
Fターム[4F208MG05]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (949) | 形状、構造 (421) | 積層体 (355) | 発泡層を有する (81)
Fターム[4F208MG05]に分類される特許
1 - 20 / 81
樹脂製サンドイッチ構造パネル材およびその製造方法
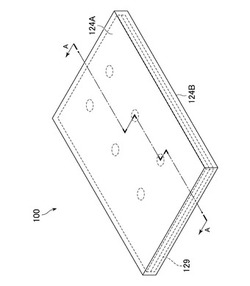
【課題】耐熱性、難燃性に優れる一方、軽量でありながら十分に保形性を確保することが可能な樹脂製サンドイッチ構造パネル材およびその製造方法を提供する。
【解決手段】互いに対向して配置されることにより内部に中空部を形成する、一対の難燃性または耐熱性発泡樹脂製芯材と、芯材それぞれの外表面に溶着された表皮材シート124A、124Bとを有し、一方の発泡樹脂製芯材は、その内表面に、他方の発泡樹脂製芯材に向かって突出する突起体を有し、突起体の対応する位置に、他方の発泡樹脂製芯材突起体と相補形状の開口部を有し、突起体の頂面は表皮材のシート124Bの内表面に溶着され、他方の発泡樹脂製芯材の突起体の頂面も一方の発泡樹脂製芯材の表皮材シート124Bの内表面に溶着される、樹脂製サンドイッチ構造パネル材100。
(もっと読む)
シート成形品の製造方法

【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って複数の位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
シート成形品の製造設備
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造設備を提供する。
【解決手段】帯状の熱可塑性樹脂シートを長手方向への移動と停止とを交互に行う間欠送りによって搬送するシート搬送手段と、前記熱可塑性樹脂シートを熱成形するための成形型とを備え、前記シート搬送手段による前記熱可塑性樹脂シートの搬送経路に前記成形型が配されており、該位置検出手段による前記位置検出マーク21の検出結果に基づいて熱可塑性樹脂シートの移動量を調整して図案22の停止位置を調整する手段が前記調整手段として備えられており、前記位置検出手段として前記成形型よりも熱可塑性樹脂シートの移動方向上流側に配された第一位置検出手段と前記成形型よりも下流側に配された第二位置検出手段との少なくとも2つの位置検出手段が備えられていることを特徴とするシート成形品の製造設備。
(もっと読む)
シート成形品の製造方法
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
成形品の製造方法
【課題】 熱成形用樹脂シートからなる成形品の製造方法に於いて、成形品打抜き後に発生するスケルトンを、無地のスケルトンとすることによりシートの原料としてリサイクルできるようにする。
【解決手段】 印刷シート10に成形品の印刷面11が多段多列の単位で多数形成されている。一段目と二段目との間の余白部分にはカラーコントロールマーク12が印刷面11と同一のピッチで印刷されている。打抜き機により印刷シート10を打抜くと、成形品13が打抜かれて除去され成形品孔15が形成されるとともに、カラーコントロールマーク12も打抜かれて除去されカラーコントロールマーク孔16が形成される。残ったスケルトン17は、印刷部分の全く無い無地となっている。
(もっと読む)
車両用防音材
【課題】製品の厚みや精度と防音性能との高度な両立を図り、合わせて、さらなる製造コストの低減を図った車両用防音材を提供する。
【解決手段】車室内側に位置する第一吸音材120と、両面にホットメルト142を有する非通気フィルム141からなる非通気材140、車室外側に位置する第二吸音材130と、をこの順に積層して、二枚の熱盤51間に挟み熱風を供給することによりホットメルト142を溶融させて積層体とし、第一吸音材120を下型側にして積層体をコールドプレスにより成形し、成形と同時に上型から圧力気体を供給して圧空することにより非通気材140に加圧して第一吸音材120を圧縮成形し、第一吸音材120と非通気材140と第二吸音材130とを接着した後、増大したプレスストロークによりトリミング加工を行い車両用防音材とする。
(もっと読む)
樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備
【課題】品質に優れた樹脂発泡成形品を効率良く製造することができる樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備を提供すること。
【解決手段】帯状の樹脂発泡シートの表面に樹脂フィルムを熱ラミネートして積層発泡シートを作製しつつ得られた積層発泡シートを熱成形装置で熱成形して樹脂発泡成形品を作製する樹脂発泡成形品の製造方法であって、樹脂フィルムが熱ラミネートされる樹脂発泡シートの前記表面を前記熱ラミネート前に加熱する予備加熱工程を実施することを特徴とする樹脂発泡成形品の製造方法などを提供する。
(もっと読む)
成形用シート及びこれから得られる成形体
【課題】膨張成形性に優れ、得られる成形体が優れた断熱性、吸音性等を有する成形用シート、及びこの成形用シートから得られる成形体の提供を目的とする。
