
Fターム[4F208MW21]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 成形品の後処理、後加工 (371) | 機械的処理 (161)
Fターム[4F208MW21]の下位に属するFターム
切断 (118)
変形、形状調整(←圧縮) (24)
Fターム[4F208MW21]に分類される特許
1 - 19 / 19
真空圧空成形または真空成形により一体化された構造体、およびその製造方法
【課題】難接着性材料であるポリオレフィン系樹脂を用いた基材、特に深絞り形状などの三次元形状を有する成形品に、真空圧空成形または真空成形によって装飾シートが適用された、優れた外観を有する構造体、およびその製造方法を提供する。
【解決手段】本開示による構造体は、表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートと、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材とが、真空圧空成形または真空成形により一体化されている。
(もっと読む)
フィルム加飾便蓋の製造方法およびこの便蓋を備えた衛生洗浄装置

【課題】便器または衛生洗浄装置等に設けられる樹脂成形体としてのフィルム加飾便蓋の製造方法において、フィルムのトリミングを容易化し、さらに端面からの剥がれを抑制する。
【解決手段】前記側壁部42内側に段差51をもうけ、段差51部分でフィルム63のトリミングをすることで、真空圧空工法を用いたフィルム加飾工法であっても、外観良好性を損なうことなく、トリミングが容易で、かつ、フィルム63端面の段差を解消し、指等で触れることによる、引っかかりを減少させ、フィルム63がはがれることを防止することができる。
(もっと読む)
成形装置及び成形方法
【課題】金型の周囲に位置する型枠を熱可塑性樹脂に確実に当接することが可能な成形装置を提供する。
【解決手段】本実施形態の成形装置(1)は、押出装置(12)からシート状に押し出した熱可塑性樹脂(P)を金型(32)のキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する成形装置(1)であり、金型(32)の周囲に位置し、当該金型(32)に対して移動可能な型枠(33)を備え、型枠(33)の下側を構成する枠下部(33-2)は、型枠(33)の上側を構成する枠上部(33-1)よりも熱可塑性樹脂(P)側に突出している。
(もっと読む)
多層発泡基材及びその製造方法
【課題】剛性に優れた取り付け部を備える多層発泡基材及びその製造方法を提供する。
【解決手段】本発明の多層発泡基材1は、第1スキン層11、樹脂発泡層12及び第2スキン層13を順に備えたものであって、この多層発泡基材1には、他部品2を取り付けるための取り付け部が形成されており、取り付け部では、第2スキン層13が樹脂発泡層12に引き込まれた引込部分が形成されており、引込部分の第2スキン層13は一体化して第1リブ14とされている。また、取り付け部には、取り付け孔が備えられており、他部品2は、取り付け孔に挿入される軸部21を有し、軸部21の端には軸部21の径よりも幅広の頭部22が備えられ、取り付け部のうち頭部22が覆う領域に第1リブ14が形成されていてもよい。
(もっと読む)
型として発泡体を使用するアクリルポリマーの熱成形方法、およびそれから成形された製品
本発明は、アクリルポリマー含有シートを型内で加熱することにより熱成形する方法であって、型が(a)加熱されたシートと接触すると劣化する発泡体と、(b)発泡体の劣化を防止するため、シートと発泡体の間に配置される遮熱材とを含む方法に関する。多くの用途では、得られた製品は発泡体を除去せずに使用可能である。また、発泡体は、長距離輸送の際などにアクリルシートを保護する役割を担うことができる。本発明は、また、多層製品に関する。 (もっと読む)
端止め部材、その前駆体及びその製造方法並びに端止め部材の形成と部材層の加締めとを同時に行なう方法
【課題】 特定分野に使用される端止め部材を新規な方法で製造するとともに、その端止め部材が完成される前段階にある前駆体を使用してその前駆体から端止め部材を形成すると同時に部材層を加締める。
【解決手段】 可塑性合成樹脂製のテープ又はシート状基材1を準備する第一工程と、その基材を所定間隔離して複数個所で断ち切って複数個の括れ部10を形成する第二工程と、その基材を上下金型3、4間に供給する第三工程と、前記基板の括れ部の存在しない部位に絞り成形を施して外周面S3が先端にゆくにつれて縮径されている短筒部12を複数形成する第四工程とを経て端止め部材9用の前駆体13を作る。この前駆体の短筒部を部材層29の透孔24に挿入して加締める。
(もっと読む)
加飾成形品の成形方法および成形装置
【課題】コア材の周縁部が加飾材で覆われている加飾成形品の成形方法を提供する。
