
Fターム[4F209AA25]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 樹脂材料等(主成形材料) (2,599) | ポリエステル(←PET) (160) | ポリブチレンテレフタレート(PBT) (5)
Fターム[4F209AA25]に分類される特許
1 - 5 / 5
ポリエステルフィルムおよび積層ポリエステルフィルム
【課題】
透明性が必要な光学用フィルムにおいて、粒子添加を行わずにフィルム表面の粗さを特定の範囲とすることで、低ヘイズであり、フィルム表面のキズも少なく、かつ製膜工程及び加工工程での搬送性が良好なポリエステルフィルムを提供する。
【解決手段】
フィルムの片面の平均表面粗さが10〜30nmであり、内部ヘイズが0.2%以下であり、フィルム幅方向に対する角度が45°以内、長さが0.3μm以上および深さが0.5μm以上のキズが、フィルム1m2当たりに両面合わせて10個以下である、ポリエステルフィルム。
(もっと読む)
超疎水性ポリマー加工物
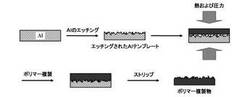
【課題】超疎水性ポリマー加工物を提供すること。
【解決手段】超疎水性ポリマー加工物を作製するための一方法により、超疎水性ポリマー加工物を迅速かつ容易に製造することができ、超疎水性表面はテンプレートを用いて繰り返しインプリントすることができ、ゆえに、大きな面積にわたる超疎水性ポリマー加工物の大量生産を経済的に行うことができる。
(もっと読む)
微細形状転写シートの製造方法及び製造装置

【課題】シート状基材表面にインプリントモールドの微細凹凸形状を賦形する微細形状転写シートの製造において、大面積のシートに賦形する場合においてもエアの噛み込みによる転写不良がなく、微細凹凸形状をシートの表面に精度良く高効率で製造できる方法及び装置を提供する。
【解決手段】微細凹凸形状の賦形面8aを有するインプリントモールド8と中間基材6との間にシート状基材5を設置し、一対の加圧板3、4により該インプリントモールド8と該中間基材6とを該シート状基材方向に加圧することにより、該シート状基材表面に微細凹凸形状を賦形する微細形状転写シートの製造方法及び装置であって、賦形面内に厚み変化を有するインプリントモールド8を用いることにより、該加圧板3、4の加圧力が最大となった時、該賦形面内において賦形圧力差及び最大賦形圧力部が存在し、かつ、賦形圧力が極小値を取る部位が存在しないように加圧する。
(もっと読む)
微細加工用二軸延伸積層フィルム、およびその製造方法、成形加工シートおよびその成形方法
【課題】高アスペクト比のパターンを大面積で容易に成形でき、且つ機械的強度に優れた微細加工用二軸延伸積層フィルム、および製法、成形加工シート、並びに成形方法を提供する。
【解決手段】本微細加工用二軸延伸積層フィルムは、成形層と支持層を含む2層以上の積層フィルムであって、該積層フィルムの少なくとも一方の最外層に成形層が積層されており、かつ、成形層の面配向係数が0.00以上0.10以下であり、かつ、支持層の該面配向係数が0.10以上0.18未満の範囲である。また、該成形加工シートは、かかる微細加工用二軸延伸積層フィルムの表面に凹凸形状を賦形したものである。また、本微細加工用二軸延伸積層フィルムの製造方法は、二軸延伸後に成形層を構成する樹脂の融解吸熱ピーク温度Tm1以上で、かつ、支持層を構成する樹脂の融解吸熱ピーク温度Tm2未満の温度で熱処理することを特徴とする。
(もっと読む)
孔版印刷用原紙
【課題】 孔版印刷用原紙において、原紙の取扱性の向上、コストの低減、印刷イメージの向上、製版時の溶融開口性の向上及び微小凹部形成時の加工性向上を図る。
【解決手段】孔版印刷用原紙1は、一方の面に多数の微小凹部2が形成された熱可塑性樹脂の第1フィルム部材3と、該第1フィルム部材3の他方の面に貼り合わされると共に第1フィルム部材3よりも薄く形成された熱可塑性樹脂の第2フィルム部材4と、から構成されている。両フィルム部材3、4は、融着又は接着により貼り合わされている。好ましくは、両フィルム部材3、4は延伸したフィルム部材であり、微小凹部2の底部5を形成する第2フィルム部材4の延伸率は、第1フィルム部材3の延伸率よりも大きいことが好ましい。また、第2フィルム部材4の融点は、第1フィルム部材3の融点よりも低いことが好ましい。
(もっと読む)
1 - 5 / 5
[ Back to top ]