
Fターム[4F208MC02]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の金型による区分 (644) | オス型を用いるもの (114)
Fターム[4F208MC02]に分類される特許
1 - 20 / 114
成形方法
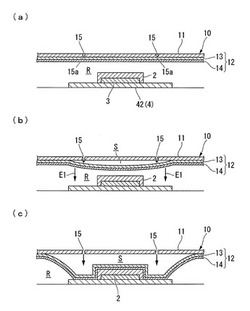
【課題】多層シートの機能層シートの表面を成形段階まで保護することで、成形品質を高めることができる。
【解決手段】最上層シート11と、これに剥離可能に積層された機能層シート12とを有する多層シート10において、最上層シート11の厚さ方向に延びる切込み部15を形成させた多層シート10を、シート層間が気密状態となるように支持させて基材2の上方に配置する工程と、最上層シート11の上側を圧空することで、最上層シート11および機能層シート12の間のシート隙間Sと、最上層シート11の上側との間を連通させ、圧空エアを切込み部15に通過させてシート隙間Sに流入させ、最上層シート11と機能層シート12とを剥離させる工程と、剥離した機能層シート11を基材2の表面に被覆させる工程と、を有する成形方法を提供する。
(もっと読む)
自動車用内装品表皮の製造方法

【課題】テアラインの位置精度を、テアライン加工後の検査を行なうことなく保証する。
【解決手段】自動車用内装品表皮の製造方法は、表皮中間体形成工程、表皮中間体装着工程及びテアライン加工工程を備える。表皮中間体形成工程では、表皮部32と、位置決め部39を有する余剰部33とを備える表皮中間体31を形成する。表皮中間体装着工程では、上記表皮中間体31を、位置決め部39において、治具に設けられた被位置決め部に対し係合させた状態で同治具に装着する。テアライン加工工程では、表皮中間体31における表皮部32の裏面にテアラインを加工する。さらに、上記表皮中間体形成工程で表皮中間体31を形成する際に、表皮部32の裏面であって、テアラインが加工される予定のテアライン加工予定部34の近傍にマークを形成するとともに、マークの位置を確認したうえで上記テアライン加工工程を実施する。
(もっと読む)
熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を積層した熱成形用フィルム
【課題】本発明は、耐擦傷性、例えば、軍手等の擦れ傷が発生し難く、耐薬品性、例えば、日焼け防止に用いるローション、ハンドクリームが付着したまま高温下で長時間曝されてもアクリル樹脂フィルム表面が荒れることなく、また、深絞り形状の成形品に成形した場合フィルム表面に割れが発生することがなく、表面硬度を備えた熱成形用フィルム及びその積層成形品を提供する。
【解決手段】末端基にイソシアネート基と反応可能な活性水素を有する変性ポリオルガノシロキサン(E)と無機微粒子(F)を有し、特定量の水酸基価とカルボン酸無水物基を含有するビニル系重合体(A)とポリイソシアネート化合物(B)の硬化性樹脂組成物を熱成形用フィルムに積層すると、耐薬品性、熱成形性および優れた耐擦傷性も奏する硬化性樹脂組成物を、熱成形用フィルムの片面に最外層として厚さ1〜20μmに積層した熱成形用樹脂フィルム。
(もっと読む)
車両用装飾成形品の製造方法
【課題】耐食性が優れる車両用装飾成形品の製造方法を提供する。
【解決手段】車両用装飾成形品1の製造方法は、装飾基材6を成形する第一成形工程と、装飾基材6の表面に有色フィルム5を被服するフィルム被服工程と、有色フィルム5が被服された装飾基材6を成形金型8内に配置し、有色フィルム5の端末部5a,5bを覆うように装飾基材6の裏面側に成形品本体4を射出成形にて成形する第二成形工程と、を有する。
(もっと読む)
ボトル用キャップ
【課題】省資源,低価格とした新ボトル容器用シリンダーキャップ
