
Fターム[4F209AA28]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 樹脂材料等(主成形材料) (2,599) | ポリカーボネート (109)
Fターム[4F209AA28]に分類される特許
1 - 20 / 109
光学部材の製造方法
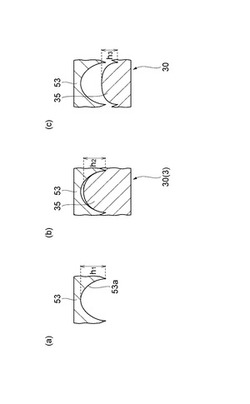
【課題】光学部材の凹凸形状をより簡易に決定するための光学部材の製造方法を提供すること。
【解決手段】転写型53の形状を異なる転写率(h3/h1)で転写することにより、互いに異なる凹凸形状を有する複数の光学部材試作品30を成形するステップと、複数の光学部材試作品30それぞれの光学特性を評価するステップと、光学特性に基づいて光学部材の凹凸形状を決定するステップと、光学部材試作品30を成形する際に使用される転写型53の形状を、決定された凹凸形状に対応する転写率で転写することにより、光学部材を成形するステップと、を含む、光学部材の製造方法。
(もっと読む)
溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法

【課題】転写性の向上を十分に図ることができる溶融押出成形賦形用のロールを提供する。
【解決手段】熱可塑性樹脂の溶融押出成形において使用される溶融押出成形賦形用のロール1は、内部に熱媒流路13が設けられたロール本体部10、及び、ロール本体部10の表面を覆う筒状部材20から成り、ロール本体部10は、40W/m・K以上、100W/m・K以下の熱伝導率を有する第1金属材料から製作されており、筒状部材20は、20W/m・K以下の熱伝導率を有する第2金属材料から作製されている。
(もっと読む)
樹脂シートの製造方法
【課題】金属ロールの表面から樹脂シートを適切に剥離可能な樹脂シートの製造方法及び表面からシートを適切に剥離可能な金属ロールを提供する。
【解決手段】この樹脂シートの製造方法は、加熱溶融状態の樹脂をダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、表面に厚さ0.5μm以下のめっき層を有する金属ロールの表面に連続樹脂シートを押し当てることによって連続樹脂シートを成形して樹脂シートを得る成形工程と、樹脂シートを金属ロールの表面から剥離する剥離工程とを含む。
(もっと読む)
溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法
【課題】中央部と端部で諸物性に出来る限り差異が無いシート成形品を押出成形法によって成形するための押出成形賦形用のロールを提供する。
【解決手段】金属製の押出成形賦形用のロール10は、内部に熱媒流路13が設けられ、熱可塑性樹脂の押出成形において使用され、ロール10は、内筒21、及び、内筒21を囲む外筒22から成り、内筒21の外面21Aと外筒22の内面22Aとに間に設けられた隙間23には、ロールの軸線に沿って螺旋状に延びる連続した隔壁23が設けられており、内筒21の外面21Aと外筒22の内面22Aと隔壁23によって熱媒流路13が構成されており、外筒22の肉厚は、ロールの端部11から所定の位置12を起点としてロール中央部に向う所定の領域まで、単調に減少している。
(もっと読む)
加飾合成樹脂シートの製造方法および当該製造方法によって製造された加飾合成樹脂シートを使用した合成樹脂成形品
【課題】合成樹脂シートにスタンパーをプレスすることにより微細な凹凸状ラインの集合体を転写する際に生じる合成樹脂シートの変形やそりを防止するとともに製造サイクルを短縮することができる、合成樹脂シートに装飾を転写する加飾合成樹脂シートの製造方法を提供すること
【解決手段】加飾合成樹脂シートの製造方法は、第1のガラス転移温度を有する第1の材料からなる第1のシート層1の上面に、第1のガラス転移温度より低い第2のガラス転移温度を有する第2の材料からなる第2のシート層2で形成された合成樹脂シート3を第2のガラス転移温度から第1のガラス転移温度までの間の温度に加温し、スタンパー5をプレスすることにより第2のシート層2に装飾を転写する工程を備える。
(もっと読む)
樹脂上に構造を形成するための方法及び装置
【課題】樹脂基材上に構造を形成するための方法を提供すること。
【解決手段】前記方法は、(a)一定の表面パターンを有するモールドを、光分解性アモルファスポリマー基材上に支持された紫外線(UV)硬化性樹脂基材に接触させるステップであって、前記一定の表面パターンが前記UV硬化性樹脂基材上に構造を形成するステップ;(b)UV放射に前記UV硬化性樹脂を曝すことによって、前記アモルファスポリマー基材上に支持された前記UV硬化性樹脂を硬化させるステップ;及び(c)前記硬化した樹脂を前記モールドから分離するステップを含む。本発明は、さらに、前記を行うための装置を提供する。
(もっと読む)
積層体およびその製造方法
【課題】本発明の課題は、波状の凹凸欠陥の発生が抑制された積層体を提供することである。
【解決手段】本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されてなり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満たす。前記マットフィルムと、前記保護フィルムとが、溶融共押出成形により積層されたものであるのが好ましい。
