
Fターム[4F209NW05]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 曲げ、直線化成形品の後処理、後加工 (52) | 熱処理 (22)
Fターム[4F209NW05]の下位に属するFターム
冷却 (6)
Fターム[4F209NW05]に分類される特許
1 - 16 / 16
金属複合体の製造方法
【課題】
金属材同士、又は金属材と他の構造材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、金属材の複雑形状への加工性と短時間での複合化を容易に達成し、且つ、接着強度に優れる金属複合体を製造可能な、製造方法を提供すること。
【解決手段】
金属材と該金属材に沿って設けられた樹脂硬化層とを備える金属複合体を製造する方法であって、特定の熱硬化性樹脂を含有するシート状基材を加熱して熱硬化性樹脂を半硬化させる第1−1の工程と、金属材をその表面温度が180℃を超えて400℃以下となるように予熱する第1−2の工程と、表面温度が180℃以下である成形金型内に、第1−1の工程を経たシート状基材と、第1−2の工程により予熱された金属材とを接するように配置または積層し、加圧により金属複合体に成形する第2の工程と、を備える、金属複合体の製造方法。
(もっと読む)
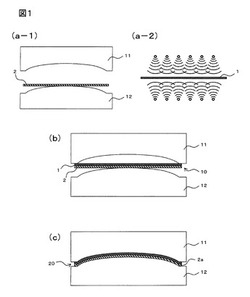
植物性繊維含有ボード部材の製造方法

【課題】意匠面における意匠性が向上された植物性繊維含有ボード部材の製造方法を提供する。
【解決手段】植物性繊維と熱可塑性樹脂とを含む基材12と、基材12の少なくとも一部が薄肉化されて構成されるヒンジ6とを備え、ヒンジ6に沿って基材12の一方の面側を谷として折り曲げ可能なラッゲージマット4を製造する方法であって、基材12の両板面を加熱する加熱工程と、基材12の一方の面を表面とし、他方の面を裏面として、加熱工程後、基材12の表面のうちヒンジ6とされる部位を押圧して溝状の表面側凹部26を形成すると共に、基材12の裏面のうちヒンジ6とされる部位を押圧して溝状の裏面側凹部22を形成することでヒンジ6とされる部位を薄肉化する薄肉化工程とを備える。薄肉化工程では、裏面側凹部22の底端部22aの幅に比して表面側凹部26の底端部26aの幅が小さくなるように表面側凹部26と裏面側凹部22とを形成する。
(もっと読む)
樹脂製連結チューブの製造方法、および樹脂製連結チューブ
【課題】樹脂チューブの開口端部同士を連結させた樹脂製連結チューブの製造技術に関し、接合強度を向上させ、もって製品品質を向上させ得る樹脂製連結チューブの製造方法、および樹脂製連結チューブを提供する。
【解決手段】樹脂製連結チューブの製造方法は、第1の樹脂チューブ20の開口端部21に第1のフランジ23を形成し、第2の樹脂チューブ50の開口端部51に第2のフランジ53を形成するフランジ形成工程と、第1の樹脂チューブの第1のフランジと第2の樹脂チューブの第2のフランジとを突き合わせた状態で第1と第2のフランジ同士を溶着させて溶着部60を形成する溶着工程とを含む。
(もっと読む)
曲がりホースの製造方法
【課題】屈曲箇所の多い曲折形状や3次元の曲折形状のように複雑な曲折形状であっても、容易に曲がりホースを製造する。
【解決手段】挿入孔21を有する3枚以上のプレート2が鉛直方向に積層されたプレート群の積層方向に連なる各挿入孔21に、未加硫ゴムホース1を挿入する。そして、少なくとも一つの押し治具3の所定の凹凸形状の押し面3aをプレート群の少なくとも一つの側方に当てて押すことにより、少なくとも2枚のプレート2を他のプレート2に対して水平方向に相対移動させて、未加硫ゴムホース1を曲折形状に曲げる。曲折形状に曲げられた未加硫ゴムホース1を加熱して加硫し、曲がりホースとする。
(もっと読む)
ゴム製筒体の製造方法及び未加硫ゴムテープの巻付装置
【課題】本発明では、未加硫ゴムテープをマンドレルに自動的に巻きつけることが可能なゴム製筒体の製造方法及び未加硫ゴムテープの巻付装置の提供を目的とする。
