
Fターム[4F209NA13]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 曲げ、直線化成形、管端部の成形の区分 (319) | 曲げ及び接合 (35)
Fターム[4F209NA13]に分類される特許
1 - 20 / 35
ウレタン基材を含む積層成形品における端末処理方法
【課題】ウレタン基材を含む積層成形品における端末処理方法において、端材を発生させることなく、工程数を短縮化することで加工コストを低減させる。
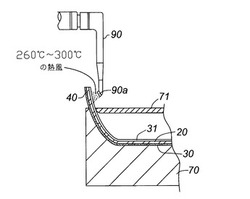
【解決手段】成形天井10は、半硬質ウレタン21の両面にガラス繊維マット22を積層したウレタン基材20の表面に表皮30、裏面に裏面不織布31を積層一体化して構成されており、サンルーフ用開口11周縁部の巻き込み条片40の端末処理方法としては、半硬質ウレタン21の溶融温度(200〜300℃)に着目し、裏面不織布31の融点とラップする最適温度域(ポリエステル繊維不織布の場合260〜300℃)の熱風を巻き込み条片40の裏面に吹き付け、半硬質ウレタン21を軟化させるとともに、裏面不織布31を溶融させ、その後、巻き込みユニット80における巻き込み駒81の動作により巻き込み条片40の巻き込み処理を行なう。
(もっと読む)
形状が整った縁部を有するフランジを備えた構造部材及びその製造方法

【課題】形状が整った縁部を有するフランジを備えた構造部材を提供する。
【解決手段】構造部材10は、樹脂基材の中に埋め込まれた繊維材料の集合された層で構成され、積層された位置関係で配置された複数の前記層によって形成された少なくとも1つの積層部材17を備えている。構造部材10の積層部材17は、該積層部材17の基部19に対して所定の内角αで曲がるフランジ13を形成する形態に折り曲げられている。フランジ13の縁部13aは、積層部材17の凹形状側に傾斜面を形成している。該傾斜面において、積層部材17の凹形状側に近接したフランジ13の層は、該層の端部が、積層部材17の凸形状側に配置されたフランジ13の面15と実質的に同一レベルとなる形態で積層部材17の凸形状側に配置されたフランジ13の層に向かって折り曲げられている。
(もっと読む)
熱可塑性積層物の連続成形
細長い熱可塑性複合部材(20)は、連続的な成形工程によって製造される。あらかじめ圧密された熱可塑性積層物は、その融解レイアップより低い温度まで加熱することにより軟化され、複数のセットのツールダイを介して、実質的に連続して供給される。ツールダイは、マンドレル上で軟化した積層物の部分を漸進的に成形し、閉断面を有する形状に積層物を形成する。 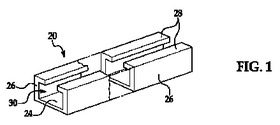 (もっと読む)
(もっと読む)
合成樹脂成形品の表皮接合方法および表皮接合装置
【課題】芯材の開孔周縁部に表皮の折り返し端部を簡単に超音波融着することができる合成樹脂成形品の表皮接合方法および表皮接合装置の提供を図る。
【解決手段】芯材6の表皮7に設定された折り返し部7Aは、治具11上にセットされた該芯材6の他側面側で複数の可動分割コマ14を芯材6の開孔4Aの径外方向に移動させることにより、各押え片16により開孔4Aの径外方向に折り返されると共に、各押え片16と開孔4Aの周縁部とにより押圧されて折り返し方向に延伸して固定され、この状態で折り返し端部が芯材6の他側面に超音波融着される。
(もっと読む)
筒状フィルムの製造装置
【課題】フィルムを偏平状に折り畳む際に折り重なり部でのフィルム両端面の筒状フィルムでの内外を自由に切り替えることができ、且つ折り幅を高精度に保つことができる製造装置を提供すること。
【解決手段】平板状フィルム10を折り畳む際、フィルム両端面が重なり合う前に重なり部切替ローラ4によってフィルム両端面をそれぞれ支持し、その支持を外す順序によって筒状フィルム11における重なり部1dの端面の上下関係を容易に切り替えることができる。また、重なり部切替ローラ4によってフィルム端面を反り返らせることで、フィルムに擦り傷を発生させたり、フィルム反の継ぎ目を引っ掛かけてフィルムを破断させたりすることを防止できる。
