
Fターム[4F209NJ22]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 予備成形品等の供給 (206) | 固定 (117) | 治具 (67)
Fターム[4F209NJ22]に分類される特許
1 - 20 / 67
樹脂成形品矯正装置
【課題】上押圧治具、下押圧治具の破損が抑制でき、所定の押さえ矯正が継続して実施可能となる。
【解決手段】成形後の冷却の際に収縮差により片面側が凸となるように反る成形直後の樹脂成形品1を矯正するための樹脂成形品1矯正装置である。前記樹脂成形品1を平面視で位置決めするための位置決め部2と、この位置決め部2で位置決めされた状態の前記樹脂成形品1を下から押し上げ支持する上下移動自在な複数の下押圧治具3と、前記樹脂成形品1を上から押圧するための上下移動自在な複数の上押圧治具4とを備える。前記下押圧治具3と上押圧治具4の各先端部に回転ローラ5を備える。下押圧治具3の回転ローラ5と上押圧治具4の回転ローラ5で前記成形直後の樹脂成形品1の上下面をそれぞれ押圧して冷却時の収縮差による反りと逆の矯正用変形を与える。
(もっと読む)
ウレタン基材を含む積層成形品における端末処理方法

【課題】ウレタン基材を含む積層成形品における端末処理方法において、端材を発生させることなく、工程数を短縮化することで加工コストを低減させる。
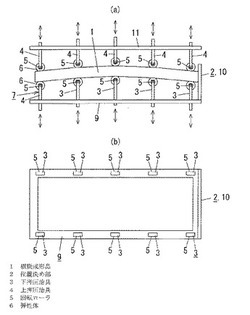
【解決手段】成形天井10は、半硬質ウレタン21の両面にガラス繊維マット22を積層したウレタン基材20の表面に表皮30、裏面に裏面不織布31を積層一体化して構成されており、サンルーフ用開口11周縁部の巻き込み条片40の端末処理方法としては、半硬質ウレタン21の溶融温度(200〜300℃)に着目し、裏面不織布31の融点とラップする最適温度域(ポリエステル繊維不織布の場合260〜300℃)の熱風を巻き込み条片40の裏面に吹き付け、半硬質ウレタン21を軟化させるとともに、裏面不織布31を溶融させ、その後、巻き込みユニット80における巻き込み駒81の動作により巻き込み条片40の巻き込み処理を行なう。
(もっと読む)
樹脂管の加工装置
【課題】使用者の作業負担を軽減し、作業効率を向上させることができる樹脂管の加工装置を提供する。
【解決手段】樹脂管11の加工装置10は、樹脂管11を保持する管保持機構35と、管保持機構35によって保持された樹脂管11の端部に軸方向に挿入されることで当該端部を拡径する拡径治具38と、拡径治具38を樹脂管11の端部に挿入させるため、人手による操作で拡径治具38を樹脂管11の端部に向けて軸方向に推進させる推進機構37と、拡径治具38を樹脂管11の端部に挿入した状態で拡径治具38の位置を固定する固定機構65と、を備える。
(もっと読む)
ケーブルフォーミング治具の製造方法及びケーブルフォーミング治具
【課題】ケーブルを曲げる際に、ケーブルを曲げる作業を行う作業者の心身状態や熟練度、又はケーブルの曲げる状態に依存せず、特定の曲げ方に対して同じような曲がり方となり、曲がり方の製造ばらつきを少なくし、ケーブル、及びケーブル以外の部品の損傷を防ぐことができ、更に、電気特性に与える影響を低減できるケーブルフォーミング治具の製造方法を提供する。
【解決手段】スカルピーからなる治具ベース2を用意する工程と、ケーブル3の曲げ形状に対応した形状を有するアクリル製のフォーミング型4を形成する工程と、フォーミング型4を治具ベース2に押し込んでケーブルフォーミング治具1の原型5を形成する工程と、フォーミング型4を治具ベース2から取り外す工程と、を有する方法である。
(もっと読む)
二軸延伸プラスチックからなる包装用成型品
【課題】二軸延伸プラスチックからなる平面視が種々の形状の包装用成型品について、その開口縁をカールさせて縁巻き部を形成するのを可能にする。
【解決手段】包装用成型品を、本体の開口縁にフランジ14を有するプレ成型品pから作製する。プレ成型品pを製造装置20の下型21の上面にはめ込む。上型22を下降させて押さえ筒22aでフランジ14を挟みつける。下型21のクーラ21dによりプレ成型品pの本体を冷却しつつ、フランジ14の製造装置20からはみ出た部分をブロワ23の熱風により加熱する。フランジ14は熱収縮して上向きにカールし縁巻き部が形成される。熱源となるブロワ23がフランジ14に非接触であるため、平面視が非円形のプレ成型品pについても、その全周を縁巻き部とすることが可能である。
