
Fターム[4F208MG07]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (949) | 形状、構造 (421) | 複数の予備成形品を非接合に重ねたもの (38)
Fターム[4F208MG07]に分類される特許
1 - 20 / 38
積層パネル
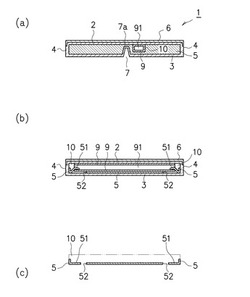
【課題】芯材に任意の補強板を収納する場合でも、芯材から補強材が外れ難い積層パネルを提供する。
【解決手段】 芯材(5)の少なくとも一面が他部材(表壁2または裏壁3)で覆われた積層パネル(1)であり、芯材(5)を変形して形成した保持部(51)を有し、その保持部(51)により、芯材(5)に収納された補強材(9)が保持されている。
(もっと読む)
フィルム加工工法

【課題】 従来技術では、部品組付の場合に、部品の柄毎にそれぞれを加飾後、その部品同士を組付しなければならず、作業効率が悪いという問題、成形工程が煩雑になってしまうという問題がある。
【解決手段】 複数の部材1、2の端部同士に所定寸法離間して間隙部5を形成して、表皮材3を前記複数の部材1、2に貼着した後、近接させることによって、前記複数の部材1、2の間隙部5に位置合わせして、前記表皮材3の境界部4を前記間隙部5に埋没させたフィルム加工工法。
(もっと読む)
表皮材の製造方法、及び車両用内装材の製造方法
【課題】天然皮革からなる表皮材に対して、意匠性を低下させることなく、成形を行うことが可能な表皮材の製造方法を提供する。また、このような表皮材を備えた車両用内装材の製造方法を提供する。
【解決手段】天然皮革を有する表皮材20を加熱された押圧部材62によって押圧することで、表皮材20を立体的な形状に成形する熱プレス工程を含み、熱プレス工程においては、加熱された押圧部材62によって、表皮材20における非意匠面を押圧し、当該非意匠面が、表皮材20における非意匠面の周囲面よりも、押圧部材62による非意匠面の押圧方向側に配された形状となるように、表皮材20を成形することで、表皮材20に非意匠面の周端から周囲面に向かって立ち上がる立壁部を形成することを特徴とする。
(もっと読む)
真空成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いた真空成形方法において、作業性と深絞り形状に優れる真空成形方法および真空成形で得られた成形体の提供。
【解決手段】
本発明は成形体を構成するための(a)強化繊維と(b)熱可塑性樹脂からなる(c)繊維強化熱可塑性樹脂組成物からなるシートと、賦形性を向上させるための(d)樹脂フイルムからなる(e)真空成形用シートを、ヒーターで加熱溶融させた後、真空引き機構を備えた金型にセットし賦形、固化させることを特徴とする繊維強化熱可塑性樹脂組成物の真空成形方法である。
(もっと読む)
自動車用ダクトの製造方法
【課題】多孔質体の目付量や厚みを増大させることなく剛性を高めて製造時の破れを生じ難くし、軽量で、通気量のコントロールが可能な自動車用ダクトの製造法の提供を目的とする。
【解決手段】多数の貫通孔22を有する合成樹脂シート21の片面に重ねて加熱し、合成樹脂シート21を凸型59へ向ける一方多孔質体31を凹型57へ向け、凹型57と凸型59で合成樹脂シート21と多孔質体31をプレスすることにより断面凹状のダクト半体とし、その後、ダクト半体同士の側部を接合することにより自動車用ダクトとする。合成樹脂シート21は多孔質体31よりも融点の低いものとし、合成樹脂シート21と多孔質体31の加熱温度を、合成樹脂シート21の融点以上で多孔質体31の融点より低くする。
(もっと読む)
透明性に優れた耐熱包装用容器およびその製造方法
【課題】多層シート由来の包装用容器において透明性及び賦形性に優れたものを得る。
