
Fターム[4F208MW23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 成形品の後処理、後加工 (371) | 機械的処理 (161) | 切断 (118)
Fターム[4F208MW23]に分類される特許
1 - 20 / 118
成形方法
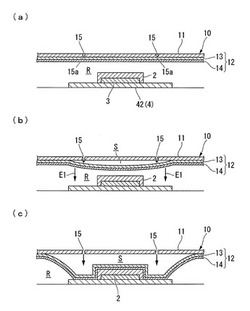
【課題】多層シートの機能層シートの表面を成形段階まで保護することで、成形品質を高めることができる。
【解決手段】最上層シート11と、これに剥離可能に積層された機能層シート12とを有する多層シート10において、最上層シート11の厚さ方向に延びる切込み部15を形成させた多層シート10を、シート層間が気密状態となるように支持させて基材2の上方に配置する工程と、最上層シート11の上側を圧空することで、最上層シート11および機能層シート12の間のシート隙間Sと、最上層シート11の上側との間を連通させ、圧空エアを切込み部15に通過させてシート隙間Sに流入させ、最上層シート11と機能層シート12とを剥離させる工程と、剥離した機能層シート11を基材2の表面に被覆させる工程と、を有する成形方法を提供する。
(もっと読む)
自動車用内装品表皮の製造方法

【課題】テアラインの位置精度を、テアライン加工後の検査を行なうことなく保証する。
【解決手段】自動車用内装品表皮の製造方法は、表皮中間体形成工程、表皮中間体装着工程及びテアライン加工工程を備える。表皮中間体形成工程では、表皮部32と、位置決め部39を有する余剰部33とを備える表皮中間体31を形成する。表皮中間体装着工程では、上記表皮中間体31を、位置決め部39において、治具に設けられた被位置決め部に対し係合させた状態で同治具に装着する。テアライン加工工程では、表皮中間体31における表皮部32の裏面にテアラインを加工する。さらに、上記表皮中間体形成工程で表皮中間体31を形成する際に、表皮部32の裏面であって、テアラインが加工される予定のテアライン加工予定部34の近傍にマークを形成するとともに、マークの位置を確認したうえで上記テアライン加工工程を実施する。
(もっと読む)
圧空成形用金型及び圧空成形方法
【課題】優れた外観や賦形性、強度、高い寸法精度を有する成形品の成形を可能とする圧空成形方法の実行に適した圧空成形用金型を提供する。
【解決手段】本発明の圧空成形用金型30は、下側に向かって突出した上型突出部42が外周部に設けられており、圧縮気体を導入する導入孔43を有する上型41、及び、上型突出部42に対向して、上側に向かって突出した下型突出部52が外周部に設けられた下型51から構成され、型締時、上型突出部42と下型突出部52とが圧空成形用材料を介して接し、上型41には上下動する上型可動コア部46が備えられており、下型51には上下動する下型可動コア部56が備えられており、下型可動コア部56の頂面57と対向する上型可動コア部46の底面47には、下型可動コア部56の外縁部と相似形のリング状の突起部48が設けられている。
(もっと読む)
車両用装飾成形品の製造方法
【課題】耐食性が優れる車両用装飾成形品の製造方法を提供する。
【解決手段】車両用装飾成形品1の製造方法は、装飾基材6を成形する第一成形工程と、装飾基材6の表面に有色フィルム5を被服するフィルム被服工程と、有色フィルム5が被服された装飾基材6を成形金型8内に配置し、有色フィルム5の端末部5a,5bを覆うように装飾基材6の裏面側に成形品本体4を射出成形にて成形する第二成形工程と、を有する。
(もっと読む)
成形装置および成形方法
【課題】トリミングを行う際の不都合を解消し、生産性を向上した成形装置および成形方法を提供する。
【解決手段】基台22上に設けられた基材治具60と、基材治具60上に保持された基材10に対して被覆された、接着層を有するシート4を基材10に接着する接着手段と、シート4を接着した基材10に対し、基材10を基材治具60から取り外すことなくその状態でシート4のトリミングを行うトリミング手段と、を備えた成形装置である。
