
Fターム[4F209NB01]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 曲げ、直線化成形、管端部の成形の区分 (303) | 一定長物品(不連続物品)の製造方法 (228)
Fターム[4F209NB01]に分類される特許
1 - 20 / 228
自由曲面の成形方法、その方法によって成形された自由曲面及びその自由曲面を用いた視覚表示装置
樹脂成形品矯正装置
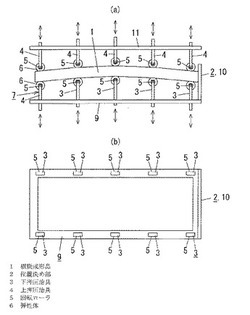
【課題】上押圧治具、下押圧治具の破損が抑制でき、所定の押さえ矯正が継続して実施可能となる。
【解決手段】成形後の冷却の際に収縮差により片面側が凸となるように反る成形直後の樹脂成形品1を矯正するための樹脂成形品1矯正装置である。前記樹脂成形品1を平面視で位置決めするための位置決め部2と、この位置決め部2で位置決めされた状態の前記樹脂成形品1を下から押し上げ支持する上下移動自在な複数の下押圧治具3と、前記樹脂成形品1を上から押圧するための上下移動自在な複数の上押圧治具4とを備える。前記下押圧治具3と上押圧治具4の各先端部に回転ローラ5を備える。下押圧治具3の回転ローラ5と上押圧治具4の回転ローラ5で前記成形直後の樹脂成形品1の上下面をそれぞれ押圧して冷却時の収縮差による反りと逆の矯正用変形を与える。
(もっと読む)
樹脂管の拡径用治具

【課題】配管継手に接続される樹脂管の端部を適切な長さで拡径することができる樹脂管の拡径用治具を提供する。
【解決手段】各恵与治具30は、樹脂管11の端部11aに挿入されることで、当該端部11aを拡径する拡径部86を有し、樹脂管11の端部11aに対する拡径部86の適正挿入量の最小限位置を示す第1指示部94aを備えている。また、第1指示部94aは、拡径部86の径方向外側に配置され、当該拡径部86との間に樹脂管11の端部11aを挿入させる隙間90を形成している。
(もっと読む)
ウレタン基材を含む積層成形品における端末処理方法
【課題】ウレタン基材を含む積層成形品における端末処理方法において、端材を発生させることなく、工程数を短縮化することで加工コストを低減させる。
【解決手段】成形天井10は、半硬質ウレタン21の両面にガラス繊維マット22を積層したウレタン基材20の表面に表皮30、裏面に裏面不織布31を積層一体化して構成されており、サンルーフ用開口11周縁部の巻き込み条片40の端末処理方法としては、半硬質ウレタン21の溶融温度(200〜300℃)に着目し、裏面不織布31の融点とラップする最適温度域(ポリエステル繊維不織布の場合260〜300℃)の熱風を巻き込み条片40の裏面に吹き付け、半硬質ウレタン21を軟化させるとともに、裏面不織布31を溶融させ、その後、巻き込みユニット80における巻き込み駒81の動作により巻き込み条片40の巻き込み処理を行なう。
(もっと読む)
繊維強化複合板の成形方法
【課題】繊維強化複合板の少なくとも一方の面に金属板を当接させた状態で成形を行うことによって、繊維強化複合板の一部が破断したり、繊維強化複合板の一部にくびれ等の局所的不規則変形が生じたりすることがなく、繊維強化複合板を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができるようにする。
【解決手段】繊維強化複合材から成る板状の繊維強化複合板を一対の金型を備える成形装置10によって成形する成形方法であって、前記繊維強化複合板を、その表面又は裏面の少なくとも一方に金属板を当接させた状態で、前記一対の金型の間に挟み込んで成形を行い、成形後に前記金属板を前記繊維強化複合板から取り外す。
(もっと読む)
ポリウレタン系ポリマーを用いた長期薬物輸送装置の製造
【課題】ある長期間一定の割合で、生物学的に活性な化合物を輸送するための薬物輸送装置の提供。