【解決手段】リング状開口部6と雄ねじ付筒状部7と裾筒状部8からなるボトル容器頭頂部9に対して、昇温軟化されたプラスチックシートのバキューム成形により一体形成される円形天井2と下り壁5とその外側の円形天井外周部2’とその下部の雌ねじ付シリンダー3とその延長下部にスカート4からなるシリンダーキャップ完成体が、着脱自在に相互に捻じ込み嵌合されることにより該裾筒状部8に装着されることを特徴としたボトル容器用シリンダーキャップ
(もっと読む)
成形装置および成形方法
【課題】基材底面に接着するシートの接着強度を高め、その剥離を防止するとともに、生産性も向上した、成形装置および成形方法を提供する。
【解決手段】接着層を有するシート4を基材10に被覆し接着する成形装置である。基台22上に設けられて基材10を保持する基材治具60と、基材治具60上に保持された基材10に対して被覆された、接着層を有するシート4を基材10に接着する接着手段と、を備える。基台22には、基材治具60の側周面より外側に延出した基材10の外周部の底面10aに対向して押圧部63が設けられている。基材治具60上の基材10と押圧部63とを相対的に移動させることにより、基材10の外周部の底面にシート4を介して押圧部63を接離可能に当接させる移動手段を備えている。
(もっと読む)
フィルム加飾成形品の余剰フィルムトリミング方法およびその装置
【課題】成形品からはみ出している余剰フィルムを成形品の端部に沿って正確にかつ効率よくトリミングするフィルム加飾成形品の余剰フィルムトリミング方法とその方法を実施するための装置を提供する。
【解決手段】フィルム加飾成形品の余剰フィルムトリミング方法は、受治具30に載置された樹脂基材Aの表面に真空圧空成形により加飾フィルムBを貼着し、この加飾フィルムの製品部外周の余剰部分B2をトリミングするフィルム加飾成形品の余剰フィルムトリミング方法であって、樹脂基材Aは、外周縁が下方に向かって屈曲して裏面側が凹面形状の成形品であり、受治具は、この樹脂基材Aを載置する受型部31と受型部31に連続する基台部32との境界近傍に該境界の全周に亘って敷設された電熱線40を備え、この電熱線40に通電することで、貼着された加飾フィルムを樹脂基材Aの外周縁の下端部に沿って溶断することを特徴とする。
(もっと読む)
耐燃焼性成形体の製造方法
【課題】難燃性、耐衝撃に優れた耐燃焼性シートを、良好に二次加工することができる耐燃焼性成形体の製造方法を提供することを目的とする。
【解決手段】耐燃燃焼性層が、熱可塑性樹脂及び黒鉛を含む耐燃焼性樹脂組成物によって形成され[耐燃燃焼性層の厚み]×[耐燃燃焼性層の熱伝導率]で規定する[耐燃燃焼性層の熱伝導量]が1.5mW/K以上である耐燃焼性シートを1段階目に予備延伸した後、2段階目に本成形する真空成形方法。
(もっと読む)
真空成形のレギュレータバッグ
【課題】反復可能かつ調節可能な、発泡ブランクの熱成型の制御方法を提供する。
【解決手段】成形ブランク16を変形させるための真空成形装置40が開示される。本装置40には、金型22、及び、金型22に隣接して配設された少なくとも1つのレギュレータバッグ42が含まれる。レギュレータバッグ42には、外部及び第1の体積を有する内部を備えた密封バッグ、及び、レギュレータバッグ42の内部から外部へ規定された通路が含まれる。その通路は、レギュレータバッグ42が1つの収縮速度を有するように構成され、これにより、密封バッグの外部が一定の減圧下にある間、密封バッグが一定時間を経て第1の体積から第2の体積へ収縮する。また、本装置40には金型に結合された真空膜46も含まれ、真空膜46は、成形ブランク16、及び、少なくとも1つのレギュレータバッグ42を封入する真空空間48を形成するように構成される。
(もっと読む)
複合材中空部品の成形方法及び成形装置
【課題】板厚が厚くなっても皺の発生を抑制しつつ、小額の設備投資で成形品質の高い中量産部品を成形できる成形方法及び成形装置を提供することを目的とする。
