
Fターム[4F209AG28]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 部分(細部) (474) | リブ又は突起を有するもの(←凹部、孔) (80)
Fターム[4F209AG28]に分類される特許
1 - 20 / 80
絶縁性基板の製造方法及び多層積層板の製造方法
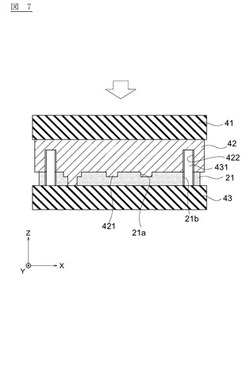
【課題】絶縁性基板の生産性を向上させることが可能な絶縁性基板の製造方法を提供する。
【解決手段】絶縁性基板の製造方法は、凹状パターン21aを有する絶縁性基板21の製造方法であり、相互に接近又は離反可能なステージ41,43と、ステージ41に取り付けられ、凸状パターン421を有するインプリントモールド42と、ステージ43に取り付けられたガイドピン431と、を準備する工程と、絶縁性基板21に形成された貫通孔21bにガイドピン431を挿入する工程と、ステージ41,43を相互に接近させて、インプリントモールド42に形成されたガイド穴422に、ガイドピン431を挿入する工程と、インプリントモールド42とステージ43との間に絶縁性基板21を挟み込んで、絶縁性基板21に凹状パターン21aを形成すると共に、ガイドピン431の先端をガイド穴422の底面に当接させる工程と、を備えている。
(もっと読む)
精密に折畳まれた高強度の耐疲労性構造部及びそのための薄板を設計及び製造する技術

【課題】薄板材の設計及び精密折畳み、及びそれからの構造部の製造の技術を提供する。
【解決手段】精密折畳み、高強度、耐疲労性構造部及びそのための薄板を設計及び製造する方法。この技術は、曲げ線(45,245,345,445,543)に沿った薄板材(41,241,341,441,541)の精密曲げの方法を含み、スリット又は溝(43,243,343,443,542)のような曲げストラップ形成構造部で形成された薄板材を開示する。この方法は、曲げ線(45,245,345,445,543)に沿って曲げる時に薄板(41,241,341,441,541)の精密曲げを生成するために、軸線方向に間隔を置いた関係で薄板材を通って縦方向に延びるスリット又は溝(43,243,343,443,542)を設計する段階、及び、次にそれを別々に形成する段階を含む。曲げストラップは、その強度及び耐疲労性を増す構成及び配向を有する。
(もっと読む)
エンボス加工シート、エンボス型、エンボス装置、加工装置、エンボス加工シートの製造方法。
【課題】エンボス加工時における荷重を低減することによりエンボス加工シートの生産効率を改善する。
【解決手段】エンボス加工シート20は、エンボス加工によってシート状の基材80に絵柄95を形成してなる。エンボス加工シート20には、絵柄95の外輪郭に沿って線状に延びる溝85が形成されている、エンボス加工シート。
(もっと読む)
インモールド用ラベル及びその製造方法
【課題】不必要なブリスターを効果的に排除することにより、インモールド用ラベルを物品の表面に密着させることができる。
【解決手段】インモールド用ラベルが特定物品に結合された場合には、インモールド用ラベル表面に交互かつ連続的に配列された複数の突起マイクロ構造により、多方向の排気ルートが形成される。
(もっと読む)
インプリント装置およびデバイス製造方法
【課題】 インプリント装置に備えられた各種装置とパターン面Pとの距離が離れているため、基板ステージ14が移動する距離が長くなり、装置のスループットに影響を与える。
【解決手段】 本発明のインプリント装置は、パターンと、該パターンの外側の領域にある孔部及び切り欠き部の少なくとも一方とを有する型により、基板上のインプリント材を成形して前記基板上にパターンを形成するインプリント装置であって、保持された型の前記孔部及び切り欠き部の少なくとも一方を介して前記インプリント材を前記基板上に供給する供給機構を有することを特徴とする。
