
Fターム[4F208MA10]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | その他 (24)
Fターム[4F208MA10]に分類される特許
1 - 20 / 24
樹脂成形品およびその製造方法
樹脂製サンドイッチ構造パネル材およびその製造方法
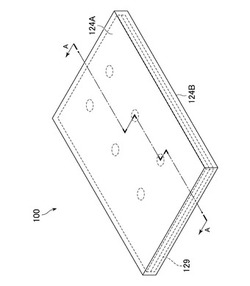
【課題】耐熱性、難燃性に優れる一方、軽量でありながら十分に保形性を確保することが可能な樹脂製サンドイッチ構造パネル材およびその製造方法を提供する。
【解決手段】互いに対向して配置されることにより内部に中空部を形成する、一対の難燃性または耐熱性発泡樹脂製芯材と、芯材それぞれの外表面に溶着された表皮材シート124A、124Bとを有し、一方の発泡樹脂製芯材は、その内表面に、他方の発泡樹脂製芯材に向かって突出する突起体を有し、突起体の対応する位置に、他方の発泡樹脂製芯材突起体と相補形状の開口部を有し、突起体の頂面は表皮材のシート124Bの内表面に溶着され、他方の発泡樹脂製芯材の突起体の頂面も一方の発泡樹脂製芯材の表皮材シート124Bの内表面に溶着される、樹脂製サンドイッチ構造パネル材100。
(もっと読む)
熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を積層した熱成形用フィルム
【課題】本発明は、耐擦傷性、例えば、軍手等の擦れ傷が発生し難く、耐薬品性、例えば、日焼け防止に用いるローション、ハンドクリームが付着したまま高温下で長時間曝されてもアクリル樹脂フィルム表面が荒れることなく、また、深絞り形状の成形品に成形した場合フィルム表面に割れが発生することがなく、表面硬度を備えた熱成形用フィルム及びその積層成形品を提供する。
【解決手段】末端基にイソシアネート基と反応可能な活性水素を有する変性ポリオルガノシロキサン(E)と無機微粒子(F)を有し、特定量の水酸基価とカルボン酸無水物基を含有するビニル系重合体(A)とポリイソシアネート化合物(B)の硬化性樹脂組成物を熱成形用フィルムに積層すると、耐薬品性、熱成形性および優れた耐擦傷性も奏する硬化性樹脂組成物を、熱成形用フィルムの片面に最外層として厚さ1〜20μmに積層した熱成形用樹脂フィルム。
(もっと読む)
耐燃焼性成形体の製造方法

【課題】難燃性、耐衝撃に優れた耐燃焼性シートを、良好に二次加工することができる耐燃焼性成形体の製造方法を提供することを目的とする。
【解決手段】耐燃燃焼性層が、熱可塑性樹脂及び黒鉛を含む耐燃焼性樹脂組成物によって形成され[耐燃燃焼性層の厚み]×[耐燃燃焼性層の熱伝導率]で規定する[耐燃燃焼性層の熱伝導量]が1.5mW/K以上である耐燃焼性シートを1段階目に予備延伸した後、2段階目に本成形する真空成形方法。
(もっと読む)
樹脂成形品の製造方法
【課題】樹脂成形品の歩留り向上を図ることができる樹脂成形品の製造方法を提供すること。
【解決手段】リスチレン系樹脂組成物を押出発泡させてなるポリスチレン系樹脂発泡シートを、前記押出発泡における押出方向に直交するシート幅方向両端部を把持した状態で熱成形する樹脂成形品の製造方法であって、前記ポリスチレン系樹脂発泡シートとして、110℃下での前記押出方向における最大収縮荷重が0.5N/5cm幅以上、3.0N/5cm幅以下となるポリスチレン系樹脂発泡シートを用いることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備
【課題】品質に優れた樹脂発泡成形品を効率良く製造することができる樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備を提供すること。
【解決手段】帯状の樹脂発泡シートの表面に樹脂フィルムを熱ラミネートして積層発泡シートを作製しつつ得られた積層発泡シートを熱成形装置で熱成形して樹脂発泡成形品を作製する樹脂発泡成形品の製造方法であって、樹脂フィルムが熱ラミネートされる樹脂発泡シートの前記表面を前記熱ラミネート前に加熱する予備加熱工程を実施することを特徴とする樹脂発泡成形品の製造方法などを提供する。
(もっと読む)
容器の製造方法
【課題】優れた強度を有する容器を効率よく製造可能な容器の製造方法を提供すること。
【解決手段】熱可塑性樹脂が用いられてなる発泡シートを熱成形した後に刃型で打ち抜いて、外方に突出するフランジ部を外周に備えた容器を作製する容器の製造方法であって、作製する容器形状よりも一回り大きく発泡シートを前記刃型で打ち抜いて、フランジ部の突出長さが作製する容器よりも長い一次製品を形成させた後に、前記フランジ部の先端部を熱溶融させることによって該フランジ部の突出方向とは逆向きに前記先端部を後退させて容器形状を調整する外形調整工程を実施し、しかも、複数の前記一次製品を積層して積層体を形成させ、該積層体を側面側から加熱して前記フランジ部の先端部を熱溶融させることによって複数の一次製品に対して同時に前記外形調整工程を実施することを特徴とする容器の製造方法を提供する。