(もっと読む)
真空成型方法及び真空成型品
【課題】
成型品の内側に突出する形でインサート部品を強固に一体成型することが可能な真空成型方法及び真空成型品を提供することにある。
【解決手段】
成形型である雌型のキャビティ面にインサート部品を載置又は固定し、雌型のキャビティの開口部に加熱軟化させた樹脂シートを配置し、雌型に穿設された脱気孔を介してキャビティ内の空気を吸引し、加熱軟化された樹脂シートをキャビティ面に密着させて真空成型を施すことにより、インサート部品が樹脂シートと一体的に成型されることを特徴とする。
(もっと読む)
フィルム加飾成形品の余剰フィルムトリミング方法およびその装置
【課題】成形品からはみ出している余剰フィルムを成形品の端部に沿って正確にかつ効率よくトリミングするフィルム加飾成形品の余剰フィルムトリミング方法とその方法を実施するための装置を提供する。
【解決手段】フィルム加飾成形品の余剰フィルムトリミング方法は、受治具30に載置された樹脂基材Aの表面に真空圧空成形により加飾フィルムBを貼着し、この加飾フィルムの製品部外周の余剰部分B2をトリミングするフィルム加飾成形品の余剰フィルムトリミング方法であって、樹脂基材Aは、外周縁が下方に向かって屈曲して裏面側が凹面形状の成形品であり、受治具は、この樹脂基材Aを載置する受型部31と受型部31に連続する基台部32との境界近傍に該境界の全周に亘って敷設された電熱線40を備え、この電熱線40に通電することで、貼着された加飾フィルムを樹脂基材Aの外周縁の下端部に沿って溶断することを特徴とする。
(もっと読む)
フィルム加飾部品
【課題】所定のABS成形基材と所定の表面硬度を所望する場合、フィルムの貯蔵弾性率が摂氏130℃で5MPa以上かつ30MPa以下とすることによって、寸法変化を抑えたフィルム加飾部品を提供することを目的とする。
【解決手段】真空成形または真空圧空成形により加飾される部品であり、部品本体を構成する厚み1.0mm以上かつ2.5mm以下のABS成形基材と、成形基材を覆う鉛筆硬度HBと同等以上に硬いフィルムと、成形基材とフィルムとの間に接着層とを有するフィルム加飾部品であって、フィルムの裾部は成形基材の意匠面に露出する構成とし、フィルムの貯蔵弾性率が摂氏130℃で5MPa以上かつ30MPa以下とした。
(もっと読む)
真空成形用成形型及び樹脂成形品
【課題】真空成形において熱可塑性樹脂シートと良好に接触させることができる真空成形用成形型を提供し、ひいては、樹脂成形品の製造効率を向上させること。
【解決手段】熱可塑性樹脂シートの真空成形に用いられ、前記熱可塑性樹脂シートに形成させる製品形状に対応した成形用凹部を有する真空成形用成形型であって、前記成形用凹部を包囲する溝部をさらに有し、該溝部は、製品外となる部分において前記熱可塑性樹脂シートに溝を形成させるべく備えられており、且つ前記真空成形において真空引き可能であることを特徴とする真空成形用成形型等を提供する。
(もっと読む)
熱成形装置、及び熱成形方法
【課題】ロールシートとカットシートを併用する。
【解決手段】加熱手段によりシートを輻射加熱する加熱部と、前記加熱部から前記シートの移送方向の下流側に配置されて前記輻射加熱されたシートを成形する成形部と、を有する熱成形装置であって、シートを前記加熱部から前記成形部に移送する移送手段と、前記加熱手段と前記シートとの間に設けられた遮蔽板と、前記遮蔽板に取り付けられ、該遮蔽板の下流側において輻射加熱されるシートを把持する第一の把持機構と、前記第一の把持機構から下流側であって前記成形部から上流側に設けられ、前記輻射加熱されるシートを把持する第二の把持機構と、を有する。
(もっと読む)
コアを用いた成形方法および成形装置
【課題】開口部を有する中空成形品にあって、開口部の内径を高精度に規制可能であるとともに、所望な大きさの中空部を実現可能な、コアを用いた成形方法および成形装置を提供する。