【解決手段】表裏両面を有するコア層と、該コア層の片面又は両面に設けられたスキン層とを積層してなる2層又は3層構造の積層シートを、熱成形して包装用容器を得る。前記積層シートのコア層は、特定の融点Tm(一般的には260℃)を有する非晶ポリエチレンテレフタレート(A−PET)の未延伸シートからなる。前記積層シートのスキン層は、ポリエチレンテレフタレートの延伸フィルム(OPETフィルム)からなる。熱成形の際に、スキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点Tm未満の温度となるように積層シートを加熱しつつ成形することにより、透明性及び賦形性に優れた包装用容器を得ることができる。
(もっと読む)
ダクトの成形方法
【課題】2枚のシートの溶着強度を向上させることが可能なダクトの成形方法を提供する。
【解決手段】溶融状態の一対の熱可塑性発泡樹脂シート(16,16)を一対の分割金型(13,13)間に配置する。次に、分割金型(13,13)周囲に位置する型枠(17,17)を分割金型(13,13)に対して相対的に前進させて型枠(17,17)を熱可塑性発泡樹脂シート(13,13)に密着させる。次に、一対の分割金型(13,13)のキャビティ(14,14)に熱可塑性発泡樹脂シート(16,16)を真空吸引させると共に、一対の分割金型(13,13)を型締めしてダクトを成形する。
(もっと読む)
多層発泡体の製造方法
【課題】空気だまりが発生し難く、且つ、発泡倍率を向上させることが可能な多層発泡体の製造方法を提供する。
【解決手段】発泡層(102)の外面に非発泡層(101)を有する多層樹脂(200)を押し出し、その多層樹脂(200)の最内面同士を接着し、多層樹脂積層体(201)を形成する。そして、多層樹脂積層体(201)の最外面とキャビティ面(12a,12b)との間に隙間が空くように多層樹脂積層体(201)を金型(11a,11b)で挟み込み型締めし、多層樹脂積層体(201)をキャビティ面(12a,12b)に沿った形状に成形し、多層発泡体を成形する。
(もっと読む)
積層板及びその製造方法
【課題】金属合金層と樹脂層が強固に接合しており、且つ加工性の良い積層板を提供する。
【解決手段】新NMTの3条件を満たすようにSUS304ステンレス板とAZ31Bマグネシウム板を表面処理する。2mm厚のAZ31Bマグネシウム板の両面にPA6フィルムを面接着させ、さらにこれらのPA6フィルムの外面に0.15mm厚SUS304ステンレス鋼薄板を面接着した交互積層板(SUS304/PA6/AZ31B/PA6/SUS304)は厚さ2.3mm、比重2.5以下であり、超軽量ながらも最外層がステンレスであるため耐食性に優れ、外観は金属質(ステンレスそのもの)であり、曲げ弾性率も高かった。
(もっと読む)
多機能構造回路
【課題】構造回路と呼ばれる多機能構造回路及び製造方法を提供する。
【解決手段】液晶ポリマー(LCP)基板100上に電子回路を形成するステップと、構造物の耐荷重フレーム部材の少なくとも一部として機能する構造素子120を形成するステップと、前記構造素子120と前記LCP基板100とを含む2つの層の積層体を形成するステップと、3次元形状を有する金型の表面に前記積層体を配置するステップと、前記構造素子120及び前記LCP基板100の形状を前記3次元形状に一致させるために単一の熱成形工程を実行し、前記耐荷重フレーム部材と前記電子回路とを含む単一の一体的な複合構造回路を形成するステップと、前記複合構造回路の前記電子回路の表面に少なくとも1つの回路構成部品を取り付けるステップとを含む方法。
(もっと読む)
成形工具の部材上で内部カバー組立体を製造する方法
第1の部品(4)と少なくとも1つの第2の部品(6)を備える、複数の部品を持つ車両用の内部カバー組立体(2)を製造する方法であって、