(もっと読む)
気泡シート製造装置用のプラグ、及びその製造方法
【課題】気泡シートに良好な視認性を有する識別表示を押印する気泡シート製造装置用のプラグ、及びその製造方法を提供する。
【解決手段】周面に複数のキャビティが形成された成形ロールに供給され、キャビティにおいてキャビティ形状に対応する突起が真空成形されるキャップフィルムと、キャップフィルムに接合され、前記突起内の空気を封止するバックフィルムと、を備える気泡シートを製造する気泡シート製造装置において、キャビティの底面に連通するキャビティより小径の吸引孔を通気可能に塞ぐプラグ1Aであって、キャビティの底面となるプラグ上面に、真空成形時の吸引力によって所定の識別表示をキャップフィルムの突起頂面に凹設及び/又は凸設成形する印章部2を備え、印章部2は、所定の金属粉末をレーザ照射により焼結させた金属焼結層によって形成された構成としてある。
(もっと読む)
高撥水構造の形成方法
【課題】撥水剤の塗布や混練することなく、かつ特殊な加工設備・金型を必要とせず、簡単な工程で加硫ゴムの表面に高撥水構造を形成する方法を提供する。
【解決手段】ゴムの加硫成形工程において、メッシュシート2の構造をゴム組成物3の表面へ転写し、加硫ゴム表面に高撥水構造を形成する。メッシュシートのメッシュ数が150〜508メッシュである。メッシュシートのオープニングが20〜120μmである。メッシュシートのオープニングエリアが20〜50%である。
(もっと読む)
貫通孔を有する微細構造成形体の製造方法及び微細構造成形体素材
【課題】針状、円錐あるいは台形状等種々の形状の貫通孔を明けることができ、形状・寸法精度に優れた高品質の貫通孔を有する微細構造成形体を製造する方法及びその方法により製造される微細構造成形体素材を提供する。
【解決手段】本発明に係る貫通孔を有する微細構造成形体を製造する製造方法は、溶融状態の熱可塑性樹脂に貫通孔を明け、これを冷却し固化させることにより微細な貫通孔を含む微細構造成形体を製造する製造方法であって、微細構造成形体となる樹脂溶融体54、分離層55及び付加樹脂溶融体58の三層構造を形成させた状態で貫通孔を明けることにより実施される。
(もっと読む)
エンボスキャリアテープ及びその製造方法ならびに包装部品巻回体
【課題】部品収納部へ部品を容易に収納できると共に、部品収納部での部品の収納状態を安定化できるエンボスキャリアテープ及びその製造方法ならびに包装部品巻回体を提供する。
【解決手段】長尺状の樹脂製の基材シート2の一方の面に開口する凹形状の部品収納部10が、基材シート2の他方の面に膨出して設けられたエンボスキャリアテープ1において、前記基材シート2の前記他方の面には、任意の部品収納部10の外周縁11に、前記任意の部品収納部10を挟んで一対の第一の溝部20が形成され、前記第一の溝部20は、その深さが前記基材シート2の厚みより小さく、前記基材シート1の幅方向に延びることよりなる。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】樹脂シートの転写ロールへのトラレ現象を抑制し、樹脂シートの表面に凹凸形状を高い転写率で転写できる表面形状転写樹脂シートの製造方法を提供する。
【解決手段】本発明の製造方法は、樹脂を加熱溶融状態でダイ8から連続的に押し出して連続樹脂シート2を得る押し出し工程と、連続樹脂シート2を第一押圧ロール11と第二押圧ロール12とで挟み込む第一押圧工程と、第一押圧工程の後に、連続樹脂シートを第二押圧ロール12に密着させた状態で搬送する第一搬送工程とを含み、第二押圧ロール12は、その表面に転写型22を備え、該転写型22は複数の凹溝を有し、第一搬送工程において、搬送中の連続樹脂シートにおける第二押圧ロール12に密着している領域の少なくとも一部を冷却することを特徴とする。