【解決手段】1)容器を有し、前記容器は、2)少なくとも1つの活性成分と、任意で3)少なくとも1つの薬学的に許容な担体とから構成され、ポリウレタン系ポリマーで覆われている容器。ポリウレタン系ポリマーとしては好ましくは、熱可塑性ポリウレタンと熱硬化性ポリウレタンから選択され、それらは更に好ましくは、マクロジアル(macrodials)、ジイソシアン酸塩、二官能鎖エキステンダー(difunctional chain extenders)、又はそれらの混合物から作られる。
(もっと読む)
形状が整った縁部を有するフランジを備えた構造部材及びその製造方法
【課題】形状が整った縁部を有するフランジを備えた構造部材を提供する。
【解決手段】構造部材10は、樹脂基材の中に埋め込まれた繊維材料の集合された層で構成され、積層された位置関係で配置された複数の前記層によって形成された少なくとも1つの積層部材17を備えている。構造部材10の積層部材17は、該積層部材17の基部19に対して所定の内角αで曲がるフランジ13を形成する形態に折り曲げられている。フランジ13の縁部13aは、積層部材17の凹形状側に傾斜面を形成している。該傾斜面において、積層部材17の凹形状側に近接したフランジ13の層は、該層の端部が、積層部材17の凸形状側に配置されたフランジ13の面15と実質的に同一レベルとなる形態で積層部材17の凸形状側に配置されたフランジ13の層に向かって折り曲げられている。
(もっと読む)
樹脂管の加工装置
【課題】使用者の作業負担を軽減し、作業効率を向上させることができる樹脂管の加工装置を提供する。
【解決手段】樹脂管11の加工装置10は、樹脂管11を保持する管保持機構35と、管保持機構35によって保持された樹脂管11の端部に軸方向に挿入されることで当該端部を拡径する拡径治具38と、拡径治具38を樹脂管11の端部に挿入させるため、人手による操作で拡径治具38を樹脂管11の端部に向けて軸方向に推進させる推進機構37と、拡径治具38を樹脂管11の端部に挿入した状態で拡径治具38の位置を固定する固定機構65と、を備える。
(もっと読む)
樹脂管の加工装置
【課題】操作性の悪化等を招くことなく大きな推進力で治具を推進させ、樹脂管の端部を適切に加工することができる樹脂管の加工装置を提供する。
【解決手段】加工装置10は、樹脂管11を保持する管保持機構35と、管保持機構35によって保持された樹脂管11の端部に軸方向に挿入されることで当該端部を拡径する拡径治具38と、拡径治具38を樹脂管11の端部に向けて軸方向に推進させる推進機構37と、を備えており、推進機構37は、人手による操作力を増幅して拡径治具38を推進させるための推進力に変換する第1増幅部52と、第1増幅部52よりも高い増幅率で人手による操作力を増幅して推進力に変換する第2増幅部53と、を備える。
(もっと読む)
架橋樹脂パイプのコイルの製造方法
【課題】コイル径の小さい樹脂パイプ製コイルを容易に成形することができる架橋樹脂パイプのコイルの製造方法を提供する。
【解決手段】架橋ポリエチレン等の架橋樹脂よりなるパイプを加温してからコイル状に巻回し、冷却することによりコイル状に成形することを特徴とする架橋樹脂パイプのコイルの製造方法。冷却後のコイルを再度140℃以上に1時間以内保持して形を整えてもよい。温度を上げても変形しないように樹脂パイプをあらかじめ架橋させておく。架橋樹脂はパイプ形状を記憶すると共に、溶融しても液状とならないので、曲げ半径(コイル径)の小さいコイルを容易に成形することが可能となる。
(もっと読む)
精密に折畳まれた高強度の耐疲労性構造部及びそのための薄板を設計及び製造する技術
【課題】薄板材の設計及び精密折畳み、及びそれからの構造部の製造の技術を提供する。