【解決手段】本発明は、繊維素材及び熱発泡性マイクロカプセルを含有する熱発泡層を備える成形用シートであって、上記繊維素材が天然繊維及び熱可塑性繊維を含み、水分が5%以上15%以下であることを特徴とする。上記熱発泡層がカチオン性の定着剤をさらに含有するとよい。さらには、上記熱発泡性マイクロカプセルの平均粒子径が5μm以上50μm以下、発泡開始温度が80℃以上120℃以下、最大膨張温度が150℃以上200℃以下、発泡体積比率が50倍以上130倍以下であるとよい。
(もっと読む)
発泡トレーの製造方法
【課題】両面真空を実施しつつ製造する発泡トレーの強度の安定化が可能な発泡トレーの製造方法を提供すること。
【解決手段】容器底部の外周から立ち上がる周側壁を外向きに傾斜させた状態で備えている発泡トレーを作製すべく、前記容器底部を形成させるための形成面の外周に沿って複数の真空孔が環状配置されている雄型と雌型との間に樹脂発泡シートを挟んで該樹脂発泡シートを両面側から真空引きしつつ熱成形する発泡トレーの製造方法であって、前記雄型と前記雌型との真空孔が、直径0.8mm〜1.0mmの大きさを有し、中心間距離が5mm〜15mmのピッチで前記環状配置されていることを特徴とする発泡トレーの製造方法を提供する。
(もっと読む)
熱成形品の製造方法及び食品用容器
【課題】ポリスチレン系樹脂発泡層に対する靱性付与に有効な熱成形品の製造方法を提供し、ひいては、切粉の発生が抑制され、優れた強度を有する食品用容器を提供することを課題としている。
【解決手段】ポリスチレン系樹脂発泡層を有する樹脂シートを熱成形して熱成形品を作製する熱成形品の製造方法であって、ポリフェニレンエーテル系樹脂とポリスチレン系樹脂とを10:90〜50:50の質量割合で含有する混合樹脂をブタンを含む発泡剤で発泡させてなるポリスチレン系樹脂発泡層を有する前記樹脂シートを用いて、前記ポリスチレン系樹脂発泡層で形成されている箇所にブタンを1.5質量%以上含有する熱成形品を作製することを特徴としている熱成形品の製造方法などを提供する。
(もっと読む)
ダクトの成形方法
【課題】2枚のシートの溶着強度を向上させることが可能なダクトの成形方法を提供する。
【解決手段】溶融状態の一対の熱可塑性発泡樹脂シート(16,16)を一対の分割金型(13,13)間に配置する。次に、分割金型(13,13)周囲に位置する型枠(17,17)を分割金型(13,13)に対して相対的に前進させて型枠(17,17)を熱可塑性発泡樹脂シート(13,13)に密着させる。次に、一対の分割金型(13,13)のキャビティ(14,14)に熱可塑性発泡樹脂シート(16,16)を真空吸引させると共に、一対の分割金型(13,13)を型締めしてダクトを成形する。
(もっと読む)
ポリスチレン系樹脂組成物、ポリスチレン系樹脂発泡シート、積層シート、及び、包装用容器
【課題】トリミングロスなどの端材をリサイクル原料として利用しながらもポリスチレン系樹脂発泡シートなどの発泡成形品の形成に適したポリスチレン系樹脂組成物を提供し、ひいては、資源消費の削減に対する要望を満足させうる積層シートと包装用容器とを提供すること。
【解決手段】ポリスチレン系樹脂発泡シートの少なくとも一面側にポリオレフィン系樹脂フィルムが積層されてなる積層シート、該積層シートを熱成形した成形品、並びに、熱成形した積層シートから前記成形品が取り除かれた後の端材の内の1つ以上からなるリサイクル原料を含み、スチレン−エチレン/ブチレン−スチレンブロック共重合体、スチレン−エチレン/プロピレン−スチレンブロック共重合体の一方、又は、両方からなる相溶化剤をさらに含有することを特徴とするポリスチレン系樹脂組成物などを提供する。
(もっと読む)
吸水性発泡成形品の製造方法
【課題】製造される吸水性発泡成形品の吸水率を従来の吸水性発泡成形品よりも向上させ得る吸水性発泡成形品の製造方法を提供すること。
【解決手段】連続気泡層を有する樹脂発泡シートの表面に樹脂フィルムをラミネートしたフィルム積層発泡シートに前記樹脂フィルム側から該樹脂フィルムを貫通して前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程と、該吸水孔の形成されたフィルム積層発泡シートを2次発泡させる2次発泡工程と、該2次発泡工程後のフィルム積層発泡シートを熱成形する熱成形工程とを実施する吸水性発泡成形品の製造方法であって、前記樹脂フィルムとして延伸フィルムを用いるとともに前記吸水孔の穿設においては、該穿設に用いる刃によって前記延伸フィルムの一部を破断させ、該破断した断片を吸水孔の底部に侵入させることを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
吸水性発泡成形品の製造方法
【課題】製造される吸水性発泡成形品の吸水率を従来の吸水性発泡成形品よりも向上させ得る吸水性発泡成形品の製造方法を提供すること。