(もっと読む)
カール成形装置およびカール成形方法
【課題】紙製もしくは樹脂製のカップ上端開口部周縁にカールを成形する際、座屈や皺等の発生がなく、カールの成形を行うことが可能となり、かつ、潤滑剤の使用によるカップ内部への潤滑剤残留等の問題を解決することのできるカール成形装置およびカール成形方法を提供する。
【解決手段】胴部と底部が結合されているカップの上端開口部周縁をカール成形金型に形成されている曲面状の溝部に沿って外側にガイドさせながら巻き込むことによりカールを成形するカール成形装置において、液体で供給された潤滑剤を霧化する霧化装置を備え、この霧化装置により霧化された潤滑剤をノズル装置に供給し、このノズル装置から噴霧された霧化潤滑剤をカール成形金型の曲面状の溝部に付着させることでカール成形を可能とし、無駄な潤滑剤の使用を減らすことで潤滑剤の飛散等を防止することを特徴とする。
(もっと読む)
合成樹脂成形品の表皮接合方法および表皮接合装置
【課題】芯材の開孔周縁部に表皮の折り返し端部を簡単に超音波融着することができる合成樹脂成形品の表皮接合方法および表皮接合装置の提供を図る。
【解決手段】芯材6の表皮7に設定された折り返し部7Aは、治具11上にセットされた該芯材6の他側面側で複数の可動分割コマ14を芯材6の開孔4Aの径外方向に移動させることにより、各押え片16により開孔4Aの径外方向に折り返されると共に、各押え片16と開孔4Aの周縁部とにより押圧されて折り返し方向に延伸して固定され、この状態で折り返し端部が芯材6の他側面に超音波融着される。
(もっと読む)
誘導加熱を使用してプラスチック容器の一部分を再形成するための方法および装置
プラスチックパッケージの一部分を誘導加熱を使用して再形成するための装置および機械。この装置および機械は、このプラスチック容器を係合する枠、および導電性ワークピースを有するワークピース支持体を備える。誘導ワークヘッドは、交流電源を誘導素子に提供する。この誘導素子は、このワークピース支持体のワークピースの近くに配置され、そして誘導によってこのワークピースを加熱する。機構が、プラスチックパッケージを加熱されたワークピースの近くに配置し、これによって、このワークピースが、このプラスチックパッケージの一部分に熱を移動させ、これによって、この部分を軟化させる。このフレームに支持された形成ダイが、この部分を係合して、この部分を再形成する。この装置および機械を形成して、プラスチックパッケージの一部分を誘導加熱を使用して再形成するプロセスもまた、提供される。 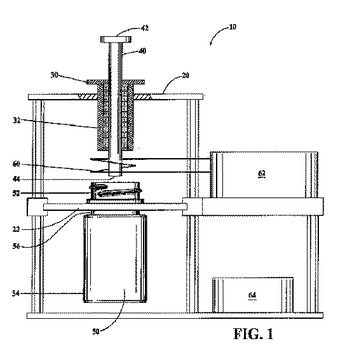 (もっと読む)
(もっと読む)
芯材及びその製造方法と製造装置並びに押出成形品の製造方法
【課題】ウェザーストリップに埋設される芯材において、芯材が横断面U字状にロール成形加工される際の芯材片部の捩れ変形による不具合を防止できるようにする。
【解決手段】スリット加工により芯材素材の長手方向に所定間隔で複数のスリットを形成して各スリット間に芯材片部22を形成した後、圧延加工よりスリットを長手方向に拡大して空間部24を形成することで長手方向に芯材片部22と空間部24を交互に設けた芯材16を形成する。この際、スリット加工と同時に予備捻り加工を行って予め特定方向に芯材片部22を捻り塑性変形させることで、その後、芯材16が横断面U字状にロール成形加工されたときの芯材片部22の捩れ変形によって、予備捻り加工による芯材片部22の捻り塑性変形を矯正して芯材片部22の幅方向端末が長手方向で一直線になるように加工して、長手方向で隣り合う芯材片部22の縁部間に段差が生じることを回避する。
(もっと読む)
折曲げ装置
【課題】本発明は、損傷や白化を生ずることなく、樹脂板を目標角度にシャープに折曲げることができる折曲げ装置を提供する。
【解決手段】可撓性を有する樹脂板の折曲げ端部を突出させて固定する曲げ型31と、樹脂板を曲げ型31のウェッジ部35aに沿って所定の角度に塑性変形するように折曲げる折曲げ機構部32と、から成る折曲げ装置3であって、折曲げ機構部32は、ウェッジ部35aに対し平行に対峙する曲げヘッドと、曲げヘッドをウェッジ部35aに倣って移動させて折曲げ動作させる曲げ動作機構34と、曲げヘッドと樹脂板との間に介設され、折曲げ動作において、一方の面が樹脂板に密着すると共に他方の面に前記曲げヘッドが摺接する緩衝シートと、を備える。