【解決手段】複合材中空部品の成形方法は、架台2上に、保持部により該架台2と間隔をあけてツール3を保持し、該ツール3上に、繊維で強化された樹脂からなるプリプレグ7を載置し、プリプレグ7の上から、ツール3及びプリプレグ7を高伸度シート5で被覆し、高伸度シート5とツール3及びプリプレグ7の外周側で、高伸度シート5がプリプレグ7と接触するプリプレグ7の頂部から端部にかけて高伸度シート5に張力がかかるよう高伸度シート5と架台2とを固定治具6により固定してツール3及びプリプレグ7を収容した密閉空間Sを形成した後、密閉空間S内に接続された真空引き装置により、密閉空間S内を真空引きしてツール3にプリプレグ7を巻きつける。
(もっと読む)
成形装置及び成形方法
【課題】押出装置からシート状に押し出した熱可塑性樹脂を金型の周囲に位置する型枠に密着させることが可能な成形装置を提供する。
【解決手段】押出装置(12)からシート状に押し出した熱可塑性樹脂(P)を金型(32)のキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する成形装置(1)であり、金型(32)の周囲に位置し、当該金型(32)に対して移動可能な型枠(33)を備え、型枠(33)は、熱可塑性樹脂(P)と当接する当接面に、熱可塑性樹脂(P)を吸引するための吸引部が設けられている。
(もっと読む)
フィルム加飾部品
【課題】フィルムの裾部が意匠面に露出する構成であっても、フィルムが剥離し難いフィルム加飾部品を提供する。
【解決手段】真空成形または真空圧空成形により加飾される部品であり、部品本体を構成する成形基材2と、成形基材を覆うフィルム3と、成形基材とフィルムとの間に接着層とを有するフィルム加飾部品であって、成形基材は端部に突起部6を有する構成とし、かつ、フィルムの裾部は成形基材の意匠面に露出する構成とし、かつ、突起部はフィルムの裾部を取り囲むように配置することで、剥離がし難い耐久性に優れたフィルム加飾部品。
(もっと読む)
フィルム加飾部品
【課題】真空成形または真空圧空成形よるフィルム加飾部品において、意匠面・裏面ともに、人の目に触れ、かつ、フィルムの端部を別の部品で覆い隠せない部品であっても、成形体と加飾フィルムとの密着性を確保すること、トリミング作業が容易で、トリミング後も外観品位を損なわないこと。
【解決手段】成形体12と、成形体12を覆う積層フィルム7と、成形体12と積層フィルム7との間に接着剤8とを有する加飾部品において、積層フィルム7の端部は成形体12の意匠面に露出する構成とし、かつ、積層フィルム7は少なくとも2層の樹脂フィルムを有し、かつ、接着剤8は、成形体12との界面で剥離する。
上記構成により、密着性が確保できるとともに、フィルムの強度が向上することでトリミング作業が容易であり、トリミング後に成形体12の表面に接着剤8が残らず、外観品位を損なわない。
(もっと読む)
印刷物の成型方法
【課題】中間層、受容層などを追加形成することなく、インク非吸収媒体に塗布されたインクの高さばらつきによる印刷物の描画(印字)品質の低下を防止することが可能な印刷物の成型方法を提供する。
【解決手段】インクを吸収しない非吸収性の媒体Sに描画インク45が塗布された印刷物の成型方法であって、媒体Sに塗布された描画インク45のガラス転移点(Tg)以上、且つ媒体Sの軟化点以上の温度を与えながら媒体Sを成型することを特徴とする印刷物の成型方法。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】基材の端部に浮き等を生じさせることなく、精緻で綺麗に表皮材を基材の表面から裏面まで貼り付けることのできる表皮材の貼り付け装置と貼り付け方法を提供する。
【解決手段】少なくとも基材Wの表面W1に表皮材Sが貼り付けられた該基材Wを支持する治具6を具備する載置台5と、載置台5上で治具6の側方にてスライド自在な入れ子71と、入れ子71のスライドの駆動制御を実行する制御手段と、を少なくとも備え、表皮材Sが基材Wの表面W1から入れ子71の端面71aに貼り付けられた状態で入れ子71がスライドして表皮材Sを基材Wの表面W1から裏面W3に亘って貼り付けるようになっている貼り付け装置10である。
(もっと読む)
真空成型方法