【解決手段】加飾素材(KS)を賦形する賦形工程と、インサートした加飾材(K)の裏面と金型(22)の表面との間に構成されるキャビティにコア材を充填する射出充填工程とから構成する。賦形工程時には加飾材(K)の周縁部が所定量だけ裏面側へ折り返された折返部(R)を有するように賦形する。射出充填工程時には、折返部(R)が形成されている加飾材(K)の裏面と金型(22)の表面(23)との間に構成されるキャビティ(CA)に射出充填する。
(もっと読む)
複合シートの製造方法及び装置
【課題】運転開始直後から接合強度を高めて複合シートを製造できるほか、接合条件の変更を容易に行うことができる複合シートの製造方法を提供すること。
【解決手段】本発明は、シート2とシート3とが部分的に接合されて多数の接合部が形成されているとともに、シート2には接合部以外の部分に凸状部が形成されている複合シート1の製造方法に関する。周面部に凹凸部を有するロール11及びロール12を互いの凹部と凸部とが対向するように回転させながら両ロールの間にシート2を供給し、シート2をロール11の周面部に沿わせてそのまま吸引保持して搬送した後に、シート3をシート2に重ね合わせるように供給し、ロール11と複数の互いに温度が異なるヒートロール13〜15とで複数回両シートを部分的に接合する。
(もっと読む)
プラスチック中空板の製造方法および製造装置
【課題】 キャップシートとバックシートからなる二層品のキャップ上にライナーシートを融着させた、三層構成をもつプラスチック中空板の製造において、ライナーシートの表面の平滑性が改善された製品を与える製造技術を提供する。
【解決手段】 プラスチック材料として代表的にはポリプロピレンを使用し、ライナー加圧ロールに近接して多数の放電針を配置し、放電針が(+)でライナー加圧ロールが(−)となる高圧の直流電圧を印加して、放電針の先端とライナー加圧ロールの軸を結ぶ平面上を放電電流が通過する放電を行ない、この平面が、ライナーシートがライナー加圧ロールに接触する直線のわずか上方においてライナーシートを通過するようにして、ライナーシートをライナー加圧ロールに対して一直線上で密着させ急冷したのち、キャップに押圧することにより、ライナーシートとライナー加圧ロールとの間に空気が巻き込まれることを防いで貼り合わせを行なう。
(もっと読む)
プラスチック中空板の製造方法および製造装置
【課題】 キャップシートとバックシートからなる二層品のキャップ上にライナーシートを融着させた、三層構成をもつプラスチック中空板の製造において、ライナーシートとライナー加圧ロールとの間に空気が巻き込まれるのを防いで、ライナーシートの表面の平滑性が改善された製品を与える製造技術を提供する。
【解決手段】 ライナー加圧ロールと、熱可塑化状態のライナーシートとの間の空気を真空吸引して負圧状態に保つことにより、ライナーシートがライナー加圧ロールに向かって押しつけられて密着し、全面的に急冷されるように図る。具体的には、ライナー加圧ロールとライナーシートとが接触する直前の位置で開口するリップを有する空気吸引ノズルを配置するか、または、サクションロールを加工したライナー加圧ロールを使用する。
(もっと読む)
包装容器とその製造方法
【課題】簡単な方法により短時間で凹凸が形成された合成樹脂製の容器を形成可能な包装容器とその製造方法を提供する。
【解決手段】熱可塑性樹脂製の一枚のブランクシート16から一体的に打ち抜かれた箱体形成片から成り、箱体形成片には加熱したスタンプ版18を押圧して形成された凸部14を備える。スタンプ版18は、縦横に対称な複数の線状の形状であり、凸部14は、スタンプ版18に接触した部分の外側がブランクシート16に対して一定深さにくぼんだ側周面14aと、側周面14aの先端に連続し押圧面に対して略平行な端面14bから成る。
(もっと読む)
樹脂製容器の製造装置および方法
【課題】樹脂製容器の製造効率を高めることができる製造装置および方法を提供する。
【解決手段】成形シートBを成形する成形機2と、成形シートBを切断し個別の容器Cとする切断装置7と、容器Cを移送し他の容器Cに積み重ねる移送装置8とを備えた樹脂製容器の製造装置1。切断装置7および移送装置8をそれぞれ複数備え、成形シートBを複数の経路L1、L2で切断、移送できる。成形機2と切断装置7との間に、成形シートBを2つの複数の経路L1、L2に振り分ける振分け機構6が設けられている。
(もっと読む)
エンボスキャリアテープの製造方法及びその製造装置
【課題】成形工程において、樹脂シートが熱収縮することなく、またエアボックスの押し痕を残すことなく成形可能であり、更にエアリークを発生させることのないエンボスキャリアテープの製造方法及びその製造装置を提供する。
【解決手段】加熱軟化された樹脂シートに複数のポケットを成形するための凹部21を備えた成形金型13aと、前記凹部21と対向する開口部33から圧縮空気を吹き出すエアボックス13bとの間に前記樹脂シートを間欠的に送り込み、前記開口部33を閉塞するように前記成形金型13aと前記エアボックス13bとの間に前記樹脂シートを挟持して、前記圧縮空気により前記樹脂シートを前記凹部21に押し付けるエンボスキャリアテープの製造方法において、前記エアボックス13bにおける前記樹脂シートとの接触面が樹脂製である。