【解決手段】 押出装置3の押出孔3aから送り出された未加硫ゴムテープ2をマンドレル6に螺旋状に巻き付けて加硫するゴム製筒体の製造方法において、押出孔3aから送り出される未加硫ゴムテープ2を搬送する搬送ベルト4を設け、搬送ベルト4をマンドレル6に押し付けて、マンドレル6の回転により搬送ベルト4を駆動させ、搬送ベルト4においてマンドレル6よりもベルト駆動方向上流側に、押出孔3aから送り出された未加硫ゴムテープ2を供給し、未加硫ゴムテープ2を搬送ベルト4とマンドレル6との間に挟み込むことで未加硫ゴムテープの先端部をマンドレルに固着させ、その後、未加硫ゴムテープをマンドレルに螺旋状に巻き付けることを特徴とする。
(もっと読む)
熱折り曲げ成形用ポリ乳酸系積層シート
【課題】シート厚を特に大きくすることなく、十分な耐衝撃性、耐熱性、及び熱折り曲げ成形性を有するシート、及びこのシートから流通や保管に耐える強靭な熱折り曲げ成形体を提供することを目的とする。
【解決手段】ポリ乳酸系重合体を主成分とし、延伸かつ熱固定されたA層と、上記A層を構成するポリ乳酸系重合体の融点より低い融点を有するポリ乳酸系重合体を主成分とするB層とを有する積層シートにおいて、上記A層の融点をTma(℃)、上記B層の融点をTmb(℃)としたとき、下記式(1)の関係を有し、
180>Tma≧154 かつ Tma−Tmb>10 (1)
耐熱前開き角度を1〜13°とし、かつ、加熱後開き角度を5〜19°とすることを特徴とする。
(もっと読む)
湾曲形状シートの加工方法
【課題】過剰に湾曲形状を付与されたシートを、生産性高く、容易に適正な湾曲形状に修正する加工方法を提供する。
【解決手段】過剰に湾曲形状が付与された熱可塑性樹脂を主体とするシート1を10〜40mm厚さに積載し、その上下を金属製平板で挟み、荷重を掛けながら所定温度まで加熱、保持し、次いでその上に更に過剰に湾曲形状が付与された熱可塑性樹脂を主体とするシートを10〜40mm厚さに積載し、金属製平板で挟み、荷重を掛けながら所定温度まで加熱、保持する操作を繰り返して行い、その後、繰り返して積載した過剰に湾曲形状が付与された熱可塑性樹脂を主体とするシートを一度に略所定温度に保持してアニールした後、放冷する湾曲形状シートの加工方法。
(もっと読む)
ゴム製筒体の製造方法、空気ばねの製造方法、未加硫ゴム筒の成型装置、及び空気ばね
【課題】大径、あるいは太鼓状や鼓状などの不定径で、かつ中心軸を通る平面に沿う方向に短繊維を配向させることのできるゴム製筒体の製造方法の提供。
【解決手段】ガイド棒8の周りに未加硫ゴムチューブ9を押出成形し、含有する短繊維4をチューブ中心軸方向に配向させる。未加硫ゴムチューブ9を押出成形しながら、カッター11を周回させて未加硫ゴムチューブ9を螺旋状に切断して未加硫ゴムテープ10を形成する。これと同時に、成型ドラム12を、未加硫ゴムチューブ9の押出方向に移動させつつ、自転させながらカッター11の周回と同じ回転数で未加硫ゴムチューブ9の周りを周回させる。成型ドラム12の周りに未加硫ゴムテープ10が巻き付いて未加硫ゴム筒3が成型される。短繊維4は、ほぼ未加硫ゴム筒3の中心軸を含む平面及び未加硫ゴム筒3の表面に沿う方向に配向する。その後、未加硫ゴム筒3を加硫成形する。
(もっと読む)
ゴムホースの製造方法
【課題】厚み精度に優れ、外面形状が円錐台形状のようにホース長さ方向で外径が変化する形状であっても、偏肉構造を有するゴムホースを得ることができるゴムホースの製造方法の提供を目的とする。
【解決手段】 ゴム供給手段6から送り出された未加硫ゴムテープ5を、回転するマンドレル本体3の外周面に螺旋状に巻き付けて筒状に成形し、該筒状成形体を加硫するゴムホースの製造方法であって、マンドレル1は、外周面が中心軸2周りに回転対称な形状に形成されたマンドレル本体3と、該マンドレル本体3の中心軸2に対して偏心位置に形成された回転軸4とを備え、該回転軸4を回転させてマンドレル1の外周面における周速度を周期的に変動させ、未加硫ゴムテープ5の送り出し速度を前記周速度の最低速度S1以下の速度に設定し、周速度と送り出し速度との差に応じて未加硫ゴムテープ5を引き伸ばしつつマンドレル本体3に螺旋状に巻き付けることを特徴とする。
(もっと読む)
保護材付きゴムホースおよびその成型方法
【課題】磨耗等の機械的耐久性に優れると共に、作製の容易な保護材付きゴムホースを提供すること。
【解決手段】ゴムホースと、該ゴムホース外面を保護する保護材とを有し、前記保護材が、ゴムシートを前記ゴムホース外面に巻き付ける又は貼り付けるゴムシート取り付け工程を少なくとも経て形成されたことを特徴とする保護材付きゴムホース。