【解決手段】連続気泡層を有する樹脂発泡シートの表面に樹脂フィルムをラミネートしたフィルム積層発泡シートに前記樹脂フィルム側から該樹脂フィルムを貫通して前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程と、該吸水孔の形成されたフィルム積層発泡シートを2次発泡させる2次発泡工程と、該2次発泡工程後のフィルム積層発泡シートを熱成形する熱成形工程とを実施する吸水性発泡成形品の製造方法であって、前記2次発泡工程において前記吸水孔の開口部を広げる方向に前記樹脂フィルムに張力を発生させることにより該2次発泡工程前よりも大きく開口された吸水孔を備えた吸水性発泡成形品を作製することを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
多層発泡基材及びその製造方法
【課題】十分な剛性を有すると共に、見栄えに優れる多層発泡基材及びその製造方法を提供する。
【解決手段】本発明の多層発泡基材1は、第1スキン層11、樹脂発泡層12及び第2スキン層13を順に備えており、且つ樹脂発泡層12は、真空成形における真空引きにより拡厚されたものであって、本多層発泡基材1には、第1スキン層11側が外側となり、第2スキン層13側が内側となった曲面部が形成されており、この曲面部における第2スキン層13には、真空成形により生じる第2スキン層のたるみを吸収させた突形状の吸収部2が形成されている。
(もっと読む)
吸水性発泡成形品の製造方法
【課題】吸水孔の穿設された樹脂発泡シートの成形性向上を図ること。
【解決手段】連続気泡層を有する樹脂発泡シートの少なくとも一面側から、前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程を実施した後に、該樹脂発泡シートを2次発泡させて熱成形する吸水性発泡成形品の製造方法であって、前記樹脂発泡シートの2次発泡を前記吸水孔形成工程に連続して実施することを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
中空体の製造方法
【課題】本発明は、軽い中空体を製造する方法及び、軽い中空体を提供する。
【解決手段】本発明は、それぞれの成形型の成形面から真空吸引可能な一対の成形型と、熱可塑性樹脂製発泡シートの内部へ気体を供給する手段を用いる中空体の製造方法であって、以下の工程(1)、(2)、(3)、(4)を含む中空体の製造方法である。
(1)熱可塑性樹脂製発泡シートを加熱する加熱工程
(2)成形型間に熱可塑性樹脂製発泡シートを供給する供給工程
(3)成形型を閉じ、加熱された熱可塑性樹脂製発泡シートを前記成形型の成形面外縁部間で挟持する型閉め工程
(4)両方の成形型の成形面から、成形面と前記発泡シートの間に形成される空間の空気を吸引しつつ、前記発泡シートの内部へ気体を供給する手段を用いて前記発泡シートの内部へ気体を供給し、前記発泡シートの内部に中空部分を形成させ、所定の形状に賦形する賦形工程
(もっと読む)
複合材料を用いた成形品及びその製造方法
【課題】成形時における表皮材の破れや吸音部における基材の潰れをなくし、軽量で優れた吸音性を発揮し、かつ不織布等の基材の脱落や汚水の浸入がない成形品及びその製造方法を提供する
【解決手段】目付が150〜800g/m2、嵩密度が0.01〜0.1g/cm3である不織布、もしくは樹脂発泡体よりなる基材と、通気性が50cc/cm2・sec以下の熱融着性の素材を含有する表皮材13とが、積層もしくは接着されてなる複合材料を、所要形状の成形面を有する上型と下型からなる成形金型で型締めしてなる成形品10において、前記成形品10は複合材料が成形金型に投入され、下型の潰し部と上型の潰し部との間で型締めされることにより成形品外周縁部が端末処理され、複合材料が所要形状に成形されるとともに、成形品に肩R部が形成され前記基材のボリウムが維持されていることを特徴とする。
(もっと読む)
多層発泡体の製造方法
【課題】空気だまりが発生し難く、且つ、発泡倍率を向上させることが可能な多層発泡体の製造方法を提供する。
【解決手段】発泡層(102)の外面に非発泡層(101)を有する多層樹脂(200)を押し出し、その多層樹脂(200)の最内面同士を接着し、多層樹脂積層体(201)を形成する。そして、多層樹脂積層体(201)の最外面とキャビティ面(12a,12b)との間に隙間が空くように多層樹脂積層体(201)を金型(11a,11b)で挟み込み型締めし、多層樹脂積層体(201)をキャビティ面(12a,12b)に沿った形状に成形し、多層発泡体を成形する。
(もっと読む)
多層発泡基材及びその製造方法
【課題】剛性に優れた取り付け部を備える多層発泡基材及びその製造方法を提供する。
【解決手段】本発明の多層発泡基材1は、第1スキン層11、樹脂発泡層12及び第2スキン層13を順に備えたものであって、この多層発泡基材1には、他部品2を取り付けるための取り付け部が形成されており、取り付け部では、第2スキン層13が樹脂発泡層12に引き込まれた引込部分が形成されており、引込部分の第2スキン層13は一体化して第1リブ14とされている。また、取り付け部には、取り付け孔が備えられており、他部品2は、取り付け孔に挿入される軸部21を有し、軸部21の端には軸部21の径よりも幅広の頭部22が備えられ、取り付け部のうち頭部22が覆う領域に第1リブ14が形成されていてもよい。
(もっと読む)
1 - 20 / 81
[ Back to top ]