(もっと読む)
熱成型品
【課題】耐熱性等に優れるポリ乳酸の熱成型品を提供する。
【解決手段】ポリイソシアネートによりアミド結合を介して鎖延長されたポリ乳酸を含むステレオコンプレックスポリ乳酸の熱成型品である。
ステレオコンプレックスポリ乳酸としては、L−乳酸を主成分とするポリL−乳酸(a−1)とD−乳酸を主成分とするポリD−乳酸(a−2)を含有する組成物を、ポリイソシアネートと反応させて得られたアミド結合を有するポリ乳酸樹脂(A)などの熱成形品である。
(もっと読む)
熱成形容器
【課題】易引き裂き性に優れ、衝撃強度の強いポリプロピレン系熱成形容器を提供する。
【解決手段】MFRが0.3〜3g/10分、融解ピーク温度が160〜170℃のプロピレン系重合体(A)50〜90重量%、MFRが0.1〜5g/10分、密度が0.950〜0.970g/cm3のエチレン系重合体(B)10〜50重量%、MFRが0.1〜5g/10分、密度が0.920〜0.930g/cm3の高圧法により製造されたエチレン系重合体(C)3〜20重量%を含有するプロピレン系樹脂組成物からなるシートを熱成形して得られた熱成形容器であって、0.5mm厚みシートのデュポン衝撃強度が4J以上、かつ引き裂き強度が70N以下であることを特徴とする熱成形容器による
(もっと読む)
発泡ポリエチレンテレフタレートシート成形品の製造方法
【課題】成形にかかるコストを抑えつつ、成形品の品質の低下を抑制すること。
【解決手段】発泡ポリエチレンテレフタレートシート成形品の製造方法は、高結晶化度の発泡ポリエチレンテレフタレートシートを成形可能な状態に軟化するまで加熱を行うステップS2と、成形可能な状態に軟化するまで加熱された高結晶化度の発泡ポリエチレンテレフタレートシートを、熱変形温度に加熱された成形型により成形するとともに、成形品となる成形品部P1の周辺に当該成形品部に加わる力を抑制する抑制部P2の成形を行うステップS3と、を有する。
(もっと読む)
熱成形用加飾シート及び加飾成形体の製造方法
【課題】真空成形同時加飾法等の熱成形において、エンボス等の物理的な方法を必要とせずに、加飾後の加飾表面に凹凸を有する加飾成形体を再現よく得る方法を提供する。
【解決手段】結晶化処理された熱収縮性を有する樹脂シート3上に赤外線吸収インキ4、5又は赤外線反射インキで絵柄を設けてなり、電磁波による加熱方式を用いた熱成形により凹凸が発現する熱成形用加飾シート、及び、前記熱成形用加飾シートを、保持した状態で、赤外線2照射により前記熱収縮性を有する樹脂シート3を非晶化する温度以上で加飾熱成形することにより加飾表面に凹凸を有する加飾成形体の製造方法。
(もっと読む)
二軸延伸スチレン系樹脂シートおよびその成形体
【課題】透明性が格段に改善され、かつゴム含有量が少なくても耐衝撃性の高い二軸延伸スチレン系樹脂シートとその製造方法を提供する。
【解決手段】スチレン系単量体と(メタ)アクリル系単量体とが共重合したスチレン系樹脂と、ゴム成分にスチレン系単量体と(メタ)アクリル系単量体とがグラフト重合したゴム含有スチレン系樹脂とを前者/後者=98/2〜40/60(重量比)の割合で含み、ゴム含有スチレン系樹脂はサラミ構造の形態でゴム成分を含有し、スチレン系樹脂及びゴム含有スチレン系樹脂全体に対してゴム成分の含有量は0.1〜3重量%程度と少ないスチレン系樹脂組成物を比較的低温で延伸して、二軸延伸スチレン系樹脂シートを得る。
(もっと読む)
ポリスチレン系樹脂発泡板の製造方法、ポリスチレン系樹脂発泡板
【課題】吸水板としての利用が可能でありながら加工性に優れたポリスチレン系樹脂発泡板を提供する。
【解決手段】共押出しによって積層された連続気泡性発泡層1aと独立気泡性発泡層1bとが備えられているポリスチレン系樹脂発泡シート1を、シート厚みよりも広い間隔を設けた平坦な金型Xa、Xb間で真空成形して、シートよりも厚みの厚い平坦なポリスチレン系樹脂発泡板10を製造する方法であって、共押出しにより形成させた独立気泡性発泡層1bに接する内部層と内部層よりも連続気泡率の低い表面スキン層とを連続気泡性発泡層1aに形成させるとともに、真空成形においては、表面スキン層の気泡をシートの厚み方向に伸長させつつ連続気泡性発泡層1a全体の発泡倍率を1.5倍未満に抑制させて、密度が0.04g/cm3以上0.10g/cm3以下の連続気泡性発泡層1aを形成させるポリスチレン系樹脂発泡板10の製造方法。
(もっと読む)