さらに、筒状フィルムの表裏を挟み込むようにして折り目の位置ずれを防止する折り幅維持ローラ6によって、折り幅Aを高精度に保つ。
(もっと読む)
プラスチックダンボールシートのシール加工方法
【課題】安全で、かつ安価、高速でプラスチックダンボールシートの開放側端部をシール加工する。
【解決手段】プラスチックダンボールシート開放側端部6に超音波ホーンを当接し、超音波ホーンの超音波振動により、該シート開放側端部の上面と下面を溶着するプラスチックダンボールシート開放側端部のシール加工方法。
(もっと読む)
発泡材付きパイプの製造方法
【課題】才断時に発泡材の収縮が少ない発泡材付きパイプを従来よりも効率的に製造する。
【解決手段】架橋ポリエチレン発泡材14パイプ12の外周表面に添わせて円形に絞り、ライナー22を架橋ポリエチレン発泡材14の外周表面に添わせながら架橋ポリエチレン発泡材14で覆われたパイプ12をダイス16より引き抜く。ダイス16と架橋ポリエチレン発泡材14との間の摩擦係数をμ0、ダイス16とナイロンシートとの間の摩擦係数をμ1、架橋ポリエチレン発泡材14とナイロンシートとの間の摩擦係数をμ2、架橋ポリエチレン発泡材14と滑り抑制層28との間の摩擦係数をμ3としたときに、μ0>μ1、μ2<μ3、μ3>μ1を満足するように各々の部材の材質を選択することで、引き抜きの際に架橋ポリエチレン発泡材14の伸びが抑えられ、才断時の発泡材の収縮が抑えられる。
(もっと読む)
フィルムカーリング装置、これを含むフィルム接合装置、及びこれを利用したフィルムの接合方法
【課題】容器に積層されたフィルムを見栄えよく且つ頑強に容器に接合させ、自動連続的にフィルムの接合工程を行うことができるフィルムカーリング装置、これを含むフィルム接合装置、及びこれを利用したフィルムの接合方法を提供する。
【解決手段】本発明によるフィルムカーリング装置は、対象体に積層されたフィルムが上記対象体の端部を取り囲むようにカールするフィルムカーリング装置であって、前記対象体とかみ合いながら前記対象体を移動させる搬送部、及び上記搬送部と所定の間隔をあけて離間配置され、前記搬送部によって移動する前記対象体を案内するカーリングレールを含む。ここで、上記カーリングレールには、前記対象体の端部が挿入され前記フィルムがカールされるようにするガイド溝が形成される。
(もっと読む)
湾曲された熱可塑性複合材料の形成プロセス
【課題】直線の材料積層体またはスプールから、湾曲した熱可塑性複合部品を形成する製造方法を提供する。
【解決手段】プロセスは、所定の長さの直線状の熱可塑性材料を供給する工程802、直線状の熱可塑性材料を選択された断面形状へ予備成形する工程804、予備成形した熱可塑性材料に熱および圧力を加える加圧工程806、加圧された熱可塑性材料を湾曲部に通過させることによって任意の所望の長さおよび曲率半径にする湾曲工程808からなる。
(もっと読む)
溶接によりチューブを製造する方法
本発明は、フレキシブルなプラスチックの管状の本体を製造するための積層板の溶接方法に関するものであって、溶接方法が、溶接棒を囲んで積層板を成形する段階と、溶接される前記積層板の両端部を加熱する段階と、前記両端部を一体に圧縮し、そして一部分を冷却する段階と、溶接部分を広げるように、溶接部分を変形する段階と、前記溶接部分を冷却する段階と、を含んでいる。 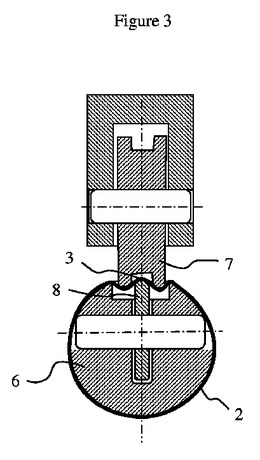 (もっと読む)
(もっと読む)
筒状保温材、保温材付きパイプ、筒状保温材の製造方法、及び保温材付きパイプの製造方法
【課題】生産性を低下させることなく、保温材による保温性能を向上させる。