上記内部カバー組立体の上記部品(4、6)を設けること;
上記内部カバー組立体の上記第1の部品(4)を成形工具(24)の部材(26)に取付ける操作;
上記内部カバー組立体の上記少なくとも1つの第2の部品(6)を上記成形工具(24)に挿入すること;および
上記成形工具を作動することにより上記内部カバー組立体の第1および第2の部品(4、6)を接着することにより固定して、複数の部品を持つ上記内部カバー組立体(2)を得る操作、
を含む上記方法。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】溶融状態の熱可塑性樹脂製シートを二次成形に適した所望の厚み分布が実現可能な樹脂成形品の成形方法及び成形装置の提供。
【解決手段】熱可塑性樹脂を溶融混練する段階と、所定量貯留する段階と、間欠的に押し出す段階を有し、それにより、押出スリット34から溶融状態のシート状樹脂が下方に押し出され、ローラー30A,Bの回転駆動により下方へ送り出す段階と、ローラーにより送り出された溶融状態のシート状樹脂を下方に配置された金型32A,Bの側方に配置する段階と、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に沿った形状に成形する段階とを有し、外表面に凹凸状のシボを設けた前記一対のローラーへ供給される該シート状樹脂の厚みに係わらず、押圧しつつ、前記一対のローラーを回転駆動させる段階を有することを特徴とする樹脂成形品の成形方法。
(もっと読む)
熱可塑性樹脂製単壁構造体の成形方法
【課題】円筒状に押し出した熱可塑性樹脂から溶融状態のシートを形成して直接成形を行うことにより、シートの再加熱を必要とせずに、厚肉の単壁構造体を成形することができる熱可塑性樹脂製単壁構造体の成形方法を提供する。
【解決手段】溶融状態の熱可塑性樹脂を押出ヘッド7のダイおよびコアの間のスリットから円筒状に押し出すとともにコアの先端に配置したガイド部材9により扁平状に拡張し、一対のローラー10、10で押し潰しながらシート状熱可塑性樹脂8として分割金型1、2間に送り出して垂下させた状態で配置する。次いで、分割金型1、2の内部空間をシート状熱可塑性樹脂8で隔離密閉するように型締めし、シート状熱可塑性樹脂8を成形キャビティに密着させて単壁構造体を成形する。
(もっと読む)
合成樹脂製シートの製造装置および製造方法
【課題】多数の突起部が形成された合成樹脂製シートの突起部表面に文字等の識別情報を設ける場合に、識別情報の安定性およびリサイクル性を向上させる。
【解決手段】外周面に突起部に対応する凹部220が形成され、凹部220の底部に配置された蓋部材に設けられた吸引口から空気を吸引可能に構成された成形ロール22に、融点以上となっている第1シート11を供給し、吸引口から空気を吸引して、成形ロール22の外周面上で第1シート11に突起部を形成する。蓋部材の表面には、視認可能な識別情報が形成されており、第1シート11を吸引する際に、蓋部材221の表面に第1シート11が押し付けられ、蓋部材221に形成された識別情報が第1シート11に転写される。
(もっと読む)
椅子用クッションの成形方法及び椅子
【課題】表皮と弾性フォームと基板で構成される椅子用クッションにおいて、基板を予め成形する必要がなく、全体の成形が容易で、約5〜25mm程度の厚さに成形できる椅子用クッションの成形方法及びその成形方法により製造されたクッションを備えた椅子を提供する。
【解決手段】表皮材5と弾性フォーム材6を接着する。この弾性フォーム材6の裏面に基板材7を接着する。得られた表皮材5と弾性フォーム材6と基板材7の貼り合わせ体8を、基板材7が軟化する温度まで加熱する。その後、この貼り合わせ体8を真空成形装置の型9にセットする。この型内に、真空作用を作用させ、貼り合わせ体を型内に引き込み、基板材7を基板4の形に賦形するとともに表皮2と弾性フォーム3と基板4が一体となった椅子用クッションを作る。
