
Fターム[4F208MA02]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | 圧空成形 (259)
Fターム[4F208MA02]に分類される特許
141 - 160 / 259
把手付プラスチックボトル
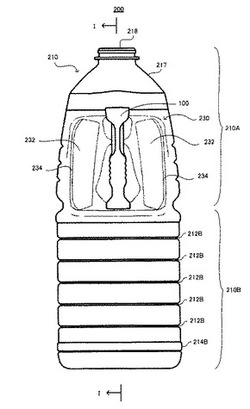
【課題】良好な嵌合強度を備えた把手付プラスチックボトルを提供する。
【解決手段】プラスチックボトル本体を備え、該ボトル本体の上部側面に把手取付用凹部が形成されており、該把手取付用凹部内に取り付けられた別体の把手を備えてなる把手付プラスチックボトルにおいて、該把手が取り付けられたプラスチックボトル本体の把手取付部分について、DSC測定を行った際に確認できるエンタルピー緩和ピークの吸熱量を0.2J/g以上とし、把手の23℃における嵌合強度を245N以上とする。
(もっと読む)
装飾部材およびその製造方法

【課題】安価でありかつ意匠性に優れる装飾部材およびその製造方法を提供すること。
【解決手段】装飾部材を、透明層1と、透明層1の後面側に形成されている第1加飾層2および第2加飾層3で構成し、第2加飾層3を樹脂を含むフィルム体で構成するとともに、第1加飾層2を透明層1の後面の一部に直接形成し、第2加飾層3を第1加飾層2および透明層1の後面全面に積層形成する。第1加飾層2を透明層1に直接形成することで、透明層1に対する第1加飾層2の位置ズレを抑制し、第2加飾層3を第1加飾層2および透明層1の後面全面に積層形成することで、第1加飾層2と第2加飾層3との見切り部の位置ズレを抑制する。
(もっと読む)
溶融押出用ポリオレフィン系樹脂組成物及びそれを用いたフィルム
【課題】真空成形等の伸張の際に白化せず、そして、成形性の高い溶融押出用ポリオレフィン系樹脂組成物を提供する。
【解決手段】溶融押出用ポリオレフィン系樹脂組成物が、共重合成分としてエチレンを含む環状オレフィン系樹脂(A)と、前記環状オレフィン系樹脂(A)よりガラス転移点が高く、共重合成分としてエチレンを含む環状オレフィン系樹脂(B)と、を含む環状オレフィン系樹脂組成物と、直鎖状低密度ポリエチレン(C)とを含むポリオレフィン系樹脂組成物であって、環状オレフィン系樹脂組成物における前記環状オレフィン系樹脂(A)の含有量が40質量%から95質量%、前記環状オレフィン系樹脂組成物における前記環状オレフィン系樹脂(B)の含有量が5質量%から60質量%、前記環状オレフィン系樹脂組成物のメルトテンションが、前記直鎖状低密度ポリエチレン(C)のメルトテンションより高いものを用いる。
(もっと読む)
成型用ハードコートフィルム
【課題】高い表面硬度と成型性を兼ね備えた成型用ハードコートフィルムを提供する。
【解決手段】基材フィルムの少なくとも一方の面に塗布液を塗布硬化させてなるハードコート層を有する成型用ハードコートフィルムであって、前記塗布液が、3以上の官能基を有する電離放射線硬化型化合物と、1および2官能の電離放射線硬化型化合物とを少なくとも含み、前記塗布液に含まれる電離放射線硬化型化合物中の1および2官能の電離放射線硬化型化合物の含有量が5質量%以上95質量%以下である成型用ハードコートフィルム。
(もっと読む)
成型用ハードコート用樹脂組成物
【課題】高い表面硬度と成型性を兼ね備えた成型用ハードコートフィルムを提供する。
【解決手段】基材フィルムの少なくとも一方の面にハードコート層を有する成型用ハードコートフィルムを作製するためのハードコート用樹脂組成物であって、前記ハードコート用樹脂組成物が、3以上の官能基を有する電離放射線硬化型化合物と、1および/または2官能の電離放射線硬化型化合物とを少なくとも含み、前記ハードコート用樹脂組成物に含まれる電離放射線硬化型化合物中の1および/または2官能の電離放射線硬化型化合物の含有量が5質量%以上95質量%以下であり、前記ハードコート用樹脂組成物が、アミノ基を有する電離放射線硬化化合物を含み、電離放射線硬化型化合物中のアミン基を含む電離放射線硬化型化合物の含有量が2.5質量%以上95質量%以下である成型用ハードコート用樹脂組成物。
