
Fターム[4F209AG08]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 管状体(←配管パイプ) (150)
Fターム[4F209AG08]の下位に属するFターム
異形管(←非円形断面) (3)
波形管(←ひだ付き管) (11)
有節管 (1)
曲り管 (28)
Fターム[4F209AG08]に分類される特許
1 - 20 / 107
樹脂管の拡径用治具
【課題】配管継手に接続される樹脂管の端部を適切な長さで拡径することができる樹脂管の拡径用治具を提供する。
【解決手段】各恵与治具30は、樹脂管11の端部11aに挿入されることで、当該端部11aを拡径する拡径部86を有し、樹脂管11の端部11aに対する拡径部86の適正挿入量の最小限位置を示す第1指示部94aを備えている。また、第1指示部94aは、拡径部86の径方向外側に配置され、当該拡径部86との間に樹脂管11の端部11aを挿入させる隙間90を形成している。
(もっと読む)
ポリウレタン系ポリマーを用いた長期薬物輸送装置の製造
【課題】ある長期間一定の割合で、生物学的に活性な化合物を輸送するための薬物輸送装置の提供。
【解決手段】1)容器を有し、前記容器は、2)少なくとも1つの活性成分と、任意で3)少なくとも1つの薬学的に許容な担体とから構成され、ポリウレタン系ポリマーで覆われている容器。ポリウレタン系ポリマーとしては好ましくは、熱可塑性ポリウレタンと熱硬化性ポリウレタンから選択され、それらは更に好ましくは、マクロジアル(macrodials)、ジイソシアン酸塩、二官能鎖エキステンダー(difunctional chain extenders)、又はそれらの混合物から作られる。
(もっと読む)
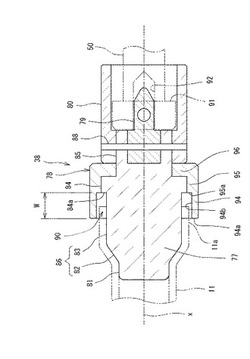
樹脂管の加工装置

【課題】使用者の作業負担を軽減し、作業効率を向上させることができる樹脂管の加工装置を提供する。
【解決手段】樹脂管11の加工装置10は、樹脂管11を保持する管保持機構35と、管保持機構35によって保持された樹脂管11の端部に軸方向に挿入されることで当該端部を拡径する拡径治具38と、拡径治具38を樹脂管11の端部に挿入させるため、人手による操作で拡径治具38を樹脂管11の端部に向けて軸方向に推進させる推進機構37と、拡径治具38を樹脂管11の端部に挿入した状態で拡径治具38の位置を固定する固定機構65と、を備える。
(もっと読む)
樹脂管の加工装置
【課題】操作性の悪化等を招くことなく大きな推進力で治具を推進させ、樹脂管の端部を適切に加工することができる樹脂管の加工装置を提供する。
【解決手段】加工装置10は、樹脂管11を保持する管保持機構35と、管保持機構35によって保持された樹脂管11の端部に軸方向に挿入されることで当該端部を拡径する拡径治具38と、拡径治具38を樹脂管11の端部に向けて軸方向に推進させる推進機構37と、を備えており、推進機構37は、人手による操作力を増幅して拡径治具38を推進させるための推進力に変換する第1増幅部52と、第1増幅部52よりも高い増幅率で人手による操作力を増幅して推進力に変換する第2増幅部53と、を備える。
(もっと読む)
樹脂製連結チューブの製造方法、および樹脂製連結チューブ
【課題】樹脂チューブの開口端部同士を連結させた樹脂製連結チューブの製造技術に関し、接合強度を向上させ、もって製品品質を向上させ得る樹脂製連結チューブの製造方法、および樹脂製連結チューブを提供する。
【解決手段】樹脂製連結チューブの製造方法は、第1の樹脂チューブ20の開口端部21に第1のフランジ23を形成し、第2の樹脂チューブ50の開口端部51に第2のフランジ53を形成するフランジ形成工程と、第1の樹脂チューブの第1のフランジと第2の樹脂チューブの第2のフランジとを突き合わせた状態で第1と第2のフランジ同士を溶着させて溶着部60を形成する溶着工程とを含む。
(もっと読む)
マスク製造方法
