその成形方法
【課題】斜め方向の衝撃荷重に対しても十分な変形代を確保可能であるとともに、局所的なエネルギー吸収特性のバラツキを防止することが可能な樹脂製エネルギー吸収体を提供する。
【解決手段】平面部14内で、複数の第1突起体20と、第2突起体22とを有し、第1突起体20の各々は、それぞれ前記平面部14から立ち上がる、一対の傾斜立ち壁26と、立ち壁26の頂部同士を前記周壁12と略同じ高さで連結する頂壁28とを有し、前記一対の傾斜立ち壁26は、前記平面部14から前記頂壁28に向かって所定傾斜角度αで傾斜し、前記第2突起体22は、前記周壁12と前記傾斜立ち壁26とを連結するとともに、前記傾斜立ち壁26同士を連結し、前記複数の第1突起体20それぞれの根元部で連結し、前記平面部14の一方の板面または他方の板面19が、衝撃荷重の受け面を構成する、ことを特徴とする車両用樹脂製衝撃エネルギー吸収体10。
(もっと読む)
フィルム加飾部品
【課題】真空成形または真空圧空成形よるフィルム加飾部品において、意匠面・裏面ともに、人の目に触れ、かつ、フィルムの端部を別の部品で覆い隠せない部品であっても、成形体と加飾フィルムとの密着性を確保すること、トリミング作業が容易で、トリミング後も外観品位を損なわないこと。
【解決手段】成形体12と、成形体12を覆う積層フィルム7と、成形体12と積層フィルム7との間に接着剤8とを有する加飾部品において、積層フィルム7の端部は成形体12の意匠面に露出する構成とし、かつ、積層フィルム7は少なくとも2層の樹脂フィルムを有し、かつ、接着剤8は、成形体12との界面で剥離する。
上記構成により、密着性が確保できるとともに、フィルムの強度が向上することでトリミング作業が容易であり、トリミング後に成形体12の表面に接着剤8が残らず、外観品位を損なわない。
(もっと読む)
シート状の成形材料とその成形方法
【課題】成形型に形成されている排気口を塞ぐことのないプリプレグ等のシート状の成形材料とその成形方法との提供。
【解決手段】合成樹脂成分と強化繊維成分とを含むシート状の成形材料1における上面1bと下面1aとのうちの一方の面が成形材料1とともに変形して成形型12の表面12aに密着可能な第1の熱可塑性合成樹脂フィルム2で被覆され、成形材料1がそのフィルム2との複合体3を形成する。複合体3はフィルム2が成形型12の表面12aに密着するようにして成形される。
(もっと読む)
樹脂成形品の製造方法
【課題】樹脂成形品の歩留り向上を図ることができる樹脂成形品の製造方法を提供すること。
【解決手段】リスチレン系樹脂組成物を押出発泡させてなるポリスチレン系樹脂発泡シートを、前記押出発泡における押出方向に直交するシート幅方向両端部を把持した状態で熱成形する樹脂成形品の製造方法であって、前記ポリスチレン系樹脂発泡シートとして、110℃下での前記押出方向における最大収縮荷重が0.5N/5cm幅以上、3.0N/5cm幅以下となるポリスチレン系樹脂発泡シートを用いることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備
【課題】品質に優れた樹脂発泡成形品を効率良く製造することができる樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備を提供すること。
【解決手段】帯状の樹脂発泡シートの表面に樹脂フィルムを熱ラミネートして積層発泡シートを作製しつつ得られた積層発泡シートを熱成形装置で熱成形して樹脂発泡成形品を作製する樹脂発泡成形品の製造方法であって、樹脂フィルムが熱ラミネートされる樹脂発泡シートの前記表面を前記熱ラミネート前に加熱する予備加熱工程を実施することを特徴とする樹脂発泡成形品の製造方法などを提供する。
(もっと読む)
透明性に優れた耐熱包装用容器およびその製造方法
【課題】多層シート由来の包装用容器において透明性及び賦形性に優れたものを得る。
【解決手段】表裏両面を有するコア層と、該コア層の片面又は両面に設けられたスキン層とを積層してなる2層又は3層構造の積層シートを、熱成形して包装用容器を得る。前記積層シートのコア層は、特定の融点Tm(一般的には260℃)を有する非晶ポリエチレンテレフタレート(A−PET)の未延伸シートからなる。前記積層シートのスキン層は、ポリエチレンテレフタレートの延伸フィルム(OPETフィルム)からなる。熱成形の際に、スキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点Tm未満の温度となるように積層シートを加熱しつつ成形することにより、透明性及び賦形性に優れた包装用容器を得ることができる。
(もっと読む)
透明多層シートおよびその成形体
【課題】優れた真空成形性を有し、かつ成形時の白化を十分に防止して高い透明性を有する成形体を得ることが可能な透明多層シートを提供すること。
【解決手段】本発明の透明多層シートは、基材層と、前記基材層の少なくとも片面に積層された表面層とを備えており、前記基材層は、温度23℃、振動数1Hzにおける貯蔵弾性率が2300MPa以上であり、温度140℃、振動数1Hzにおける貯蔵弾性率が150MPa以下であり、かつ結晶化速度が1min−1以上である樹脂組成物からなることを特徴とするものである。
(もっと読む)
真空成型方法
【課題】減圧条件下で加飾フィルムを密着して成型する真空成型方法において、成型後の加飾フィルムないし成型装置の冷却時間を短縮して効率的に真空成型を行う。
【解決手段】加圧冷却工程において、上部の成形空間S内へ所定封入体積量の冷却ガスCを封入すると共に、上部の成形空間内から、冷却ガスCの封入体積量と同体積量または同体積量未満の成形空間内空気を排出することで、上部の成形空間内の圧力を維持したまま冷却することを特徴とする。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
21 - 40 / 259
[ Back to top ]