(もっと読む)
成型用ハードコートフィルム
【課題】高い表面硬度と成型性を兼ね備えた成型用ハードコートフィルムを提供する。
【解決手段】基材フィルムの少なくとも一方の面に塗布液を塗布硬化させてなるハードコート層を有する成型用ハードコートフィルムであって、前記塗布液が、3以上の官能基を有する電離放射線硬化型化合物と、1および/または2官能の電離放射線硬化型化合物とを少なくとも含み、前記塗布液に含まれる電離放射線硬化型化合物中の1および/または2官能の電離放射線硬化型化合物の含有量が5質量%以上95質量%以下であり、前記塗布液に含まれる電離放射線硬化化合物の少なくとも1種がアミノ基を有する電離放射線硬化化合物である成型用ハードコートフィルム。
(もっと読む)
圧空成形用金型
【課題】深絞り成形を可能とし、微細な凹凸形状(例えばタ゛イアカット調の形状等)の転写性の向上及びあるいは角部をシャープな形状に成形することを可能ならしめる、真空成形法又は圧空成形法に使用するための金型を提供する。
【解決手段】加熱した樹脂シートをクランプし、空気圧を利用して当該樹脂シートを成形する真空成形法または圧空成形法に使用する金型であって、通気性を有するポーラスな状態で形成された通気焼結部分からなる表面層と、通気性を有しない完全溶融部分からなる内部層から構成され、当該内部層には、表面層に連通する排気のための一又は複数の通気回路を設けられており、当該表面層は当該内部層の外表面に設けられている構成としている。
(もっと読む)
ポリエステル樹脂製容器のトリミング方法
【課題】ポリエステル樹脂製の容器について、容器の縁部に沿って余分な部分を切り離す際に、容器の側にバリを残すようなことなく、容易に切断できるようにする。
【解決手段】余分な部分と一体的に成形された容器1に対し、容器1の縁部に沿って余分な部分を切り離すようなポリエステル樹脂製容器のトリミング方法として、超音波を発振する超音波ホーン32の先端部32aと、受け部材31の先端部31aとの間に、容器1の縁部に沿った部分2を挟み込んで、加圧しながら超音波ホーン32を超音波振動させることにより、容器1の縁部に沿った部分2を切断する。
(もっと読む)
ダクトの製造方法
【課題】 高精度で、且つ薄膜部(特に胴体部)の膜厚が極めて薄い内側ダクト5を容易に製造することを課題とする。
【解決手段】 樹脂シート材40を加熱して軟化させる工程と、加熱されて軟化した樹脂シート材40を真空成形または圧空成形または真空・圧空成形して半割り角筒体41を得る工程と、半割り角筒状に成形された2つの半割り角筒体41をその内面同士が向き合うように接合固定して、胴体部の膜厚が0.5mm以下といった極めて薄い内側ダクト5を得る工程とを備えている。以上のような製造方法を用いることによって、真空成形または圧空成形または真空・圧空成形後に半割り角筒体41が破れる等の不具合の発生を防止できると共に、内側ダクト5の胴体部のダクト周方向の膜厚が均一となり易く、つまり内側ダクト5の胴体部の肉厚(膜厚)方向の寸法精度が高くなる。
(もっと読む)
熱成形方法及び熱成形用の加熱装置
【課題】熱成形において、雄型の予備延伸を行うことなく半製品における局所的に異なる熱成形作用を達成でき、半製品の吸収性に対する調整を必要としない技術を提供する。
【解決手段】半製品(1)を熱成形温度まで加熱し、半製品の上面と下側との間で相違する圧力を印加することにより3次元成形部位を成形し、インモールド制約のもとに冷却するものであり、成形プロセス前における半製品の局所的に異なる加熱が、局所的に異なる熱成形作用を生じるものであって、対向する両側から半製品(1)に同時に接触して半製品を加熱する2つの接触加熱装置(2)が使用され、各接触加熱装置は、断熱支持部材(7)上にセラミック加熱層が形成された単一の加熱回路(6)を有し、局所的に相違する加熱は、支持部材(7)上の加熱回路(6)の局所的に異なる形状設計によって達成される。