(もっと読む)
回転加工装置
【課題】帯状体に施される複数の加工を正確に位置合わせする。
【解決手段】回転加工装置20は、複数の加工ロールRP1,RP2と、これら加工ロールに対面配置された単一のアンビルロールRAと、これら加工ロールの上流側及び下流側においてアンビルロールにそれぞれ対面配置された上流側のニップロールRNU及び下流側のニップロールRNDと、を備える。帯状体Wが上流側のニップロールとアンビルロールとの間を通り、次いで加工ロールとアンビルロールとの間を順次通った後に、下流側のニップロールとアンビルロールとの間を通るように搬送され、それによって帯状体が加工ロールによりそれぞれ加工される。
(もっと読む)
微細凹凸構造体及びその製造方法
【課題】低い反射率及び優れた撥水性の少なくともいずれかを備えた微細凹凸構造体及び該微細凹凸構造体の製造方法の提供。
【解決手段】ポリマー溶液塗布膜形成工程と、水滴形成工程と、凹部形成工程と、前記複数の凹部に接着剤を介して第2の基板を貼り付け、該第2の基板を剥がして前記複数の凹部の少なくとも表面部分を厚み方向に剥離し、第2の基板上に複数の第1の突起構造体を形成する第1の突起構造体形成工程と、複数の第1の突起構造体をマスクとして前記第2の基板のエッチングを行う第2の基板エッチング工程とを含む微細凹凸構造体の製造方法である。
(もっと読む)
ノルボルネン系透明樹脂シートの加工方法およびこれにより得られるノルボルネン系透明樹脂シート
【課題】 本発明は、光学材料用途に有用な厚みが300〜2000μmのノルボルネン系透明樹脂シートの加工用法およびノルボルネン系透明樹脂シートを提供することを課題とする。
【解決手段】
本発明者は、上記従来技術に鑑みて鋭意研究したところ、波長が20μm以下であり、レーザー発振媒質が二酸化炭素であるレーザー照射により加工することにより、厚みが300〜2000μmのノルボルネン系透明樹脂シートを加工後の外観が良好で、加工面に発泡による変形等がなく加工することができる方法を見出し、本発明を完成するに至った。
(もっと読む)
脱気密着可能なシート
【課題】シートを剥がしたあと貼着していた面に接着剤が残らず、貼着の時にはエアが噛まないものとすることである。
【解決手段】接着剤を使用せず対象物に脱気密着可能なシート(1)であって、前記シートの少なくとも脱気密着面(2)には通気溝(3)が設けられている。前記通気溝(3)は、エンボス加工によって成形されるものであり、前記通気溝(3)の溝深さ(30)は30μm〜100μmであり、前記通気溝(3)の溝幅(31)は50μm〜120μmである。
(もっと読む)
成形品及びその製造方法
【課題】導電材料層を含む基材に折れ曲がり部が設けられている成形品を安価に製造し得る成形品の製造方法を提供する。
【解決手段】成形品の製造方法は、(a)透明なプラスチック材料から成る基材11の表面に、針状の導電材料が分散した溶液を用いた成膜法に基づき、針状の導電材料が無秩序に堆積して成る導電材料層(一次元導電材料のネットワークから成る導電材料層)12を形成した後、(b)導電材料層12を含む基材の部分に折れ曲がり部13を設ける工程から成る。
(もっと読む)
摩擦転写成形法
【課題】本発明は、高い加工効率及び材料利用率を有し、且つ複雑な形状を成形することができる摩擦転写成形法を提供することを目的とする。
【解決手段】本発明に係る摩擦転写成形法は、工具を提供するステップと、凹部が開設された表面を有する金型を提供するステップと、部材を提供して、前記部材を前記金型の凹部が開設された表面に設置するステップと、前記工具を前記部材に押し込み、前記工具を回転させながら前記凹部の開設方向に沿って移動し、前記部材の材料を局部的に摩擦することによって、前記金型の凹部内に前記部材と一体に成形される凸部を形成するステップと、を備える。