【解決手段】保温材付きパイプ10は、樹脂製のパイプ12の外周面12Aに積層された第一発泡材14、第二発泡材16、第三発泡材18で被覆された構成とされている。よって、第一発泡材14、第二発泡材16、第三発泡材18の三層分の層厚となる(全体(合計)の層厚が厚くなる)。一方、各第一発泡材14、第二発泡材16、第三発泡材18の単体の層厚自体は薄くできるので(厚くならないので)、各第一発泡材14、第二発泡材16、第三発泡材18単体の反発力を小さくできる(大きくならない)。よって、第一発泡材14、第二発泡材16、第三発泡材18の端部14A,16A,18A同士の接合強度を高くする必要がない。したがって、生産性を低下させることなく、保温性能が向上される。
(もっと読む)
シュリンクラベルの製袋方法
【課題】本発明は、フィルムを筒状に貼り合わせるためにエージングの必要のないレーザー溶接技術を適用するに際して、レーザー光線を当てながらその照射箇所におけるフィルムの接合部をしっかりと接し合わせながらシュリンクフィルムを製袋しうる方法を提供する。
【解決手段】本発明に係るシュリンクラベルの製袋方法は、シュリンクフィルム1の厚さとほぼ同じ高さの段差3を有する柱状部材2に、シュリンクフィルムを、その一辺5aが段差に引っ掛かった状態で巻きつけ、段差の低面6側に配置されたシュリンクフィルムの一辺側の表面に、段差の高面7側に配置された他辺側5bの裏面を接面させるフィルム巻きつけ工程と、合わせ目8の領域9にレーザー光線10を照射し、合わせ目の方向18に沿って走査して合わせ目にて熱融着させることによってシュリンクラベルに製袋する熱融着工程と、を有する。
(もっと読む)
端面封止中空構造板の製造方法
【課題】プラスチック段ボールや気泡ボードなどの、中空部分を有する熱可塑性樹脂製の中空構造板の端面を封止するにあたって、高い密閉性を実現しつつ、端面をフラットな面とし、かつ、高い作業精度を必要とせずに、端面封止中空構造板を製造する。
【解決手段】中空構造板21の封止する端面21cに、別途用意した、前記端面21cを覆うことができる大きさの、中空構造板21と同一の熱可塑性樹脂製である端面封止板22の一方の平板面22aを当て、この端面封止板22の他方の平板面22bにヒートバー24を当てて、端面封止板22とともに前記端面21cを加熱して軟化させて、封止する端面21cに前記端面封止板22の樹脂を押し込んで接着させることで前記端面を封止する
(もっと読む)
中空合成樹脂板を用いた函体およびその製造方法
【課題】 この発明は、通称、プラスチックダンボールといわれる中空合成樹脂板を用いた函体およびその製造方法に関する。
【解決手段】第1ブランクまたは第2ブランクのいずれか一方に、所定の幅に設定されて函体成形時に縦方向と横方向に伸びる第1熱溶着代と第2熱溶着代とを形成すると共に両者の交叉する個所に切欠を設けてなり、上記第1熱溶着代とこれと直交する壁面および第2溶着代とこれと直交する壁面を表面側から溶融して一対の第1および第2溶融片となし、該一対の第1および第2溶融片の一方を他方に折り重ねて一体に溶着してなることを特徴とする。
(もっと読む)
合成樹脂製複層板及びその製造方法
【課題】少なくとも長さ方向一端が封止されて鋸屑等が中空部に侵入せず、好ましくは、長さ方向両端が封止されて鋸屑等の侵入防止、結露防止、断熱作用を発揮できる合成樹脂製複層板とその製造方法を提供することにある。
【解決手段】表面シート1と裏面シート2を複数のリブ3で連結した中空部を有する合成樹脂製複層板P1であって、表面シート1の端縁部1aと裏面シート2の端縁部2aを互いに接近する方向に鈍角に折り曲げて接合し、中空部の開口端を封止した複層板P1とする。中空部の封止により、鋸屑等の侵入防止、結露防止、断熱作用を発揮させる。下部がV形断面形状を有する上側熱圧着具と上部が逆V形断面形状を有する下側熱圧着具とで複層原料板を上下から熱圧着し、熱圧着と同時に複層原料板を熱圧着箇所で溶断するか、熱圧着後に熱圧着箇所を切断して、合成樹脂製複層板P1を製造する。
(もっと読む)
合成樹脂製複層板及びその製造方法
【課題】少なくとも長さ方向一端が封止されて鋸屑等が中空部に侵入せず、好ましくは、長さ方向両端が封止されて鋸屑等の侵入防止、結露防止、断熱作用を発揮できる合成樹脂複層板とその製造方法を提供することにある。
