
Fターム[4F209NA16]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 曲げ、直線化成形、管端部の成形の区分 (319) | 巻付け及び接合 (42)
Fターム[4F209NA16]に分類される特許
1 - 20 / 42
補強材付き帯状部材の巻き癖矯正装置および更生管の製管方法
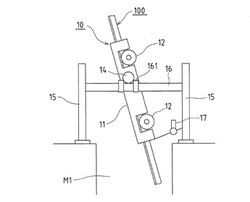
【課題】剛性の大きな補強材付き帯状部材を用いて更生管を製管する際、輸送用ドラムから繰り出された補強材付き帯状部材の巻き癖を連続的に矯正する。
【解決手段】両側縁部に接合部が形成され、長手方向に連続する補強材が設けられた補強材付き帯状部材100を輸送用ドラムDから繰り出し、隣接する接合部同士を接合して更生管を製管するのに先立って補強材付き帯状部材の巻き癖を巻き癖矯正装置10によって矯正する。巻き癖矯正装置10は、マンホールM1に臨んで支持され、補強材付き帯状部材が挿通可能な直線状または略直線状の貫通路が形成されたガイドレーン11と、ガイドレーン11の入口側および出口側にそれぞれ回転自在に設けられた送りローラ12と、送りローラ12を回転駆動させるモータとから構成され、ガイドレーン11の貫通路に導いた補強材付き帯状部材を挟み込んで送り出し、略直線状に塑性変形させる。
(もっと読む)
ゴムシート貼付装置及びゴムシート貼付方法

【課題】精度よく、かつ層間のエア溜まりの発生を抑制しながら短時間でゴムシートを成形ドラムに貼り付け可能なゴムシートの貼付装置を提供することを目的とする。
【解決手段】ゴムシート3を搬送するコンベア2と、コンベア2によって搬送されたゴムシート3を巻き付ける成形ドラム4と、コンベア2及び成形ドラム4を相対的に離接させる離接機構8と、コンベア2、成形ドラム4及び離接機構8の駆動を制御する制御部とを備え、制御部は、離接機構8を駆動させて、コンベア2上のゴムシート3の先端を、成形ドラム4とコンベア2との間に挟み込み、その状態でコンベア2及び成形ドラム4を同時に駆動させるとともに、成形ドラムの回転周速度の方がコンベアの搬送速度よりも速くなるように制御することで、コンベア2上に載置されたゴムシート3を成形ドラム4に貼付するようにしたことを特徴とする。
(もっと読む)
油圧ホースおよびその製造方法
【課題】スパイラル補強層相互の層間の薄肉化を図れ、ホースの構造体としての強度を高める上で極めて有利となり、しかも、耐熱性に優れる油圧ホースを提供すること。
【解決手段】内面ゴム層形成用のチューブ30の上に最も内側のスパイラル補強層形成用の帯状部材20Aから最も外側のスパイラル補強層形成用の帯状部材20Dまで螺旋の向きを逆にして螺旋状に巻き付けられ、その上に外面ゴム層形成用のチューブ32が被せられ、かつ、最も内側のスパイラル補強層形成用の帯状部材20Aは、ゴム部2202をチューブ30に向けてチューブ30の上に巻き付けられる。このような状態でチューブ30、32と共に加硫されることで、内面ゴム層12、複数のスパイラル補強層14A、14B、14C、14D、外面ゴム層16からなる油圧ホース10が形成されている。
(もっと読む)
製管装置
【課題】 過大な負荷のかかる接合機構部の外面ローラ周辺における剛性を高めるとともに既設管の内周面の凹凸や障害物等との接触を回避するように外面ローラを保護して、作業効率を高め、精度よく製管する。
【解決手段】 一実施形態としての製管装置1は、既設管200の内側に設置される成形フレーム2に、回転自在に軸支されて更生管130の内面に当接する複数の案内ローラ3と、巻回された帯状部材100の接合部同士を接合する接合機構部4とを備える。接合機構部4には、歯車機構を納めた箱体44に、帯状部材100を内側と外側とから挟み込む内面ローラ42及び外面ローラ43が片持ち状に軸支され、既設管200の内壁に接触して回転する送りローラ46が外面ローラ43と同軸上に設けられており、外面ローラ43の側部近傍には剛性を有する外装フレーム5が配設されている。
(もっと読む)
繊維強化樹脂管継手の製造方法
【課題】下地処理を施すことなく繊維強化樹脂管継手の外周面の塗装の剥がれを可及的に防止する。