容器、及び容器の製造方法
【課題】強度、遮光性、及び保温性に優れると共に、容易に圧縮して体積を減ずることが出来て、リサイクル性に優れる容器、及び該容器の製造方法の提供。
【解決手段】結晶性を有するポリマーからなり、長尺状の空洞100をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルム1を容器に巻回し、収縮させてなる容器であって、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面1aまでの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、下記式(1)の関係を満たす容器である。h(avg)>T/100・・・(1)
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
車両座席背もたれ構造
本発明は、車両座席用の背もたれ構造(3)、及び車両座席用の背もたれ構造(3)を製造する方法に関する。背もたれ構造(3)は、背後パネル要素(2)及び背もたれフレーム要素(1)を有する。背後パネル要素(2)及び背もたれフレーム要素(1)は互いに固定される。背後パネル要素(2)又は背もたれフレーム要素(1)の少なくとも1つは熱可塑性の複合材料で設けられる。熱可塑性の複合材料は熱可塑性の合成材料及び補強材料を含む。熱可塑性の複合材料に対して、補強材料は50wt−%以上を占める。 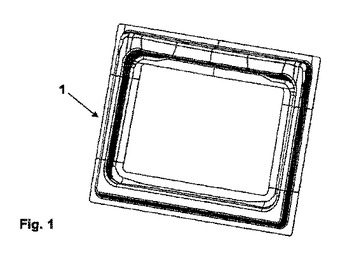 (もっと読む)
(もっと読む)
ハニカム構造板の製造方法
【課題】簡易な方法で安価に生産可能なハニカム構造板の製造方法を提供し、これにより生産性の向上を図る。
【解決手段】ハニカム構造を有するコアと、コアの表裏に取付けられる一対の外板とを備えたハニカム構造板の製造方法は、コアを樹脂製のコア成形用シートから成形する工程を有し、コアの成形工程は、コア成形用シートであって、その表裏一方の面を凹まし他方の面を突出させた複数の突出部を相互に離隔して所定の間隔に形成したものを一対の板材の間に配置する段階と、この配置により突出部の凹面と板材との間に形成された密閉空間を膨張させ、密閉空間を区画する突出部の側壁部が相互に隣接する他の突出部の側壁部と接触を開始するまで、前記側壁部を膨張変形させる段階、および、側壁部の接触面積を増大させるように側壁部を変形させる段階とを含む。
(もっと読む)
発泡ポリプロピレンの成形方法
【課題】本発明は、真空熱成形工程と結合した発泡ポリプロピレンの二次成形方法を提供する。
【解決手段】本発明の発泡ポリプロピレンの成形方法は、真空熱成形に用いられる樹脂シート上にスクリーン印刷を行うステップと、当該シートを真空成形させてブリスター製品を得るステップと、発泡ポリプロピレンを発泡成形させてポリフォーム製品を製造するステップと、ポリフォーム製品の表面にインクをスプレーコートするステップと、ポリフォーム製品をブリスター製品と一体成形させるステップとを含む。当該成形方法によって製造された発泡ポリプロピレンのブリスター製品は、良好な耐衝撃性能を有するだけでなく、外観的にも優れている。
(もっと読む)
熱成形方法および熱成形装置
【課題】 簡易かつ簡便にして手軽に熱成形を行なうことを可能とする簡素で安価な熱成形方法および熱成形装置を提供することを課題とする。
【解決手段】 熱可塑性樹脂シート5を挟持する上枠体2と下枠体3とから成る熱成形装置1において、熱可塑性樹脂シート5の下側に型7を配置し、上側より流動性可変形性熱媒体(熱水)8を載置して熱可塑性樹脂シート5を加熱すると共に流動性可変形性熱媒体(熱水)8の重量により型7に圧着することにより変形させて成形する。
(もっと読む)
熱成形方法
最終的熱成形品がシート押出し加工流路(縦方向)と横方向に沿って示す収縮率に関して相対的に等方性である熱成形品を製造する方法。この製品の製造をプロピレンの重合をイソ特異的メタロセン触媒を用いて行うことで生じさせたイソタクティックポリプロピレンを用いて実施する。この重合体が示す溶融流れ速度は1−5グラム/10分の範囲内でありかつ溶融温度は160℃以下である。このポリプロピレンの押出し加工を行うことで少なくとも1方向に配向していて厚みが10−100ミルのシートを生じさせる。このシートを135−160℃の温度に加熱した後、熱成形を所望形態の鋳型と接触した状態で行うことで熱成形品を生じさせる。次に、この熱成形品を冷却した後、前記鋳型から取り出すことで最終的製品を得る。 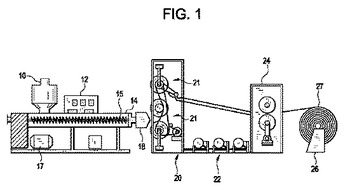 (もっと読む)
(もっと読む)
1 - 20 / 24
[ Back to top ]