(もっと読む)
エンボスキャリアテープの製造方法及びその製造装置
【課題】成形工程において、樹脂シートが熱収縮することなく、またエアボックスの押し痕を残すことなく成形可能であり、更にエアリークを発生させることがないと共に、成形後の見栄えを均一化できるエンボスキャリアテープの製造方法及びその製造装置を提供する。
【解決手段】加熱軟化された樹脂シートに複数のポケットを成形するための凹部を備えた成形金型と、前記凹部と対向する開口部から圧縮空気を吹き出すエアボックスとの間に前記樹脂シートを間欠的に送り込み、前記開口部を閉塞するように前記成形金型と前記エアボックスとの間に前記樹脂シートを挟持して、前記圧縮空気により前記樹脂シートを前記凹部に押し付けるエンボスキャリアテープの製造方法において、前記エアボックスにおける前記樹脂シートとの接触面が樹脂製であり、前記開口部から前記成形金型の前記凹部に前記圧縮空気を吹き出す際に、各凹部に対応して個別に前記圧縮空気を吹き出す。
(もっと読む)
遮断性を有する分離可能に連結した容器を製造する方法
溝によって連結された少なくとも2つの容器を有するマルチパック容器アセンブリを形成する方法が提供される。その方法は、バリヤー層を有するシートを提供する工程と、そのシートを複数の容器を有するマルチパック容器アセンブリに熱成形する工程とを有する。各容器は突縁を備え、隣接する容器の突縁は弱化加工領域又は溝によって連結される。結果として生じた容器は低水分の、常温で長期保存可能な、そのまま喫食可能な食品に用いることができる。 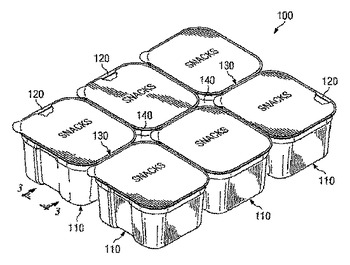 (もっと読む)
(もっと読む)
発泡複合品の製造方法と製造された発泡複合品
【課題】発泡樹脂成形品である基材1の一方の面が第1表皮シート2により被覆され、他方の面が第2表皮シート3により被覆されている発泡複合品Aにおいて、2枚の表皮シートの熱融着部を平坦面として取り扱いの不自由さをなくす。
【解決手段】真空成形法および/または圧空成形法により基材1の被覆した第1表皮シート2と第2表皮シート3の重なり合う領域2b,3bを第2表皮シート3b側から加熱して、両者を第1表皮シート2bの外面と第2表皮シート3bの内面との間で熱融着する。
(もっと読む)
車両用成形天井の製造方法
【課題】成形天井を成形した後に端材を不織布層にて表皮材から容易にはがすことができ、基材の端縁処理を簡単にすることで生産性を向上させる。
【解決手段】成形面が所要曲面に形成された成形型18,19に基材1を表皮材7とともにセットして加熱・加圧し該基材と表皮材とを接着させることにより成形天井20を製造する方法であって、基材と表皮材との間に成形後も該基材と表皮材とをはがれ易くする不織布層12を予め介在させ、成形天井の裏側から基材に切り込みを入れて該基材の端材1aのみを該不織布層にて表皮材からはがし、接着剤を該表皮材の端材をはがした部分に塗布し該表皮材を該基材の端縁に巻き込んで接着することで該端縁を該表皮材によって被覆する。
(もっと読む)
プレス加工機およびそれを用いたひだ付きカップ製造方法
【課題】 ひだ付きカップ側面が開くことなく、かつ溶融や詰まりを起こさずに効率よくひだ付きカップを製造できる方法と、その方法の実施に用いるプレス加工機とを提供する。
【解決手段】 図1に示す通り、本発明のプレス加工機は、雌型3の下方にひだ付きカップ半成形品保持部材9が取り付けられている。このプレス加工機を用いた製造方法では、ひだ付きカップ半成形品の保持数を前記従来技術と比較して多くできるため、その分プレス加工機内におけるひだ付きカップ半成形品保持時間を長くできる。結果として、押出部によりひだ付きカップ半成形品を雌型縦孔内で押さえつける時間が短くて済み、従来技術と比較してきわめて高い製造効率が得られる。また、ひだ付きカップ製造時の加熱温度を低めにしても効率よく製造することができるため、特に熱による溶融や変質を起こしやすい生分解性プラスチック製ひだ付きカップの製造に役立つ。
(もっと読む)
キャリアテープ及びその製造方法
【課題】適度な湿気を含んだ外気が空気孔を解して収容部の内部に流入することで静電気が滞留し難くなり電子部品の実装性の低下を防止できるキャリアテープの提供、及び、真空成形により収容部を精度良く形成しながら簡単に空気孔を形成することができるキャリアテープの製造方法の提供、並びに、簡単に凹状の収容部を形成しながら簡単に空気孔を形成することができるキャリアテープの製造方法の提供を目的とする。
【解決手段】本発明のキャリアテープ1は、電子部品3を収容する複数の凹状の収容部2が配列形成されたキャリアテープ1であって、収容部2の底部に形成された1乃至複数の空気孔6を備えた構成を有する。本発明のキャリアテープの製造方法は、加熱工程と収容部形成工程と空気孔形成工程とを備えた構成を有する。本発明のキャリアテープの製造方法は、貫通孔形成工程と貼着工程と空気孔形成工程とを備えた構成を有する。
(もっと読む)
1 - 19 / 19
[ Back to top ]