【解決手段】精密折畳み、高強度、耐疲労性構造部及びそのための薄板を設計及び製造する方法。この技術は、曲げ線(45,245,345,445,543)に沿った薄板材(41,241,341,441,541)の精密曲げの方法を含み、スリット又は溝(43,243,343,443,542)のような曲げストラップ形成構造部で形成された薄板材を開示する。この方法は、曲げ線(45,245,345,445,543)に沿って曲げる時に薄板(41,241,341,441,541)の精密曲げを生成するために、軸線方向に間隔を置いた関係で薄板材を通って縦方向に延びるスリット又は溝(43,243,343,443,542)を設計する段階、及び、次にそれを別々に形成する段階を含む。曲げストラップは、その強度及び耐疲労性を増す構成及び配向を有する。
(もっと読む)
折板の製造方法
【課題】寸法が安定化された折板の製造方法を提供する。
【解決手段】本発明に係る折板の製造方法は、建築材料に用いられる折板の寸法を安定化させる工程を含む折板の製造方法であって、樹脂材料からなる平板を折り曲げることにより折板を形成する形成工程と、当該形成工程で形成された折板を加熱する加熱工程とを有する。加熱工程では折板の表面温度が100℃〜140℃になるまで当該折板を加熱する。形成工程では平坦な山部と谷部とが傾斜部を挟んで交互に並設された形状の折板を形成する。
(もっと読む)
金属複合体の製造方法
【課題】
金属材同士、又は金属材と他の構造材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、金属材の複雑形状への加工性と短時間での複合化を容易に達成し、且つ、接着強度に優れる金属複合体を製造可能な、製造方法を提供すること。
【解決手段】
金属材と該金属材に沿って設けられた樹脂硬化層とを備える金属複合体を製造する方法であって、特定の熱硬化性樹脂を含有するシート状基材を加熱して熱硬化性樹脂を半硬化させる第1−1の工程と、金属材をその表面温度が180℃を超えて400℃以下となるように予熱する第1−2の工程と、表面温度が180℃以下である成形金型内に、第1−1の工程を経たシート状基材と、第1−2の工程により予熱された金属材とを接するように配置または積層し、加圧により金属複合体に成形する第2の工程と、を備える、金属複合体の製造方法。
(もっと読む)
予備形成された真空絶縁パネルの曲げ
【課題】事前に製造された真空絶縁パネルの供給から始まるプロセスにおいて、真空絶縁パネルの形状を折り曲げる方法及び装置の提供。
【解決手段】事前に製造された真空絶縁パネル122の供給から始まるプロセスにおいて、真空絶縁パネルの形状を変更する。途切れのない密閉した気密被覆部によって囲まれた多孔質コア材を含む。気密被覆部は、密閉した気密被覆部が真空絶縁パネル内の圧力レベルを周囲の大気圧よりも低い状態にする(真空絶縁パネルによって真空を維持する)プロセスにおいて形成される。密閉した気密被覆部に穴を開けずに(および、真空絶縁パネル内の真空を遮断することなく)、真空絶縁パネルの外側および途切れのない多孔質コア材の表面に少なくとも一つの窪み126を形成する。このような窪みを形成した後、窪みに沿って真空絶縁パネルを折り曲げる。
(もっと読む)
樹脂段ボール板の罫線形成装置
【課題】長尺状の罫線であっても、効率的に罫線を形成する。また、加熱ローラを使用して罫線を形成する場合には、樹脂段ボール板に対する加熱ローラの移動量と該加熱ローラの回転量を等しくして回転抵抗が発生するのを回避し、罫線周縁の樹脂段ボール板が破断するのを防止する。
【解決手段】テーブル上に載置された樹脂段ボール板に対して罫線ローラを圧接しながら二次元方向へ移動して折り目になる罫線を形成する罫線形成装置において、罫線ローラには、樹脂段ボール板に対する罫線ローラの移動速度に同期した回転速度で回転する電動モータを駆動連結する。
(もっと読む)
中空板材の折り曲げ用溝加工装置及び中空板材の折り曲げ用溝加工方法
【課題】中空板材の折り曲げ用溝を短時間で、かつ、精度よく形成でき、生産性及び品質などを向上させることができる中空板材の折り曲げ用溝加工装置及び中空板材の折り曲げ用溝加工方法の提供を目的とする。
