
Fターム[4F209AG24]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 部分(細部) (474) | 端部(上下部、頭底部、前後部) (110) | フランジ部を有するもの (6)
Fターム[4F209AG24]に分類される特許
1 - 6 / 6
形状が整った縁部を有するフランジを備えた構造部材及びその製造方法
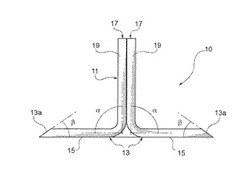
【課題】形状が整った縁部を有するフランジを備えた構造部材を提供する。
【解決手段】構造部材10は、樹脂基材の中に埋め込まれた繊維材料の集合された層で構成され、積層された位置関係で配置された複数の前記層によって形成された少なくとも1つの積層部材17を備えている。構造部材10の積層部材17は、該積層部材17の基部19に対して所定の内角αで曲がるフランジ13を形成する形態に折り曲げられている。フランジ13の縁部13aは、積層部材17の凹形状側に傾斜面を形成している。該傾斜面において、積層部材17の凹形状側に近接したフランジ13の層は、該層の端部が、積層部材17の凸形状側に配置されたフランジ13の面15と実質的に同一レベルとなる形態で積層部材17の凸形状側に配置されたフランジ13の層に向かって折り曲げられている。
(もっと読む)
二軸延伸プラスチックからなる包装用成型品

【課題】二軸延伸プラスチックからなる平面視が種々の形状の包装用成型品について、その開口縁をカールさせて縁巻き部を形成するのを可能にする。
【解決手段】包装用成型品を、本体の開口縁にフランジ14を有するプレ成型品pから作製する。プレ成型品pを製造装置20の下型21の上面にはめ込む。上型22を下降させて押さえ筒22aでフランジ14を挟みつける。下型21のクーラ21dによりプレ成型品pの本体を冷却しつつ、フランジ14の製造装置20からはみ出た部分をブロワ23の熱風により加熱する。フランジ14は熱収縮して上向きにカールし縁巻き部が形成される。熱源となるブロワ23がフランジ14に非接触であるため、平面視が非円形のプレ成型品pについても、その全周を縁巻き部とすることが可能である。
(もっと読む)
カール成形装置およびカール成形方法
【課題】紙製もしくは樹脂製のカップ上端開口部周縁にトップカールを成形する際、座屈やシワ等の発生がなく、トップカールの成形を行うことが可能となり、かつ、潤滑剤の使用によるカップ内部への潤滑剤残留等の問題を解決することのできるカール成形装置およびカール成形方法を提供する。
【解決手段】胴部と底部が結合されているカップの上端開口部周縁23をカール成形用の成形金型に施されている曲面状の溝部に沿って外側にガイドさせながら巻き込むことによりトップカールを成形するトップカール成形装置において、トップカール成形前のカール成形の機械適正を向上させるための潤滑剤塗布の工程において、液体で供給された潤滑剤12を霧化する霧化装置17を備え、この霧化装置により霧化された潤滑剤をノズル装置21に供給し、このノズル装置から噴霧された霧化潤滑剤をカップ内側面のトップカール成形部に付着させる。
(もっと読む)
折曲成形装置
【課題】繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置において、折曲成形に伴う積層体の積層間剥離を抑える。
【解決手段】本折曲成形装置1は、積層体16の側部を支持するサイドブロック19がリフター上部13の上面に搭載され、リフター上部がヒンジ15により上面を水平から外側を下げるように傾動自在に、かつ、バネ14により上面を水平に戻すように弾性支持され、成形凸型3、両サイドブロック及びこれらの上に載置された積層体をバギングフィルム6で覆って密閉空間1bに閉じ込めて真空吸引可能にされる。真空度の上昇に伴うバギングフィルムからの加圧により、リフター上部がサイドブロックとともに外側を下げるように傾動し、真空を保持しつつリフターを下降させることによって、サイドブロックが成形凸型の傾斜面及びリフター上部の傾斜した上面に案内させて斜め下方向に移動する。
(もっと読む)
不正開封表示密閉器上の停止フランジを反転させるための装置及び方法
不正開封表示密閉器、特に、不正開封表示密閉器の不正開封バンド上の停止フランジを反転させる装置及び方法を提供する。成形時の軸線方向外側に向いた位置から使用のための軸線方向内側に向いた位置に不正開封表示密閉器(12)上の停止フランジ(74)を反転させるための装置は、成形時の停止フランジが支持基部から離間してそこから離れる方向に向くように密閉器を支持するための支持基部(20)を含む。台座(28)は、支持基部から離間した位置で支持基部によって移動可能に担持されている。位置決めリング(40)は、台座によって担持され、かつ台座と共に移動可能であり、支持基部によって担持された密閉器上の停止フランジに係合し、停止フランジを半径方向内側に曲げる。反転リング(64)は、位置決めリングを通って移動し、位置決めリングによって半径方向内側に曲げられた停止フランジに係合してそれを反転させる。 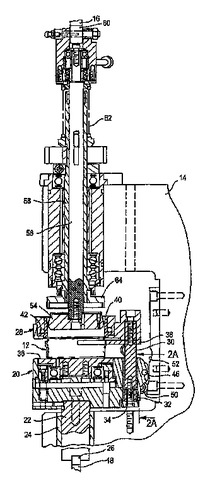 (もっと読む)
(もっと読む)
チューブにフレア端部を形成するための方法及び装置
フレキシブルなチューブにフレア端部を形成する方法に於いて、前記フレキシブルチューブの端部を、融点近傍の温度に加熱し、前記フレキシブルチューブの前記加熱された端部を、フレア成形部を備えたフレア成形ダイ中に挿入し、前記フレキシブルチューブの前記端部内にマンドレルを突入させ、前記フレキシブルチューブの前記端部にフレア端部を圧力成形する。 (もっと読む)
1 - 6 / 6
[ Back to top ]