(もっと読む)
織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品
【課題】自動車や自動二輪車等の車体構成部品として好適な織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品を提供する。
【解決手段】 透過シートを少なくとも2枚用意し、同各透過シートを予熱し金型内で加圧して予備成形し、炭素繊維及び/又は合成繊維の繊維束内に前記透明又は半透明の熱可塑性樹脂フィラメントを織り込んで成る織物シートを予熱し金型内で加圧して予備成形し、予備成形された2枚の透過シートと織物シートは、該2枚の透過シートをそれぞれ織物シートの表面側と裏面側を挟む配置に重ね合わせ、同重ね合わせ状態で熱加圧成形により両者を互いに融合して織物加飾樹脂製品を完成する。
(もっと読む)
熱可塑性樹脂複合材料成形品の成形方法
【課題】本発明は、空隙がほとんどなく繊維分散性のよい熱可塑性樹脂複合材料成形品を短時間で成形反りを発生させることなく成形できる成形方法を提供することを目的とする。
【解決手段】補強繊維材料に熱可塑性樹脂材料が偏在する被成形材料を用いて、被成形材料に対する当接部において均一な厚さに形成された一対の成形型体の間に被成形材料を配置し、被成形材料の周囲から内部の気体が排気可能となるように被成形材料の両側から成形型体により挟持して圧接した状態に設定し、成形型体と密着するように当接面が形成された一対の加熱プレス型体の間に成形型体を設置し加熱・加圧処理し、成形型体と密着するように当接面が形成された一対の冷却プレス型体の間に成形型体を設置し冷却・加圧処理することで、補強繊維材料中に熱可塑性樹脂材料を含浸し一体化させ成形する。
(もっと読む)
通気性の弾性ポリマーフィルム積層体
【課題】エラストマーの通気性三次元複合積層体およびそれを製造する方法を提供する。
【解決手段】キャリヤー材料10がエラストマーフィルム12の連続部分の頂面上に供給されて前記積層体を形成する。三次元の開口の開いた構造36がフィルム中に形成されるために、十分な時間、フィルムの底面へ圧力差動がかけられる。
(もっと読む)
形状部品の製造方法
本発明はL型断面形状の形状部品(31,32)又はT型断面形状の結合形状部品(43)の製造方法に関する。複合繊維材料からなるレイアップ体(1)を成形ツール(3)上に載置する。好ましくはU型断面形状(21)で且つ両端部にブック現象が生じた形状体(16)を形成するように成形ツールによってレイアップ体を変形する。2つの形状部品(31,32)を製造する為に形状体を長手方向(26)に沿って切断する。本発明の思想は、レイアップ体の層(2a,2b,2c)が変形工程の間においてシフトすることを許容し、その後に切断処理によって形状部品に略直角な面取り端部(24,25)を形成することである。レイアップ体にシワが形成されたり、レイアップ体に対して複雑な締結処理を行うという不都合を防止できる。 (もっと読む)
導電性樹脂成形体及びその製造方法
【課題】導電層を構成する極細導電繊維の脱落がなく、長期に亘って製造当初の導電性を維持できる導電性樹脂成形体と、その製造方法を提供する。
【解決手段】樹脂基体1の表面に極細導電繊維2aからなる導電層2が形成された導電性樹脂成形体Tであって、極細導電繊維2aが樹脂基体1の表面に埋入、固定されている構成とする。その製造方法は極細導電繊維を分散させた塗液を剥離フィルムに塗布、乾燥して形成した転写フィルムを射出成形金型又はプレス成形金型に配置し、樹脂基体の成形と同時に導電層を転写して極細導電繊維を埋設、固定する。
(もっと読む)
1 - 20 / 38
[ Back to top ]