(もっと読む)
折曲げ装置
【課題】本発明は、樹脂板を、幅方向において均一且つ所定の角度に精度良く折曲げることができる折曲げ装置を提供する。
【解決手段】可撓性を有する樹脂板の折曲げ端部を突出させて固定する曲げ型31と、樹脂板を曲げ型31のウェッジ部35aに沿って所定の角度に塑性変形するように折曲げる折曲げ機構部32と、から成る折曲げ装置3であって、折曲げ機構部32は、ウェッジ部35aに対して平行に対峙する曲げローラ37と、曲げローラ37を自由回転自在に支持するローラホルダ38と、ローラホルダ38を介して、曲げローラ37をウェッジ部35aに倣って移動させて折曲げ動作させる曲げ動作機構34と、ローラホルダ38と曲げ動作機構34との間に介設され、折曲げ動作において、ウェッジ部35aに対し倣い姿勢を維持するように曲げローラ37を支持する自在支持機構39と、を備える。
(もっと読む)
熱可塑性樹脂シートの折曲げ成形用金型、折曲げ成形方法、及び折曲げ成形体
【課題】形状安定性に優れた熱可塑性樹脂シートの折曲げ成形体を、容易に且つ大幅な設備投資を要することなく製造することができる金型及び該金型を用いた熱可塑性樹脂シートの折曲げ成形体の製造方法、並びにこれらを用いて成形された熱可塑性樹脂シートの折曲げ成形体を提供すること。
【解決手段】本発明の金型は、雌金型と雄金型とを有し、熱可塑性樹脂シートを折曲げ成形するための金型であって、前記雄金型は、前記熱可塑性樹脂シートの折曲げ部に対応する部分に、前記熱可塑性樹脂シートの折曲げ部を厚さ方向に押し潰すための凸部を有する。
(もっと読む)
折曲成形装置
【課題】繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置において、折曲成形に伴う積層体の積層間剥離を抑える。
【解決手段】本折曲成形装置1は、積層体16の側部を支持するサイドブロック19がリフター上部13の上面に搭載され、リフター上部がヒンジ15により上面を水平から外側を下げるように傾動自在に、かつ、バネ14により上面を水平に戻すように弾性支持され、成形凸型3、両サイドブロック及びこれらの上に載置された積層体をバギングフィルム6で覆って密閉空間1bに閉じ込めて真空吸引可能にされる。真空度の上昇に伴うバギングフィルムからの加圧により、リフター上部がサイドブロックとともに外側を下げるように傾動し、真空を保持しつつリフターを下降させることによって、サイドブロックが成形凸型の傾斜面及びリフター上部の傾斜した上面に案内させて斜め下方向に移動する。
(もっと読む)
芯材及びその製造方法と製造装置並びに押出成形品の製造方法
【課題】ウェザーストリップに埋設される芯材において、芯材が横断面U字状にロール成形加工される際の芯材片部の捩れ変形による不具合を防止できるようにする。
【解決手段】打ち抜き加工により芯材素材の長手方向に所定間隔で複数の空間部24を形成することで長手方向に芯材片部22と空間部24とを交互に設けた芯材16を形成し、この芯材16が横断面U字状にロール成形加工される前に、芯材16に予備捻り加工を施して、予め特定方向(ロール成形加工によって芯材片部22が捩れ変形する方向と逆方向)に芯材片部22を捻り塑性変形させておくことで、その後、芯材16が横断面U字状にロール成形加工されたときの芯材片部22の捩れ変形によって、予備捻り加工による芯材片部22の捻り塑性変形を矯正して芯材片部22の幅方向端末が長手方向で一直線になるように加工して、長手方向で隣り合う芯材片部22の縁部間に段差が生じることを回避する。
(もっと読む)
曲がりホースの製造方法
【課題】屈曲箇所の多い曲折形状や3次元の曲折形状のように複雑な曲折形状であっても、容易に曲がりホースを製造する。
【解決手段】挿入孔21を有する3枚以上のプレート2が鉛直方向に積層されたプレート群の積層方向に連なる各挿入孔21に、未加硫ゴムホース1を挿入する。そして、少なくとも一つの押し治具3の所定の凹凸形状の押し面3aをプレート群の少なくとも一つの側方に当てて押すことにより、少なくとも2枚のプレート2を他のプレート2に対して水平方向に相対移動させて、未加硫ゴムホース1を曲折形状に曲げる。曲折形状に曲げられた未加硫ゴムホース1を加熱して加硫し、曲がりホースとする。