(もっと読む)
伸縮自在カーテン
【課題】合成樹脂フィルムを中間部で折り曲げて形成した第1のフィルム片と第2のフィルム片における巻取り方向と直交する方向に発生する湾曲を抑制することができる伸縮自在カーテンを提供する。
【解決手段】合成樹脂フィルムを中間部で折り曲げて第1のフィルム片と第2のフィルム片を形成し、両フィルム片を重合して折り曲げた中間部からカールして巻き癖を付けることにより巻取り部を形成するとともに、両端部を取付け部とした伸縮自在カーテンであって、第1のフィルム片および第2のフィルム片に第1のフィルム片および第2のフィルム片の巻取り方向と直交する方向に発生する湾曲を抑制する湾曲抑制手段が設けられている。
(もっと読む)
ゴム膜の製造方法
【課題】 安価で簡便な設備で様々なパターンを有するゴム膜を容易に成形することができるゴム膜の製造方法を提供する。
【解決手段】押出機から供給されたリボン状の未加硫ゴムをマンドレルに巻き付け、この際、押出機のノズル位置に対するマンドレルの軸方向への相対的な移動速度、マンドレルの回転方向および回転速度のうち少なくとも一つを制御することによって、厚みの異なる円筒状の未加硫ゴム膜を成形し、この円筒状の未加硫ゴム膜をマンドレルの軸に沿って切断して平板状の成形体を得た後、これを加硫成形する。ゴムをマンドレルの正逆回転およびマンドレルの軸方向の移動のみを制御することによって厚みの変動するゴム膜の成形が可能となり、安価で簡便な設備で様々なパターンのゴム膜を成形することができる。また、リボン状の未加硫ゴムを押出し、これをマンドレルに巻き付けることにより、全長に亘って厚み精度の高いゴム膜を成形することができる。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、薄肉ヒンジ部24を形成し、その後、シリンダ駆動される巻込み駒81により巻込みシロ25を起立させるとともに、加熱治具70に当接させて加熱軟化させた後、巻込み駒81をスライドさせて巻込みシロ25の巻込み処理を行ない、剛性並びに見栄え上、好ましい端末処理部Aを形成する。
(もっと読む)
シームレスベルトおよびシームレスベルトの製造方法
【課題】
画像形成装置の、ドラム上のトナーを紙に転写する転写ユニットや、カラーに潜像する際に4原色を混色する中間転写ユニットに用いて高精細画像を得ることができるシームレスベルトの提供。
【解決手段】
熱可塑性樹脂のガラス転移点が100℃以上でかつ300℃以下、又は融点が200℃以上かつ400℃以下の条件の一つを満足する熱可塑性樹脂またはそれを含む熱可塑性樹脂組成物からなるシート或いはシート状フィルムを巻き付けた状態で管状型部材内に嵌め込み、シート或いはシート状フィルムの端部を互いに熱溶着させるシームレス樹脂ベルトの製造方法およびそれによって得られたシートベルト。
(もっと読む)
ガラス状炭素製屈曲パイプ及びその製造方法
【課題】 簡易に製造することができて、量産性に優れたガラス状炭素製屈曲パイプ及びその製造方法を提供すること。
【解決手段】 継ぎ目のない屈曲部を有することを特徴とするガラス状炭素製屈曲パイプである。また、継ぎ目のない屈曲部を有するガラス状炭素製屈曲パイプの製造方法であって、熱硬化性樹脂を成形して直管の熱硬化性樹脂製パイプを得る工程と、この直管の熱硬化性樹脂製パイプに、その屈曲すべき部分を加熱した状態で曲げ力を加えて塑性変形させることにより屈曲部を形成し、屈曲部を有する熱硬化性樹脂製屈曲パイプを得る工程と、得られた熱硬化性樹脂製屈曲パイプを炭素化する工程と、を含むことを特徴とするガラス状炭素製屈曲パイプの製造方法である。
(もっと読む)
防護面あるいは防護盾用透明樹脂積層体の製造方法
【課題】
アクリル樹脂板とポリカーボネート樹脂板との平板状積層体を湾曲形状に成形して得られる防護面あるいは防護盾用の透明樹脂積層体において、この成形の際に、発泡がなく透視性に優れた樹脂積層体の製造方法を提供する。
【解決手段】
アクリル樹脂板とポリカーボネート樹脂板とを接着層を介して積層一体化して得られた積層体を湾曲形状に成形し、該成形品をオートクレ−ブにより加熱加圧する。
(もっと読む)
1 - 16 / 16
[ Back to top ]