【課題】 従来数ナノメートル線幅を有するマスクを作る金型を、電子線露光法にて製作していたが、電子ビームのゆれのため製作が困難で又その検査も難しかった。又マスク自体をレジスト膜としては使用できなかった。
【解決手段】 拡大した金型を電子線露光法で製作し、高分子化合物の溶液を塗布し凍結して拡大した金型より剥離し、凍結乾燥した後溶液を再度含ませ、溶液が凍らない温度で乾燥する方法により乾燥縮小したマスクを製作する。
(もっと読む)
樹脂管材の管端矯正機
【課題】構造が簡単で現場への持ち運びが容易であり、人力によって手軽に管端の矯正ができる樹脂管材の管端矯正機を提供する。
【解決手段】ベースプレート12の上面に起立配置した一対の支柱13間の途中に溝形の受けロール14を取付け、前記支柱13の上端部に上下の起伏揺動が可能となるよう取付けた揺動アーム15の途中に溝形の押さえロール16を前記受けロール14と並列する水平状態の配置で取付け、前記支柱13の上端部に対する揺動アーム15の枢止点を、前記受けロール14の軸心を通る垂直線に対してベースプレート12の前側寄りに位置させた。
(もっと読む)
導管及びその製造方法
【課題】公衆及び医療専門家に有効な選択肢を与える導管、特に呼吸回路の枝管を提供すること、このような導管の製造方法を提供すること。
【解決手段】本発明の導管を連続的に製造する方法は、薄いプラスチックの犠牲層17をオーバーラップするパターンで、導管を回転させ且つ前進させるフォーマ1の周りにつける工程と、オーバーラップしている層を互いに接合しながら、フォーマ上で犠牲層を覆って導管6を形成する工程と、接合後に犠牲層を導管の内側から除去する工程と、を備えていることを特徴とする。
(もっと読む)
補強材付き帯状部材の巻き癖矯正装置および更生管の製管方法
【課題】剛性の大きな補強材付き帯状部材を用いて更生管を製管する際、輸送用ドラムから繰り出された補強材付き帯状部材の巻き癖を連続的に矯正する。
【解決手段】両側縁部に接合部が形成され、長手方向に連続する補強材が設けられた補強材付き帯状部材100を輸送用ドラムDから繰り出し、隣接する接合部同士を接合して更生管を製管するのに先立って補強材付き帯状部材の巻き癖を巻き癖矯正装置10によって矯正する。巻き癖矯正装置10は、マンホールM1に臨んで支持され、補強材付き帯状部材が挿通可能な直線状または略直線状の貫通路が形成されたガイドレーン11と、ガイドレーン11の入口側および出口側にそれぞれ回転自在に設けられた送りローラ12と、送りローラ12を回転駆動させるモータとから構成され、ガイドレーン11の貫通路に導いた補強材付き帯状部材を挟み込んで送り出し、略直線状に塑性変形させる。
(もっと読む)
ゴムシート貼付装置及びゴムシート貼付方法
【課題】精度よく、かつ層間のエア溜まりの発生を抑制しながら短時間でゴムシートを成形ドラムに貼り付け可能なゴムシートの貼付装置を提供することを目的とする。
【解決手段】ゴムシート3を搬送するコンベア2と、コンベア2によって搬送されたゴムシート3を巻き付ける成形ドラム4と、コンベア2及び成形ドラム4を相対的に離接させる離接機構8と、コンベア2、成形ドラム4及び離接機構8の駆動を制御する制御部とを備え、制御部は、離接機構8を駆動させて、コンベア2上のゴムシート3の先端を、成形ドラム4とコンベア2との間に挟み込み、その状態でコンベア2及び成形ドラム4を同時に駆動させるとともに、成形ドラムの回転周速度の方がコンベアの搬送速度よりも速くなるように制御することで、コンベア2上に載置されたゴムシート3を成形ドラム4に貼付するようにしたことを特徴とする。
(もっと読む)
油圧ホースおよびその製造方法
【課題】スパイラル補強層相互の層間の薄肉化を図れ、ホースの構造体としての強度を高める上で極めて有利となり、しかも、耐熱性に優れる油圧ホースを提供すること。