【課題】減圧条件下で加飾フィルムを密着して成型する真空成型方法において、成型後の加飾フィルムないし成型装置の冷却時間を短縮して効率的に真空成型を行う。
【解決手段】加圧冷却工程において、上部の成形空間S内へ所定封入体積量の冷却ガスCを封入すると共に、上部の成形空間内から、冷却ガスCの封入体積量と同体積量または同体積量未満の成形空間内空気を排出することで、上部の成形空間内の圧力を維持したまま冷却することを特徴とする。
(もっと読む)
被覆硬化成形体の製造方法、被覆硬化成形体製造用の被覆成形体の製造装置及び、該製造装置を含む被覆硬化成形体の製造システム
【課題】従来の加飾方法と比して、複雑な形状を有する成形体に対して、隙間なく十分な強度で被覆でき、広範な材質に対しても被覆でき、量産性が良好な、被覆硬化成形体の製造方法等を提供することである。
【解決手段】少なくとも、剥離性フィルム層と紫外線硬化性樹脂層と装飾層と成形体に対して接着性を示す接着層とがこの順に積層された表皮材が、成形体に被覆された被覆硬化成形体の製造方法であって、加圧減圧可能なチャンバーボックス内において、表皮材の下方より気体を吸引して、表皮材の下方であって成形体が存する空間を減圧し、表皮材の上方より気体を供給して、表皮材より上方の空間を加圧する成形工程を有する、被覆硬化成形体の製造方法。
(もっと読む)
絵付装置
【課題】ワークの表面に絵柄フィルムの絵柄層を絵付けする絵付装置において、ワークの表面形状に拘わらず、絵柄フィルムが密着された部位に良好に絵付けすることを可能とする。
【解決手段】真空引きによりワークWの表面に転写フィルムFを密着させた状態で、該ワークWの周囲を仕切壁部材50によって囲い、該仕切壁部材50によって囲われたワーク周囲の閉じた空間Sに、蒸気発生器で発生させた蒸気を供給する。その際、該蒸気の温度を絵柄フィルムFにおける絵柄層の反ベースフィルム側に設けられた接着層をベースフィルム側から溶融可能な温度とし、この蒸気を転写フィルムのベースフィルムに接触させることにより、その熱で前記転写フィルムFの接着層を溶融させ絵柄層をワークWの表面に転写する。
(もっと読む)
熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を積層した熱成形用フィルム
【課題】 本発明は、耐薬品性、例えば、日焼け防止に用いるローション、ハンドクリームが付着したまま高温下で長時間曝されてもアクリル樹脂フィルム表面が荒れることなく、また、深絞り形状の成形品に成形した場合フィルム表面に割れが発生することがなく、且つ、表面硬度を備えた熱成形用フィルム及びその積層成形品を提供する。
【解決手段】 カルボキシル基と水酸基を有し、固形分酸価が15〜150mgKOH/gであり、固形分水酸基価が2〜80mgKOH/gでありガラス転移温度が70〜140℃であるビニル系重合体(A)と、ポリイソシアネート化合物(B)を含有し、ポリイソシアネート化合物(B)の含有量がビニル系重合体(A)の固形分水酸基価2〜80mgKOH/gと反応する含有量であることを特徴とする熱成形用フィルム向け硬化性樹脂組成物を、熱成形用フィルムの片面に最外層として厚さ1〜20μmに積層した熱成形用樹脂フィルム。
(もっと読む)
フィルム成型装置及びフィルム成型方法
【課題】物品の大きさ、形状、数に限らず、より均質で、追従性のよいフィルムラミネートが可能なフィルム成型装置とその方法を提供する。
【解決手段】加熱手段50を備えた真空または加圧状態に保持可能な第1チャンバー10と、第1チャンバー10に対向して、接合または離間可能に配置され、物品を載置する稼動可能な載置台60を備えた、真空または加圧状態に保持可能な第2チャンバー20と、第1チャンバー10と第2チャンバー20間に配置され、フィルムを保持する枠状のフィルム保持部材30と、フィルムを物品表面にラミネートを行う際に、当該フィルムの浮き上がりを抑制するフィルム押圧部を持つフィルム補助押圧治具40とを有する、フィルム成型装置100。
(もっと読む)
1 - 20 / 114
[ Back to top ]