【解決手段】光重合開始剤を含む重合性樹脂組成物を含浸させた強化繊維束を型に巻き付けるとともに、巻き取った強化繊維束に光を照射して強化繊維束に含浸された重合性樹脂組成物を硬化させ、繊維強化樹脂管継手1を成形する。次いで、繊維強化樹脂管継手1を脱型した後、繊維強化樹脂管継手1の外周面を僅かに研磨し、あるいは、僅かな凹凸を形成することにより、繊維強化樹脂管継手1の外周面を粗面加工する。そして、粗面加工された繊維強化樹脂管継手1の外周面を下水管などの本管と同色に塗装する。
(もっと読む)
油圧ホースの製造方法および油圧ホースならびにスパイラル補強層形成用帯状部材
【課題】安価な装置により製造できる油圧ホースの製造方法および油圧ホースならびにスパイラル補強層形成用帯状部材を提供すること。
【解決手段】第1乃至第4スパイラル補強層14,16,18,20を形成するための第1乃至第4帯状部材28A、28B,28C、28Dをそれぞれ製造する。帯状部材28は、厚さよりも大きい一定の寸法の幅を有して延在する帯状の未加硫のコートゴム24と、コートゴム24に保持された複数のスチールコード26で構成されている。マンドレル40に、最内層用のチューブ12を被せ、マンドレル40を回転し、帯状部材28をドラム52から繰り出し、走行台50を走行させて第1乃至第4帯状部材28A、28B,28C、28Dをチューブ12の上に螺旋状に順番に巻き付けていく。そして、第4スパイラル補強層20をカバー22で覆う。
(もっと読む)
油圧ホースの製造方法
【課題】本発明の目的は、安価な装置により製造できる油圧ホースの製造方法を提供すること。
【解決手段】帯状部材28がマンドレル30の端部に到達したならば、帯状部材28を掛止部材46、48に掛止し、マンドレル30の回転を逆向きにして、帯状部材28を連続してマンドレル30に巻回してスパイラル補強層を形成する。そして、繰り出し部44を、両端の掛止部材46、48毎に逆向きに180度回転させる。そのため、繰り出し部44とドラム42との間では、180度ねじられ、また、180度逆転されてもとの状態に戻され、の状態が繰り返され、帯状部材28を掛止部材46、48に掛止させる毎に帯状部材28がどんどんねじられていき、破損されることが防止され、高価なスパイラルマシンを用いる必要もなくなり、安価な装置を用いてスパイラル補強層を簡単に効率良く製造できる。
(もっと読む)
油圧ホースの製造方法
【課題】帯状部材に掛けるテンションを一定値に、高い精度で維持できる油圧ホースの製造方法を提供する。
【解決手段】ドラム42に巻回された帯状部材28の、ドラム42の半径方向における位置を検出する検出手段50を設ける。制御装置52は、マンドレル30に巻回される帯状部材28にかかるテンションが一定となるように、検出手段50の検出結果に基づいてドラム42に与える制動力を調節する。この結果、帯状部材28のドラム42上での直径の変化に拘わらず、マンドレル30に巻回される帯状部材28にかかるテンションが一定値に、高い精度で維持される。したがって、帯状部材28に形成された巻き癖の内径が一定に保持された状態で、スパイラル補強層の形成がなされ、したがって、均一な性状の油圧ホース10を得る上で有利となる。
(もっと読む)
油圧ホースの製造方法
【課題】本発明の目的は、安価な装置により製造できる油圧ホースの製造方法を提供すること。
【解決手段】帯状部材28がマンドレル30の端部に到達したならば、帯状部材28を掛止部材46、48に掛止し、マンドレル30の回転を逆向きにして、帯状部材28を連続してマンドレル30に巻回してスパイラル補強層を形成できる。帯状部材28がマンドレル30の端部に到達する毎にその都度帯状部材28を固定し切断することもなく、高価なスパイラルマシンを用いる必要もなくなる。そのため、安価な装置を用いてスパイラル補強層を簡単に効率良く製造でき、安価な装置を用いて油圧ホース10を簡単に製造できる。
(もっと読む)
合成樹脂製ホースとその製造方法
【課題】 内周面にシール部等の接合部を形成している硬質又は軟質の口元部を有する可撓性ホースを連続自動的に能率よく製造し得る方法を提供する。
【解決手段】 成形回転軸20上に半溶融状態の軟質合成樹脂製帯状材11を一定のピッチでもって螺旋巻きすることにより所定長さのホース主体1を形成する毎に、成形回転軸20上に、内周面にシール部やネジ部等の接合部3を形成している既製の硬質合成樹脂製又は軟質合成樹脂製の短筒状口元部材2'を被せてこの口元部材2'上に上記半溶融状態の軟質合成樹脂製帯状材11を螺旋巻きすることにより口元部材2'に融着した軟質合成樹脂被覆層1bを形成し、この口元部材2'を二分割することによって上記軟質合成樹脂製ホース主体1の両端に、内周面に接合部3を有する硬質又は軟質の口元部2、2を設けた可撓性ホースを得る。