【解決手段】内面ゴム層形成用のチューブ30の上に最も内側のスパイラル補強層形成用の帯状部材20Aから最も外側のスパイラル補強層形成用の帯状部材20Dまで螺旋の向きを逆にして螺旋状に巻き付けられ、その上に外面ゴム層形成用のチューブ32が被せられ、かつ、最も内側のスパイラル補強層形成用の帯状部材20Aは、ゴム部2202をチューブ30に向けてチューブ30の上に巻き付けられる。このような状態でチューブ30、32と共に加硫されることで、内面ゴム層12、複数のスパイラル補強層14A、14B、14C、14D、外面ゴム層16からなる油圧ホース10が形成されている。
(もっと読む)
熱可塑性積層物の連続成形
細長い熱可塑性複合部材(20)は、連続的な成形工程によって製造される。あらかじめ圧密された熱可塑性積層物は、その融解レイアップより低い温度まで加熱することにより軟化され、複数のセットのツールダイを介して、実質的に連続して供給される。ツールダイは、マンドレル上で軟化した積層物の部分を漸進的に成形し、閉断面を有する形状に積層物を形成する。 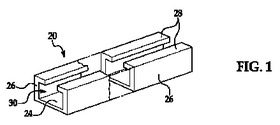 (もっと読む)
(もっと読む)
更生管の管口拡管装置および管口拡管装置を用いた更生管の管口拡管方法
【課題】マンホールの構造などに関係なく、更生管の管口を確実に拡管させる。
【解決手段】径大位置と径小位置との間を変位可能な複数個のグリップバー26を備えた固定ユニット2と、固定ユニット2に対して着脱自在に装着され、更生管の管口を拡径する拡径部33aを有するとともに、ヒーター35を介して加熱可能な拡管金型31を備えた拡管治具3とから管口拡管装置1が構成される。そして、更生管の内部に径大位置のグリップバー26を介して固定された固定ユニット2に拡管金型31を装着するとともに、加熱した拡管金型31を更生管の管口に押し付けて管口rを拡径部33aに対応する形状に拡管させる。
(もっと読む)
樹脂チューブの高速曲げに用いる3次元曲げ型
【課題】曲げ装置の動力機構として作用するヘッド機構を曲げの軌道溝を彫った曲げ型に倣わせて水平方向に移動させるとき、「1軸、又は2軸に力を加える」だけで直管状の合成樹脂チューブを3次元曲げができる曲げ型。
【解決手段】チューブの手前側の端末(以下、前端末という)を、X,Y,Zの各軸による直交座標の原点を加工基準点にし、そのチューブの前端末から向こう側の端末(以下、後端末という)までの間で、当該チューブの3次元曲げ軌道の変位が、曲げ部を含む複数点がそのチューブの曲げ設計値を損うことなく、3次元曲げされるチューブの姿勢(座標)変換を行い、変換された曲げ形態を垂直方向から彫り込んだ溝(以下、軌道溝1という)を備え、該軌道溝の底から等距離で水平な面を軌跡とする上面(以下、上面倣い部2という)と、当該軌道溝の中心から等距離の垂直面(以下、両サイド倣い部3という)を備えた3次元曲げ型G。
(もっと読む)
樹脂チューブの拡管部形成方法
【課題】拡管時に曲がったり拡管後の金型が離型しずらくなく、拡管寸法の安定性が良好な樹脂チューブの拡管部形成方法を提供する。
【解決手段】樹脂チューブ1の拡管部形成方法において、内部に流路2aを有し一端が密閉された流体ノズル2に、所定間隔を有して一対の周状突出部3,3を形成すると共に、これらの周状突出部3,3間に前記流路2aと通じる開孔4を設け、この流体ノズル2を前記樹脂チューブ1に挿入して加圧空間5を形成する一方、内側の拡管空間7を形成する内面が拡管部に一致して形成された割り型6a,6bを、前記樹脂チューブ1の加圧空間5外周に装着して、前記樹脂チューブ1を加熱する一方、前記割り型6a,6bに密着力を負荷し、流体ノズル2の流路2aから前記加圧空間5に加圧流体を導入して、前記樹脂チューブ1に拡管部1aを形成する。
(もっと読む)
長尺状装飾品の製造装置及び長尺状装飾品の製造方法
【課題】管状雄型連結具を端部に備えて成る長尺状装飾品を容易かつ一挙に製造することのできる長尺状装飾品の製造装置及びその製造方法を提供すること。