【解決手段】一対の金型の対応する金型との間に密閉空間を形成して、該密閉空間から空気を減圧することにより、一方の熱可塑性樹脂製シートを吸引して、対応するキャビティに沿って賦形することにより、開口部240、242の外径を規制する段階と、前記一対の分割金型を型締め位置まで移動させることにより、2枚の熱可塑性樹脂製シートそれぞれを対応するキャビティと前記コアの外表面との間で挟み込むことにより、前記開口部240、242の内径を規制する段階と、型開き位置まで型開きするとともに、形成した前記開口部240、242から前記コアを前記一対の分割金型の相対移動方向と交差する方向に引き抜く段階と、を有することを特徴とするコアを用いた成形方法。
(もっと読む)
圧空成形用金型、圧空成形方法、及び、成形品
【課題】優れた外観や強度、高い寸法精度を有する成形品の成形を可能とする圧空成形用金型を提供する。
【解決手段】圧空成形用金型30は、下側に向かって突出した上型突出部42が外周部に設けられており、圧縮気体を導入する導入孔43を有する上型41、及び、上型突出部42に対向して、上側に向かって突出した下型突出部52が外周部に設けられた下型51から構成され、型締時、上型突出部42と下型突出部52とが圧空成形用材料21を介して接する圧空成形用金型であって、下型51の底面53の中央部には凸部54が設けられており、上型41には、上下動する可動コア部61が備えられており、下型51の底面53と対向する可動コア部61の底面62には、下型51に設けられた凸部54の平面形状と相似形の内面を有するリング状の突出部63が設けられている。
(もっと読む)
樹脂成形品の製造方法
【課題】複数の層の樹脂による積層体の部分を含む樹脂成型品を製造する場合であっても、各層の樹脂の厚みを正確かつ容易に制御できる樹脂成型品の製造方法を提供する。
【解決手段】隣り合うように並べられた2つのTダイ28の押出スリット34それぞれから、シート状パリソンが単層で押し出され、この2枚の単層シート状パリソンが接着されて積層体を形成する。各シート状パリソンの厚みは、Tダイ28のスリットからの押出速度や、調整ローラ30の回転速度などにより精密に調整できるようになっている。このため、少なくとも2層の樹脂による積層体を成型する際にも、この積層体における各層の厚さを個別に、正確かつ容易に調整することができる。
(もっと読む)
立体型の飾り物が形成された人工ネイルの製造方法
【課題】立体型の飾り物が形成された人工ネイルの製造方法を提供する。
【解決手段】立体型の飾り物と文様とを含んだデザインをベース基材に形成するデザイン段階S10と、爪の形状が複数個形成された真空成形モールドに供給されたベース基材を吸着させる本体成形段階S20と、吸着されたベース基材をそれぞれの人工ネイルの形状に切断して人工ネイル本体を形成する切断段階S40と、を含み、デザイン段階S10は、ベース基材に文様を印刷する平板印刷段階と、文様の形成位置に文様の形状に光が透過されるように透明の立体型の飾り物を設ける立体型飾り物形成段階と、を含む。
(もっと読む)
成形品の製造方法
【課題】 熱成形用樹脂シートからなる成形品の製造方法に於いて、成形品打抜き後に発生するスケルトンを、無地のスケルトンとすることによりシートの原料としてリサイクルできるようにする。
【解決手段】 印刷シート10に成形品の印刷面11が多段多列の単位で多数形成されている。一段目と二段目との間の余白部分にはカラーコントロールマーク12が印刷面11と同一のピッチで印刷されている。打抜き機により印刷シート10を打抜くと、成形品13が打抜かれて除去され成形品孔15が形成されるとともに、カラーコントロールマーク12も打抜かれて除去されカラーコントロールマーク孔16が形成される。残ったスケルトン17は、印刷部分の全く無い無地となっている。
(もっと読む)
成形印刷物の製造方法
【課題】効率よく所望の形態を有する成形印刷物を製造する。