(もっと読む)
モジュール式エネルギ吸収用アセンブリの製造方法
【課題】アセンブリに衝突する物体を減速させるためのエネルギ吸収用アセンブリの製造方法を提供する。
【解決手段】エネルギ吸収用アセンブリ10には、基部と、この基部に結合された少なくとも1つのエネルギ吸収用モジュールとが含まれている。所定のエネルギ吸収特性をもたらすために、この少なくとも1つのエネルギ吸収用モジュールは、第1構造体16(A)と第2構造体12(B)とを含む群から形成されている。構造体16(A)は、基部によって支持された金属格子である。構造体12(B)は、それぞれに床部と壁部とが備わっている複数の凹所からなっている。構造体16(A)、構造体12(B)およびこれらの組み合わせによって、アセンブリに衝突する物体を減速させる。
(もっと読む)
食品包装容器
プラスチックフィルムの内張り(51)を備え密封可能なトレー(30)の形状とすることができる食品包装容器(31)が開示される。内張りは、例えば陽圧及び/又は真空の異なった気圧下で適用され、続いてフィルムの熱処理が行われる。結果として得られる付けられたフィルムは、使用中に一緒に結合するのに適するように十分に、トレー(30)に貼り付く。使用後に、トレーとフィルムは容易に分離されることができる。フィルムは、気圧を適用するに先立って、トレーから離れて加熱されてドーム形にされ、引き伸ばして、トレー(30)への適用を支援する。 (もっと読む)
ポリ(ヒドロキシアルカン酸)および熱成形品
ポリ(ヒドロキシアルカン酸)(PHA)を押出成形して第一の物品を製造するステップ、≧約90℃の温度を有する加熱金型中でこの第一の物品を熱成形して第二の物品を製造するステップ、および熱成形品を製造するためにこの第二の物品をその加熱金型中に約40秒未満の間保持することによってその第二の物品を熱処理するステップを含む方法を開示する。このPHA組成物は、PHAと、その組成物の重量を基準にして0から約4%の成核剤とを含むか、またはこれらから実質上なり、かつその第一の物品はフィルムまたはシートであり、また部分的に結晶化されている。 (もっと読む)
包装容器、その製造方法および製造装置
【課題】安定した易開封性および密封性を備え、製造工程において手間とコストの低減を図ることのできる包装容器、その製造方法および製造装置を提供すること。
【解決手段】包装容器100は、内容物Pが凹部210に収納される平面略円形状の容器本体200を備え、この容器本体200は、その中心部に平面略円形に形成された開口部を塞ぐため蓋材300が開口部の周縁に配設されたフランジ部230にヒートシールされている。このフランジ部230と蓋材300とのヒートシールは環状のシール部240で行われる。容器本体200は、シール層251と隣接層252と基材層253とからなる多層シート250で形成されている。フランジ部230は、外縁部231から内縁部232にいたるまでにその厚みが次第に薄くなるように形成されている。
(もっと読む)
真空成形用化粧シート
【課題】真空成形における成形加工性が良好であり、真空成形後の化粧シート表面の耐擦傷性が良好な真空成形用化粧シートを提供すること。
【解決手段】基材シートの上に装飾層、透明樹脂層及び表面保護層をこの順に積層してなる真空成形用化粧シートであって、表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を45:55〜30:70の比率(質量比)で含む樹脂組成物を架橋硬化してなる真空成形用化粧シートである。
(もっと読む)
カップ状容器の製造方法
【課題】射出成形されたシート状プリフォームから、効率良く、しかも、廉価にカップ状容器を成形可能な製造方法を提案すること。