(もっと読む)
断熱ホース及びその製造方法
【課題】曲げた際にも可撓性内管の内層がホース内部にはみ出さず、流体の流動抵抗の増加が少ないような断熱ホース及びその製造方法を提供する。
【解決手段】断熱ホースの製造方法において、軟質樹脂により円筒状の内層を形成する工程A、内層に対してホース外周側に突出する硬質樹脂製の補強体を、内層に螺旋状に捲回一体化し、内層と硬質樹脂補強体により可撓性内管を形成する工程B、に引き続き、可撓性内管の外側に、弾力性を有する断熱性条帯を螺旋状に捲回し、その断面がホース軸方向と略平行となり、その隣接する側縁同士が互いに対向し、断熱性条帯の内周面と前記内層の外周面との間には空隙部が形成され、かつ、硬質樹脂補強体と接する部分の断熱性条帯が厚み方向に圧縮されるように断熱層を形成する工程C、最外側に断熱性条帯を固定する外層を形成する工程Dによって断熱ホースを製造する。
(もっと読む)
樹脂管の製造方法
【課題】新規な樹脂管の製造方法を提供する。
【解決手段】棒材を加熱工程に耐える水溶性の材料(例えば塩)で軸線が曲線である曲線部を有する形状に形成し、液晶ポリマーのシート材31を棒材30に所望の複数回巻き付けて保持して加熱する加熱工程を備える。曲線部30aに対してはシート材を巻き方向に長尺な形状にして螺旋状に巻き付け、螺旋状のシート材の巻き始め端部及び巻き終わり端部を溶着させて棒材への巻回状態を保持する。さらにシート材の外周面に耐熱フィルムを(曲線部に対しては螺旋状に)巻き付けた上で、オートクレーブで加熱工程を実行する。本加熱工程により、シート材を溶融させて樹脂管に成形する。耐熱フィルムを巻き替えて再度加熱工程を実行し、CFRPの外管を成形したら、棒材を水に溶かして樹脂管から取り除く。
(もっと読む)
高圧用ホースの製造装置および製造方法
【課題】高圧用ホースを製造する簡単な構成で安価な製造装置および高圧用ホースを簡単な構成で安価に製造できる製造方法を提供すること。
【解決手段】チャック1402が回転されることでマンドレル12が回転され、帯状部材8が、張力が付与された状態でドラム16から繰り出され、マンドレル12に螺旋状に巻回されていく。帯状部材8がマンドレル12上で隙間なく螺旋状に巻回されるように、帯状部材8がマンドレル12に巻回される箇所の移動に連動して、ドラム16が駆動部24、ドラム用支持台18を介して移動され、また、連結部材34、オムニホイール用支持台28を介して4つのオムニホイール26も移動される。そして、帯状部材8の張力がマンドレル12に作用し、マンドレル12は撓もうとするが、帯状部材8が巻回される箇所の両側でマンドレル12に当接する合計4つのオムニホイール26により阻止される。
(もっと読む)
ゴム製筒体の製造方法及び未加硫ゴムテープの巻付装置
【課題】本発明では、未加硫ゴムテープをマンドレルに自動的に巻きつけることが可能なゴム製筒体の製造方法及び未加硫ゴムテープの巻付装置の提供を目的とする。
【解決手段】 押出装置3の押出孔3aから送り出された未加硫ゴムテープ2をマンドレル6に螺旋状に巻き付けて加硫するゴム製筒体の製造方法において、押出孔3aから送り出される未加硫ゴムテープ2を搬送する搬送ベルト4を設け、搬送ベルト4をマンドレル6に押し付けて、マンドレル6の回転により搬送ベルト4を駆動させ、搬送ベルト4においてマンドレル6よりもベルト駆動方向上流側に、押出孔3aから送り出された未加硫ゴムテープ2を供給し、未加硫ゴムテープ2を搬送ベルト4とマンドレル6との間に挟み込むことで未加硫ゴムテープの先端部をマンドレルに固着させ、その後、未加硫ゴムテープをマンドレルに螺旋状に巻き付けることを特徴とする。
(もっと読む)
合成樹脂製二重管とその製造方法
【課題】 内管と外管との二重構造を有する合成樹脂製管であって、内管がオレフィン系樹脂よりなり、外管の一部を内管とは非接着性の硬質塩化ビニル樹脂製補強螺旋突条より形成して、可撓性と優れた耐圧強度を備えていると共に任意の部分から切断してもその切断端部の外周面にオレフィン系樹脂とは非接着性の継手用短管を隙間なく接着することができるようにする。