(もっと読む)
成形体の製造方法及び製造装置
【課題】端部を180度折り返した際にも折り返した後の端部の頂点の高さが一定となる成形体の製造方法及び製造装置を提供する。
【解決手段】本発明の成形体の製造方法は、ワーク2の端部2aを加熱手段3により加熱する加熱工程と、第1ブロック5が押圧することによりワークの端部を略垂直に折り曲げる1次折曲工程と、第2ブロック6が押圧することにより略垂直に折り曲げられた部位2bを更に折り曲げて折り返す2次折曲工程と、を備えた成形体の製造方法であって、2次折曲工程において、略垂直に折り曲げられた部位の角部2cに規制部材7を押し当てることにより、更に折り曲げる際に規制部材7が折り曲げられた部位2bの角部2cを押圧して角部2cの高さを規制することを特徴とする。
(もっと読む)
成形体の製造方法及び製造装置
【課題】ワークの端部が加熱により軟化した際に倒れることを防止することができる成形体の製造方法及び製造装置を提供する。
【解決手段】本発明の成形体の製造方法は、ワーク2の端部2aの一面を加熱する加熱手段3と、前記端部の他面を支持する支持部材4と、を備えた装置1により成形体を製造する成形体の製造方法であって、支持部材4により端部2aを支持した状態で加熱手段3により端部2aを加熱する加熱工程と、端部2aが加熱により軟化した後、支持部材4端部2aを折り曲げる折曲工程と、を備える。
(もっと読む)
傾斜したスティフナー、傾斜したスティフナーを形成するための装置及び方法
丸みを帯びた肩部を有するC字形断面部品を形成するための金型(30)が、丸みを帯びた凸状部分各々によって反対向きの平面状端面に接続される円筒外面を有する円筒体(36)を有する内型(32)と、丸みを帯びた凹状部分(48、50)各々によって対向する端フランジ(46)に接続される円筒中心部分(44)を有する外型(34)とを具備し、ここで、内型の一部分が、形成されるべきC字形断面部品の所望の断面に対応する空洞部を画定するために外型の端フランジ(46)間に配置され且つ端フランジから離間されるように構成され、丸みを帯びた凸状部分及び丸みを帯びた凹状部分が、内型及び外型各々の外周回りで変化する曲率半径を有し、丸みを帯びた凸状部分及び丸みを帯びた凹状部分の、内型及び外型が互いに近接している箇所の曲率半径が、内型及び外型が回転されるとき、変化するように内型及び外型が回転可能である。 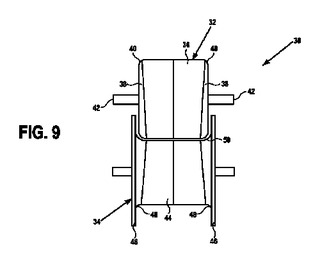 (もっと読む)
(もっと読む)
分子配向の前に型内で未完成のパイプを拡張する型に対する、未完成のパイプの保持および解除機構
本機構は、溝付きの部品(6)の軸方向の移動が、最初は塑性状態であるパイプ(1)を保持し変形させる硬いボール(5)の径方向の移動をもたらす、という簡単な解決法を提供する。溝付きの部品(6)の溝(7)の形状に応じて、調整可能な保持が達成される。この保持作用は、溝付きの部品(6)が最初の位置に戻ると、簡単に解除される。このとき、パイプ(1)自身は凝固状態となっているので、ボール(5)は最初の位置に戻される。塑性のパイプを保持する適切な位置は、検出器(11)によって検出することができる。塑性のパイプの昇圧は、パイプ(1)を囲む部品に設けられた弾性の継ぎ手(10)によって達成することができる。  (もっと読む)
(もっと読む)
部品製造装置、部品製造方法及び部品
本発明は航空機体構造内で機体セル外板3を環状ギャップ1及び/又はストリンガー2,66に取り付ける為のアングル材56に関し、前記アングル材56は下側及び上側ダイ34,50を有する一軸圧縮機内で少なくとも3つの折れ線11-13に沿って繊維強化熱可塑性材料からなる平板状素材6が単一変形されることで形成される。下側及び上側ダイ34,50の間にはヒンジ23-25を有する締結フレーム18が配置され、前記素材6は好ましくは周縁に配置された複数の(引張)バネ27を介して前記締結フレーム18に支持される。本発明は、又、簡単な単一ストロークプレス機によって自己固定型アングル材56等の部品を製造する方法、及び、そのような部品に関する。 (もっと読む)
1 - 20 / 67
[ Back to top ]