【解決手段】射出成形ステーション13において熱可塑性樹脂を用いてシート状プリフォーム31を射出成形する。シート状プリフォーム31をキャビティ型22(1)に残したまま、ターンテーブル12を回転させて、キャビティ型22(1)を真空成形・取り出しステーション14の凹状容器型41に対峙させ型閉めを行う。凹状容器型41の各凹部43がシート状プリフォーム31の厚肉のカップ本体形成部分33によって封鎖され、その口部フランジ形成部分34が双方の型の合わせ面22b、42の間に把持される。各凹部43を真空吸引するとカップ本体形成部分33が真空成形され、2個のカップ状容器1が得られる。
(もっと読む)
圧空成形装置
【課題】成形用シートを所定の加熱温度に均一に維持したまま成形を行なうことにより高精度の成形を実現することができる圧空成形装置を提供する。
【解決手段】軟化した熱可塑性シートSを挟んだ状態で二つの圧空ボックス3,5が対向配置され、一方の圧空ボックス3の成形面3dに上記熱可塑性シートSを密着させるとともに、その熱可塑性シートSの成形面側と反対側の面に熱可塑性シートSを介して圧縮空気を吹き付け、上記熱可塑性シートSを賦形する圧空成形装置において、上記圧縮空気を加熱した熱風を、他方の圧空ボックス内に供給する熱風供給装置と、上記他方の圧空ボックス内に設けられ、上記熱風供給装置からの熱風を、多孔仕切部8を介して上記圧空ボックス3,5内に吹き出す熱風吹出室9とが備えられていることを特徴とする。
(もっと読む)
高さが異なる中空突起を有するシート成形体およびその製造装置
【課題】 種々の複雑な形状を有する製品を、製品の凹凸に対応した形状に適合して包装できる中空突起を有するシート成形体およびそれらを効率よく製造する手段に関する。
【解決手段】 樹脂シートの片方の面又は両面に、樹脂シートの一部が変形されることによって多数の中空突起が形成されているシート成形体であって、少なくとも片面にある突起の数の10%以上の中空突起の高さが、15%以上の高さの差を有することを特徴とする、高さが異なる中空突起を有するシート成形体、および高さを異にする針状型により高さを異にする中空突起を有する成型体の製造装置。
(もっと読む)
下型走行式成形設備
【課題】下成形型を載置する走行台車を成形ステーションに位置決めして製品(成形品)の品質向上を図ることができる下型走行式成形設備を提供する。
【解決手段】熱可塑性シート材料Hを上下成形型MU、MR、MLにより成形する成形装置Mにおいて、該上成形型MUに対して成形ステーションSに下成形型MR、MLを載置した2台の走行台車TR、TLを往復移動可能に設置する下型走行式成形設備であって、前記2台の走行台車TR、TLにそれぞれ取り付けられるサーボモータ23により該2台の走行台車TR、TLを独立して移動させる台車搬送機構Aと、前記成形装置Mに対して直行する方向に該2台の走行台車TR、TLを一対のレール25に沿って走行させる走行機構Bと、該走行台車TR、TLに係合して前記成形ステーションSに該走行台車TR、TLを位置決めする位置決め手段Cとを備えている。
(もっと読む)
気泡シート体成形情報検出装置、及び気泡シート体成形情報検出方法
【課題】ゲルや焼けのみならず、気泡シート体特有の不具合として生じ得るキャップの成形不良やフィルム破れが発生しているか否かをも検出し、当該検出した情報を、気泡シート体に不良箇所が含まれるか否かを判別する際の判断情報となる「気泡シート体の成形状態に関する情報」として活用できるようにした気泡シート体成形情報検出装置を提供する。
【解決手段】気泡シート体Sに光を照射する単一の第1投光器Y11、及び第1投光器Y11の照射による透過光を検出する単一の第1イメージセンサY12を有する第1検出部Y1と、気泡シート体Sの走行方向に沿って相互に離間した2点から気泡シート体Sにそれぞれ光を照射する一対の第2投光器Y21、及びこれら第2投光器Y21の照射による透過光を検出する単一の第2イメージセンサY22を有する第2検出部Y2とを備えたものとした。
(もっと読む)
141 - 160 / 259
[ Back to top ]