(もっと読む)
反射防止階層構造
【課題】本発明の目的は、反射防止階層構造を提供することにある。
【解決手段】生物模倣型反射防止階層構造、複合反射防止階層構造、および生物模倣型反射防止階層構造のパターンを含む反射防止面が提供される。反射防止階層構造は、一次構造の1つまたは複数のクラスタ、および各一次構造上に形成された複数の二次構造を含む。一次構造は、約2マイクロメートルの主寸法を有するマイクロメートル範囲の寸法を有する。各二次構造は、ピッチおよび高さが約300ナノメートルであるナノメートル範囲の寸法を有する。
(もっと読む)
パターンシートの製造方法及び製造装置
【課題】高い転写率を実現し、また、シートの両面に形成されたパターンの位置決めを高精度に行うことの可能なパターンシートの製造方法及び製造装置を提供する。
【解決手段】両面に所定形状のパターンが形成されたパターンシートを製造する方法は、押出成形機のTダイ13から押出シートを吐出する工程と、Tダイ13から吐出された押出シートを一対のロール15で挟圧するとともに、この押出シートの両面にパターンを形成し、パターンシート16に成形するパターンシート成形工程と、成形されたパターンシート16を搬送し断裁する工程とを備え、ロールの表面にはパターンシート16に形成されるパターンに対応するパターンが形成され、片面にパターンが形成された一対のラミネートシート14を押出シートの両面に挿入して一対のロール15により挟圧することで、このラミネートシート14を押出シートの両面にラミネートし、パターンシート16を製造する。
(もっと読む)
積層された両面導光板を有する光学シート
【課題】両面にマイクロパターンを有する光学シートを低コストで製造する。
【解決手段】両面にマイクロパターンを有する光学シートは、第1の加圧ローラー478aと第1のパターン形成ローラー480aとの間のニップに第1の樹脂450aを押出して、前記第1の層はパターン形成されていない面とパターン形成された面とを有し、前記パターン形成された面は第1のパターン形成ローラーから転写されたマイクロパターンを有し;第2の加圧ローラー478bと第2のパターン形成ローラー480bとの間のニップに第2の樹脂450bを押出して、前記第2の層はパターン形成されていない面とパターン形成された面とを有し、前記パターン形成された面は第2のパターン形成ローラーから転写されたマイクロパターンを有し;並びに前記第1の層と前記第2の層とをそれらのパターン形成されていない面で積層して形成する。
(もっと読む)
マイクロパターン形成されたキャリアを用いて製造された光学シート
【課題】最適な光利用効率、低い製造コスト、薄さおよび明るさを達成しながら、薄い導光板を実現する。
【解決手段】光を放射するためのマイクロパターン形成された出射面、および前記出射面の反対側のマイクロパターン形成された底面を有する光学シート300dであって、パターン形成ローラー480aとパターン形成されたキャリア膜474aとの間のニップに樹脂を押出して、パターン形成ローラー温度T1およびニップ圧力P1で光学シートを形成し、前記光学シートは第1のパターン252形成された面と第2のパターン254形成された面とを有し、前記第1のパターン形成された面はパターン形成ローラーから転写されたマイクロパターンを有し、かつ前記第2のパターン形成された面はパターン形成されたキャリア膜から転写されたマイクロパターンを有し;並びに前記光学シートから前記パターン形成されたキャリア膜を剥ぎ取る;ことを含む工程で製造される。
(もっと読む)
多層シート
【課題】本発明の目的は、透明性、耐熱性、耐衝撃性に優れ、かつ表面硬度、耐溶剤性、耐候性等も良好であり、かつ熱曲げ加工性も良好な多層シートを提供することにある。
【解決手段】本発明は、ポリカーボネート樹脂およびポリエステル系熱可塑性エラストマーを含む層(A層)並びにアクリル系樹脂を含む層(B層)を有し、A層の少なくとも一方の面にB層が積層され、その総厚みが0.2mmを超え2mm以下の範囲にある多層シートである。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】 シートの表面平滑性および厚さ均一性を保持しつつ、樹脂シートの表面に転写型を精度よく転写することができる表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】 樹脂を加熱溶融状態でダイ58から押し出して樹脂シート53を作製し、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送する。この工程において、中間ロール64に凹版転写型69を装着し、上ロール63と中間ロール64とのギャップAの1.1倍以下の高さhを有するメルトバンク73を、ギャップAの入口に形成する。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】転写型の溝部の先端にまで樹脂を良好に入り込ませることができ、光学設計により最適化された転写型の形状を、樹脂シートとして良好に再現することが可能な表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】樹脂を加熱溶融状態でダイ58から押し出して樹脂シート53を作製し、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送し、搬送された樹脂シート53を中間ロール64と下ロール65とで挟み込む。