【解決手段】長尺体の端部に管状弾性部材及び接続部材からなる管状雄型連結具を備えた長尺状装飾品の製造装置であって、管体12と、管体12から突出する外径変化部15を有する中軸体11と、管状弾性部材を管体12に外装する押進部材20と、管状弾性部材の変位を規制する規制面19を有する規制部材10と、接続部材を保持する保持軸体13と、管体12、中軸体11及び保持軸体13を独立に前後進させる移動手段40とを備えて成る長尺状装飾品の製造装置、並びに、管体12に外装された管状弾性部材の内部に管体12を介して長尺体及び接続部材を互いに相対向するように配置した後にこの状態を維持したまま管体12を抜脱する前記長尺状装飾品の製造方法。
(もっと読む)
ターンアップ装置
【課題】筒型ゴムシートの折り返し部分のダブつきやエア入り不良を防止することのできるターンアップ装置の提供。
【解決手段】ドラム12の外周側に筒型ゴムシート2を保持する。ドラム12の端部にシート端部2a及びビード3を保持するビードロック部13を設ける。ビードロック部13の保持するシート端部2aを広げて折り返すターンアップローラ14を設ける。シート端部2aをターンアップローラ14に押し付ける押付ローラ16を設ける。押付ローラ16をドラム12の中心軸方向に移動自在とする。押付ローラ16をターンアップローラ14側に付勢する。ターンアップローラ14と押付ローラ16とでシート端部2aを挟んで保持する。シート端部2aが十分に折り返されるまで広がった状態を維持する。
(もっと読む)
筒状フィルムの製造装置
【課題】フィルムを偏平状に折り畳む際に折り重なり部でのフィルム両端面の筒状フィルムでの内外を自由に切り替えることができ、且つ折り幅を高精度に保つことができる製造装置を提供すること。
【解決手段】平板状フィルム10を折り畳む際、フィルム両端面が重なり合う前に重なり部切替ローラ4によってフィルム両端面をそれぞれ支持し、その支持を外す順序によって筒状フィルム11における重なり部1dの端面の上下関係を容易に切り替えることができる。また、重なり部切替ローラ4によってフィルム端面を反り返らせることで、フィルムに擦り傷を発生させたり、フィルム反の継ぎ目を引っ掛かけてフィルムを破断させたりすることを防止できる。
さらに、筒状フィルムの表裏を挟み込むようにして折り目の位置ずれを防止する折り幅維持ローラ6によって、折り幅Aを高精度に保つ。
(もっと読む)
発泡材付きパイプの製造方法
【課題】才断時に発泡材の収縮が少ない発泡材付きパイプを従来よりも効率的に製造する。
【解決手段】架橋ポリエチレン発泡材14パイプ12の外周表面に添わせて円形に絞り、ライナー22を架橋ポリエチレン発泡材14の外周表面に添わせながら架橋ポリエチレン発泡材14で覆われたパイプ12をダイス16より引き抜く。ダイス16と架橋ポリエチレン発泡材14との間の摩擦係数をμ0、ダイス16とナイロンシートとの間の摩擦係数をμ1、架橋ポリエチレン発泡材14とナイロンシートとの間の摩擦係数をμ2、架橋ポリエチレン発泡材14と滑り抑制層28との間の摩擦係数をμ3としたときに、μ0>μ1、μ2<μ3、μ3>μ1を満足するように各々の部材の材質を選択することで、引き抜きの際に架橋ポリエチレン発泡材14の伸びが抑えられ、才断時の発泡材の収縮が抑えられる。
(もっと読む)
繊維強化樹脂管継手の製造方法
【課題】下地処理を施すことなく繊維強化樹脂管継手の外周面の塗装の剥がれを可及的に防止する。
【解決手段】光重合開始剤を含む重合性樹脂組成物を含浸させた強化繊維束を型に巻き付けるとともに、巻き取った強化繊維束に光を照射して強化繊維束に含浸された重合性樹脂組成物を硬化させ、繊維強化樹脂管継手1を成形する。次いで、繊維強化樹脂管継手1を脱型した後、繊維強化樹脂管継手1の外周面を僅かに研磨し、あるいは、僅かな凹凸を形成することにより、繊維強化樹脂管継手1の外周面を粗面加工する。そして、粗面加工された繊維強化樹脂管継手1の外周面を下水管などの本管と同色に塗装する。
(もっと読む)
1 - 20 / 107
[ Back to top ]