【解決手段】折り曲げ用溝加工装置1は、加熱部材2、冷却部材3、溝加工部材4を備え、加熱部材2及び溝加工部材4が気泡ボード10を加熱し、この加熱の後に、冷却部材3及び溝加工部材4が強制的に冷却することによって、折り曲げ用溝11を形成する構成としてある。
(もっと読む)
フィルタエレメント
【課題】簡易な構成で、濾過性能を損なうことなく、負圧による濾材シートの変形を抑えて濾材シート間の密着を抑制することができるフィルタエレメントを提供する。
【解決手段】フィルタエレメント10は、濾材シート11の長手方向と直交する方向に延びるように山折り部12と谷折り部13が山折りの折り線14aと谷折りの折り線14bにより交互に形成されて襞状に構成されている。そして、エアが谷折り部13側から山折り部12側へ通過するようになっている。山折り部12には折り筋16により突起17が平面菱形状に形成され、該突起17は隣り合う山折り部12に互いに対向するように形成されている。この突起17の前後には折り目18によって突起17を保持する保持部分19が形成されている。該保持部分19の少なくとも先端部19aにおける折り目18が加熱プレス加工により形成されている。
(もっと読む)
植物性繊維含有ボード部材の製造方法
【課題】意匠面における意匠性が向上された植物性繊維含有ボード部材の製造方法を提供する。
【解決手段】植物性繊維と熱可塑性樹脂とを含む基材12と、基材12の少なくとも一部が薄肉化されて構成されるヒンジ6とを備え、ヒンジ6に沿って基材12の一方の面側を谷として折り曲げ可能なラッゲージマット4を製造する方法であって、基材12の両板面を加熱する加熱工程と、基材12の一方の面を表面とし、他方の面を裏面として、加熱工程後、基材12の表面のうちヒンジ6とされる部位を押圧して溝状の表面側凹部26を形成すると共に、基材12の裏面のうちヒンジ6とされる部位を押圧して溝状の裏面側凹部22を形成することでヒンジ6とされる部位を薄肉化する薄肉化工程とを備える。薄肉化工程では、裏面側凹部22の底端部22aの幅に比して表面側凹部26の底端部26aの幅が小さくなるように表面側凹部26と裏面側凹部22とを形成する。
(もっと読む)
樹脂製連結チューブの製造方法、および樹脂製連結チューブ
【課題】樹脂チューブの開口端部同士を連結させた樹脂製連結チューブの製造技術に関し、接合強度を向上させ、もって製品品質を向上させ得る樹脂製連結チューブの製造方法、および樹脂製連結チューブを提供する。
【解決手段】樹脂製連結チューブの製造方法は、第1の樹脂チューブ20の開口端部21に第1のフランジ23を形成し、第2の樹脂チューブ50の開口端部51に第2のフランジ53を形成するフランジ形成工程と、第1の樹脂チューブの第1のフランジと第2の樹脂チューブの第2のフランジとを突き合わせた状態で第1と第2のフランジ同士を溶着させて溶着部60を形成する溶着工程とを含む。
(もっと読む)
配線ダクトのダクト本体の製造方法及びダクト本体製造装置
【課題】 板状樹脂板を略樋状に形成する折曲加工の際に用いる複数の金型を1つで対応可能とする。
【解決手段】 平板状樹脂板500 のダクト本体100 の側面部120 の相当部分を折曲形成する折曲加工部600Aを備え、折曲加工部600Aは加熱された平板状樹脂板500 の側面部120 の相当部分を保持する保持ステージ610Aと、保持ステージ610Aの上側に設けられる雄型620Aと、保持ステージ610Aの下側に設けられる雌型630Aとを有し、保持ステージ210Aは側面部120 の相当部分を保持し、雌型630Aはダクト本体100 の外側幅寸法に対応した幅寸法に変更可能になった一対の雌側可動金型631Aを組み合わせて略樋状に配置され、雄型620Aは側面部120 の内側幅寸法に対応した幅寸法に変更可能になった一対の雄側可動金型621Aを組み合わせて構成され、雄型620Aが平板状樹脂板500 を上側から下側の雌型630Aに押し込んでダクト本体100 を形成する。
(もっと読む)
1 - 20 / 228
[ Back to top ]