この工程において、下ロール65に、曲率半径が100μm以下の底面を有する凹溝70を有する凹版転写型69を装着し、中間ロール64と下ロール65とで挟み込む際に、下ロール65の表面温度T(R3)を、樹脂のTgに対して、Tg−10℃≦T(R3)に保持しながら、凹版転写型69を樹脂シート53に転写する。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】 樹脂シートの表面に転写型を精度よく転写することができる表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】 樹脂を加熱溶融状態でダイ58から押し出して樹脂シート53を作製し、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送し、搬送された樹脂シート53を中間ロール64と下ロール65とで挟み込む。この工程において、下ロール65に凹版転写型69を装着し、中間ロール64と下ロール65とのギャップBを、上ロール63と中間ロール64とのギャップAよりも狭くする。そして、中間ロール64と下ロール65とで挟み込む際に、凹版転写型69を樹脂シート53に転写する。
(もっと読む)
熱可塑性樹脂シートの製造装置および製造方法、熱可塑性樹脂シートを備えた面光源装置および表示装置
【課題】高い賦形率で熱可塑性樹脂シートを製造する製造装置を提供する。
【解決手段】製造装置10は、熱可塑性樹脂からなるシート原反12を供給する供給ダイ11と、供給ダイ11の下方に設けられ、エンボスパターンが表面に形成された成型ロール13と、成型ロール13との間でシート原反12を挟圧部14において挟圧する挟圧機構15と、を備えている。また挟圧部14の上流側近傍には、温度制御機構25が設けられている。この温度制御機構25により、成型ロール13の表面13a上の第1境界部B1と、挟圧部14と、シート原反12の成型ロール13側の表面12a上の第2境界部B2と、を含む挟圧部直前領域20の雰囲気温度が、熱可塑性樹脂のガラス転移点よりも高い温度に制御される。
(もっと読む)
光学シートの製造方法
【課題】 本発明は、表面に直線状の配列パターンの精度に優れた光学シートの製造方法を提供する。
【解決手段】 本発明の光学シートの製造方法は、押出機1から押出される溶融状態の熱可塑性樹脂シートAを成形ロール2と冷却ロール3との間に送り込んでこれらの両ロール2、3により挟圧して冷却しながら、上記熱可塑性樹脂シートAの一面に直線状の配列パターンを形成した後、上記熱可塑性樹脂シートAを上記成形ロール2の周面温度に載せた状態で搬送し、上記成形ロール2の後方に配設されたアニールロール4に供給してアニーリング処理を施す光学シートの製造方法であって、上記成形ロール2と上記アニールロール4との間の上記熱可塑性樹脂シートAの張力がシート断面積1cm2当り150〜250Nであることを特徴とする。
(もっと読む)
貫通孔を有する微細構造成形体の製造方法及び微細構造成形体素材
【課題】針状、円錐あるいは台形状等種々の形状の貫通孔を明けることができ、形状・寸法精度に優れた高品質の貫通孔を有する微細構造成形体を製造する方法及びその方法により製造される微細構造成形体素材を提供する。
【解決手段】本発明に係る貫通孔を有する微細構造成形体を製造する製造方法は、溶融状態の熱可塑性樹脂に貫通孔を明け、これを冷却し固化させることにより微細な貫通孔を含む微細構造成形体を製造する製造方法であって、微細構造成形体となる樹脂溶融体54、分離層55及び付加樹脂溶融体58の三層構造を形成させた状態で貫通孔を明けることにより実施される。
(もっと読む)
低反射導電性表面を有する材料およびその製造方法
【課題】容易に所望の表面形態に形成され、所望の反射防止特性を有する導電性表面、更には光透過可能な低反射導電性表面を有する材料と、その製造方法を提供する。
【解決手段】モールドを用いて形成された、反射防止特性を備えた凹凸パターンを有する表面上に、透明な導電性材料からなる透明導電性薄膜が形成されていることを特徴とする低反射導電性表面を有する材料、およびその製造方法。
(もっと読む)
微細な凹凸形状を有する熱可塑性樹脂シートの製造方法、光学シート。
【課題】液晶フラットパネルディスプレイの光源ユニット部材において、高輝度で高輝度均整度を達成するために必須となる、微細で高度な寸法精度が求められる凹凸形状に賦型された光学シートの製造方法の提供。
【解決手段】熱可塑性樹脂を押出機のダイより連続的に溶融状態のシート状に押出し、第1ロール2と第2ロール3間で圧延した後、第3ロール4により表面に複数の微細な凹凸形状を賦型する凹凸パターン付熱可塑性樹脂シートの製造方法において、第1ロール、第2ロール、第3ロールの温度を、該熱可塑性樹脂のガラス転移温度(Tg)に対し、各々、Tg−50℃〜Tg+20℃、Tg+20℃〜Tg+60℃、Tg+30℃〜Tg+70℃に設定し、かつ、第2ロールの周速度V2とし、第3ロールの周速度V3としたとき、周速度V3を周速度V2の93%〜100%とする。
(もっと読む)
1 - 20 / 109
[ Back to top ]