【解決手段】表面シート1と裏面シート2を複数のリブ3で連結した中空部を有する合成樹脂製複層板P1であって、表面シート1の端縁部1aを裏面シート2に接近する方向に鈍角に折り曲げて裏面シート2の端部に接合し、中空部の開口端を封止した複層板P1とする。中空部の封止により、鋸屑等の侵入防止、結露防止、断熱作用を発揮させる。下部がV形断面形状を有する熱圧着具で上側から複層原料板を熱圧着し、熱圧着と同に複層原料板を熱圧着箇所で溶断するか、熱圧着後に熱圧着箇所を切断して、合成樹脂製複層板P1を製造する。
(もっと読む)
端面封止中空構造板の製造方法
【課題】熱可塑性樹脂製の中空構造板の端面を封止して水や塵、埃の浸入を防ぎ、端面をフラットな端面とした端面封止中空構造板を容易に製造する。
【解決手段】中空構造板21の端面21cに、樹脂を軟化可能な温度であるヒートバー22の平面を当てて加熱することにより(a,b)、端面21cの近傍を変形可能な強度に軟化させ(b)、前記端面に対して圧力を掛けて圧縮変形させて、端面に露出するライナ21a間の空間を封止させ(c)、定規23で表面を整えつつ冷却して端面を平らにし(d)、変形により生じる盛上部を切刃で切除して(e)、端面封止中空構造板を得る(f)。
(もっと読む)
樹脂積層プレカットブランクを折り曲げ接合する装置
【課題】樹脂積層プレカットブランク、特に飲料用PE積層板紙容器を折り曲げ接合するための改良された装置を提供する。
【解決手段】樹脂積層プレカットブランク、特に飲料用PE積層板紙容器を折り曲げ接合する装置であり、その装置には、プレカットブランクの樹脂積層を選択的に剥離する剥離ステーション、ブランクに折り目線を作る折り目加工ステーション、ブランク上の樹脂積層を選択的に加熱する加熱ステーション、折り目線のまわりでブランクを折り曲げる折り曲げ加工ステーション、折り曲げられたブランクを加圧接合する加圧ステーション、およびこれらのステーションを通ってブランクを搬送する搬送手段が含まれる。加熱ステーション18には、火炎43が燃焼チャンバから出ることができるように一連の火炎開口部が横長燃焼チャンバ36の頂部に設けられている該横長燃焼チャンバと、液体冷却システム46、48とを有するバーナ34が含まれている。
(もっと読む)
積層板および積層板の端末処理方法
【課題】端部の見栄えを向上させるとともに形状自由度を向上させることのできる積層板および積層板の端末処理方法を得る。
【解決手段】積層板20の製造方法は、一対の板状部材3,4を縦壁部2bを介して積層した熱可塑性樹脂製の積層素材1の周縁部1aを加熱軟化させる第1の工程と、前記周縁部1aを加熱軟化させた積層素材1を一対の割金型17で挟持して型締めすることで、前記一対の板状部材3,4をそれぞれ他方の板状部材4,3に向けて押圧し、前記一対の板状部材3,4同士を接触させて溶着する第2の工程と、前記加熱軟化した周縁部1aに空気を注入することで前記積層素材1の周縁部1aを膨出させて前記一対の割金型17の内面に密着させる第3の工程と、前記割金型17をさらに押圧することで前記積層素材1から積層板20を型抜きする第4の工程と、を有している。
(もっと読む)
積層板および積層板の端末処理方法
【課題】端部の見栄えを向上させるとともに形状自由度を向上させることのできる積層板および積層板の端末処理方法を得る。
【解決手段】積層板19の製造方法は、一対の板状部材3,4を縦壁部2bを介して積層した熱可塑性樹脂製の積層素材1を、当該積層素材1の周縁部1aが露出するように支持部材9で支持し、前記周縁部1aに熱風を吹き付けて当該周縁部1aを加熱軟化させる第1の工程と、前記加熱軟化させた周縁部1aに抜き型17の切断刃17aを押し当てて前記一対の板状部材3,4同士を接触させて溶着するとともに当該周縁部1aに針ノズル25を挿入して圧縮空気を吹込み当該周縁部1aを膨化した後に、前記積層素材1から積層板19を型抜きする第2の工程と、を有している。
(もっと読む)
1 - 20 / 35
[ Back to top ]