(もっと読む)
プリーツ要素に成形された領域を含む弾性様挙動を有する可撓性バッグの製造方法
【課題】フィルムから可撓性バッグを製造する際に生じる1つの問題は、過度のブロッキング特性を示す場合に生じる。高速で連続ウェブから可撓性バッグを作成するプロセス及び装置。
【解決手段】弾性様挙動を有する可撓性バッグ10の形成方法。シート材料の一部分がシート材料の別の部分に重なり合うシート材料52が導入される。ひずみ可能な網状組織は、複数の第1領域64及び複数の第2領域66を包含する。第1領域64は実質的に変形されず、第2領域66は、分離可能なプリーツ要素に成形される。シート材料の重なり合った部分は、分離手段を用いて引き離されて、分離手段の上に乗った状態で、重なり合った部分が分離され互いに引き離される。分離手段は、エアナイフ、静的開口バー、動的開口バー、又は吸引手段、或いはそれらのいかなる組み合わせである。
(もっと読む)
樹脂シートの微細貫通孔成形方法及び微細構造転写成形装置
【課題】針状、円錐あるいは台形状等種々の形状の貫通孔を明けることができ、バリや穴底の丸まりや形状不良がほとんど無く、形状・寸法精度に優れ、大面積にわたり均一な性状の微細孔を有する樹脂シートを製造する方法を提案する。
【解決手段】本発明に係る樹脂シートの微細貫通孔成形方法は、微細突起を有する加熱されたスタンパ上に樹脂シートを供給する段階と、前記樹脂シート上に溶融樹脂媒体を供給する段階と、前記溶融樹脂媒体を介して軟化した前記樹脂シートを押圧し、前記微細突起によりその樹脂シートを穿孔する段階と、前記溶融樹脂媒体及び前記樹脂シートを押圧しつつ冷却する段階と、固化した前記溶融樹脂媒体及び前記加工された樹脂シートを前記スタンパから剥離する段階と、前記加工された樹脂シートと前記固化した溶融樹脂媒体とを剥離する段階と、を有している。
(もっと読む)
樹脂製発泡シート、樹脂製発泡シートの製造方法および収納ケース
【課題】樹脂製発泡シートにおいて、製函機や封緘機による製函または封緘を容易に実行可能とし、生産効率を高めて製造コストを削減する。
【解決手段】シート本体2に折り曲げ部4が設けられ、折り曲げ部4には、シート本体2の融点以下の温度で形成された一対以上の第1のけい線13、13が互いに平行に設けられている。これら第1のけい線13、13の間には、シート本体2の融点以下の温度で形成された1本以上の第2のけい線15が第1のけい線13より深く設けられている。一対以上の第1のけい線13、13の間に第2のけい線15が深く設けられているので、シート本体2を折り曲げ部4で折り曲げたときの反発力を逃がすことができる。また、シート本体2の所定箇所を加熱溶融しなくても、第1および第2のけい線13、15を形成して折り曲げ部4を設けることができる。そのため、樹脂製発泡シート1の生産効率を高め、製造コストを削減できる。
(もっと読む)
合成樹脂製シートの製造装置および製造方法
【課題】多数の突起部が形成された合成樹脂製シートの突起部表面に文字等の識別情報を設ける場合に、識別情報の安定性およびリサイクル性を向上させる。
【解決手段】外周面に突起部に対応する凹部220が形成され、凹部220の底部に配置された蓋部材に設けられた吸引口から空気を吸引可能に構成された成形ロール22に、融点以上となっている第1シート11を供給し、吸引口から空気を吸引して、成形ロール22の外周面上で第1シート11に突起部を形成する。蓋部材の表面には、視認可能な識別情報が形成されており、第1シート11を吸引する際に、蓋部材221の表面に第1シート11が押し付けられ、蓋部材221に形成された識別情報が第1シート11に転写される。
(もっと読む)
1 - 20 / 80
[ Back to top ]