【解決手段】 オレフィン系樹脂製内管1の外周面に硬質塩化ビニル樹脂製補強螺旋突条3を巻装していると共にこの補強螺旋突条3の巻きピッチ間の螺旋状溝5内に内管1と一体に融着したオレフィン系樹脂よりなる軟質樹脂充填材4を充填して補強螺旋突条3のほつれや離脱等を防止していると共に、補強螺旋突条3とともに外周面が全長に亘って面一状に連続した外管2を形成して継手用短管の接着を可能にしている。
(もっと読む)
断熱パイプの製造装置
【課題】ガラス繊維マットの上面にバインダーを塗布しながら、ガラス繊維マットを成形ローラに加圧して巻き取り、所定厚さ及び所定直径を有する断熱パイプを製造する装置であって、マット供給ローラ3からのガラス繊維マット2を、成形ローラ4に巻き取られるように移送ローラ6-8と、ガラス繊維マット2の上面にバインダーを塗布する塗布ローラ9と、移送されるガラス繊維マットが複数回巻き付けられ、所定厚さの断熱パイプを成形する成形ローラ4と、成形ローラ4に巻き取られるガラス繊維マット2を加圧しながら、その表面にバインダーを塗布する圧搾ローラ10と、圧搾ローラ10を昇降させ巻き取り圧力を調節する圧力調節部11と、ガラス繊維マット2の引き出し長さを計測するエンコーダ13と、ガラス繊維マットが適正な長さに引き出された際に斜めに切断する切断部14と、を含む。 (もっと読む)
積層管製造装置および積層管製造装置を用いた積層管製造方法
【課題】押さえロールを用いて、種々の径の積層管にも低コストで対応可能な積層管製造装置を提供するとともに、このような積層管製造装置を用いた積層管製造方法を提供することを目的とする。
【解決手段】熱硬化性樹脂基材を用いて積層管を製造する積層管製造装置であって、 熱硬化性樹脂基材を送り出す繰出ロール、上記熱硬化性樹脂基材を巻きつけ、管状に形成するリング、上記リング内部に配置された押さえロール、上記リングの下側に配置された1つ以上の支持ロールおよび加熱ロールからなり、上記リングは中空の鋼板からなるリングであり、上記支持ロールおよび上記加熱ロールが回転して、繰出ロールから送り出された熱硬化性樹脂基材を上記リングへ誘導し、上記リングに上記熱硬化性樹脂基材を巻きつけ、上記押さえロールが回転しながら上記リングを下方へ押さえつけ、上記リングを介して上記リングに巻きつけられた上記熱硬化性樹脂基材を内側から加圧し、上記加熱ロールにより上記熱硬化性樹脂基材を加熱し、積層管を形成する。
(もっと読む)
シュリンクラベルの製袋方法
【課題】本発明は、フィルムを筒状に貼り合わせるためにエージングの必要のないレーザー溶接技術を適用するに際して、レーザー光線を当てながらその照射箇所におけるフィルムの接合部をしっかりと接し合わせながらシュリンクフィルムを製袋しうる方法を提供する。
【解決手段】本発明に係るシュリンクラベルの製袋方法は、シュリンクフィルム1の厚さとほぼ同じ高さの段差3を有する柱状部材2に、シュリンクフィルムを、その一辺5aが段差に引っ掛かった状態で巻きつけ、段差の低面6側に配置されたシュリンクフィルムの一辺側の表面に、段差の高面7側に配置された他辺側5bの裏面を接面させるフィルム巻きつけ工程と、合わせ目8の領域9にレーザー光線10を照射し、合わせ目の方向18に沿って走査して合わせ目にて熱融着させることによってシュリンクラベルに製袋する熱融着工程と、を有する。
(もっと読む)
導管及びその製造方法
【課題】公衆及び医療専門家に有効な選択肢を与える導管、特に呼吸回路の枝管を提供すること、このような導管の製造方法を提供すること。
【解決手段】本発明の導管を連続的に製造する方法は、薄いプラスチックの犠牲層17をオーバラップするパターンで、導管を回転させ且つ前進させるフォーマ1の周りにつける工程と、オーバラップしている層を互いに接合しながら、フォーマ上で犠牲層を覆って導管6を形成する工程と、接合後に犠牲層を導管の内側から除去する工程と、を備えていることを特徴とする。
(もっと読む)
スパイラル成型体
【課題】 複数のホースおよびケーブル類(被結束体)を結束保持あるいは保護する、一般的にスパイラルチューブと呼称されるものに関し、屈曲可動を求められる可動部位での使用において、エッジによる被結束体のキズを防ぐことができる押出スパイラル成型体を提供する。
【解決手段】押し出した樹脂帯状体を螺旋状に巻いたスパイラル成型体であり、その巻き間隔(ピッチ)が樹脂帯状体の幅以上で隣り合う帯状体が接せず、そして該樹脂帯状体の長さ方向に直角な面での該帯状体の断面形状が厚さより幅方向に長くかつ角張っていない形状を有していることを特徴とするスパイラル成型体。
(もっと読む)
1 - 20 / 42
[ Back to top ]