【解決手段】第1形態情報を含む図面を作成する図面作成工程と、作成された前記図面に基づいて、ワークに画像を形成する画像形成工程と、画像が形成された前記ワークを成形して成形印刷物を形成する成形工程と、形成された前記成形印刷物の第2形態情報を取得する形態情報取得工程と、前記第1形態情報と前記第2形態情報とを比較する比較工程と、比較した結果に基づいて、前記図面に含まれる前記第1形態情報を補正する図面補正工程と、を含み、画像形成工程では、補正された前記図面に基づいて、前記ワークに画像を形成する。
(もっと読む)
アクリル樹脂シートと織物状物を一体化した複合三次元成形物、並びにその製造方法
【課題】 現在、市場に於いてモバイル機器の筐体、自動車内装部材等の成形物に、プラスチックシートと織編み物等の織物状物を複合一体化して作成された複合シートを使用して作成された複合三次元成形物は商品化されていない。近年パソコン、携帯電話等のモバイル機器筐体、ドアートリム等の自動車内装部材に於いて外観デザインの多様化が顕著となり、当該企業間での同類製品の差別化ニーズが高まってきた。本発明はこのような市場ニーズに対応し、従来のプラスチック単体では表現出来なかった織編み物等の織物状物を使用した複合三次元成形物を提供する。
【解決手段】 メタクリル樹脂とアクリルゴムの混合ポリマーによる薄手の透明硬質アクリル樹脂シートを第一層にして、アクリルエマルジョン又は、ウレタン系エマルジョンをあらかじめ全体に含浸脱気加工した織物状物を第三層として、アクリル又はウレタン系又はEVA系の無溶剤タイプ熱可塑性接着剤を塗工し第二層として積層一体化した複合シートを作成し、インサート成形又はインモールド成形することにより、織物状物の質感を活かしながら従来のプラスチック製の製品と同様の取り扱い性、並びに品質、物性を有する複合三次元成形物の製品化を可能とする。さらには、ジャカード織物等の厚みのある複雑な織物状物を、エアーの混入を防ぎ、且つその質感を活かした複合三次元成形物を得るために、接着加工前に所定の樹脂含浸加工を施して複合シートを作成することを特徴とする。次いで、透明硬質アクリル樹脂シートの表面に成形可能なプレキュアーコートを施すことにより表面の耐アルコール性、耐擦傷性等の品質面の改良を行い、より実用性の高い複合三次元成形物を提供する。
(もっと読む)
表皮材付き製品の製造方法
【課題】簡単な装置によって、貫通孔の形成された表皮材付き製品を製造する方法を提案する。
【解決手段】出没可能な可動ピン13が嵌合した型10の上に基材2をセットすると共に、その基材2に形成された貫通孔4を可動ピン13に嵌合し、次いで加熱されて軟化した表皮材3を可動ピン13と基材2の上にセットし、その表皮材3の表面を圧縮空気によって加圧して、該表皮材3を基材2の表面に密着させて当該表皮材3を基材表面に接着すると共に、当該表皮材3を可動ピン13の表面に密着させ、次いで電熱線18を加熱させて表皮材3を切断し、しかる後、可動ピン13と、その可動ピン13に密着した表皮材部分103を下方に下げる。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
車両用衝撃エネルギー吸収体およびその成形方法
【課題】斜め方向の衝撃荷重に対しても十分な変形代を確保可能であるとともに、局所的なエネルギー吸収特性のバラツキを防止することが可能な樹脂製エネルギー吸収体を提供する。
【解決手段】平面部14内で、複数の第1突起体20と、第2突起体22とを有し、第1突起体20の各々は、それぞれ前記平面部14から立ち上がる、一対の傾斜立ち壁26と、立ち壁26の頂部同士を前記周壁12と略同じ高さで連結する頂壁28とを有し、前記一対の傾斜立ち壁26は、前記平面部14から前記頂壁28に向かって所定傾斜角度αで傾斜し、前記第2突起体22は、前記周壁12と前記傾斜立ち壁26とを連結するとともに、前記傾斜立ち壁26同士を連結し、前記複数の第1突起体20それぞれの根元部で連結し、前記平面部14の一方の板面または他方の板面19が、衝撃荷重の受け面を構成する、ことを特徴とする車両用樹脂製衝撃エネルギー吸収体10。
(もっと読む)
1 - 20 / 118
[ Back to top ]