
Fターム[4F209NW23]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 曲げ、直線化成形品の後処理、後加工 (52) | 機械的処理 (21) | 切断 (15)
Fターム[4F209NW23]に分類される特許
1 - 15 / 15
樹脂の透明な線材及びそれを用いた販促用品
【課題】
アイキャッチャーやミニのぼりなどの販促用具の支柱に適応可能な樹脂線材を、透明な線材として提供できるようにする。
【解決手段】
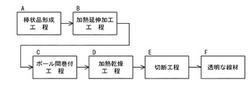
テレフタル酸及び/又はその誘導体と、グリコール変性物との脱水縮合により得られた樹脂からなる棒状品を加熱しながら3〜10倍に延伸加工して巻き取り、該巻き取り品を間隔のある2本のポールに巻きつけて、加熱乾燥した後、直線部分を切り取って得られる透明な線材及びそれを用いた販促用品。
(もっと読む)
樹脂段ボール板の罫線形成装置

【課題】長尺状の罫線であっても、効率的に罫線を形成する。また、加熱ローラを使用して罫線を形成する場合には、樹脂段ボール板に対する加熱ローラの移動量と該加熱ローラの回転量を等しくして回転抵抗が発生するのを回避し、罫線周縁の樹脂段ボール板が破断するのを防止する。
【解決手段】テーブル上に載置された樹脂段ボール板に対して罫線ローラを圧接しながら二次元方向へ移動して折り目になる罫線を形成する罫線形成装置において、罫線ローラには、樹脂段ボール板に対する罫線ローラの移動速度に同期した回転速度で回転する電動モータを駆動連結する。
(もっと読む)
紐状反応性樹脂発泡成形体の製造方法
【課題】本発明は一枚のシート状基材を繰り出してシート状基材の進行方向に放射状成形ガイドと押圧冶具を用いて複数列の溝成形体を製造すると共に該溝内に反応性樹脂気泡化原料を充填、反応、硬化させて同時に複数本の紐状樹脂成形体を製造するに当たり、シート状基材の幅中心部の製品から端部の製品まで良好な製品を製造すること、並びにより多列数の製品を同時に製造すること並びに他の部材との一体品を製造することを目的とする。
【解決手段】連続して繰り出す一枚のシート状基材を放射状成形ガイド並びに押圧冶具を用いて溝成形体を製造した後、複数列の進行方向に広幅で、幅方向の中心線がシート状基材の進行方向に平行な略台形状のせり上げ平行ガイドレールに沿わせた後、反応性樹脂気泡化原料を放射状成形ガイド以降からシート状基材からなる溝の上部が閉ざされる前までで吐出充填させて、溝成形体の上部を閉じ反応硬化することを特徴とする。
(もっと読む)
樹脂チューブの拡管部形成方法
【課題】拡管時に曲がったり拡管後の金型が離型しずらくなく、拡管寸法の安定性が良好な樹脂チューブの拡管部形成方法を提供する。
【解決手段】樹脂チューブ1の拡管部形成方法において、長手方向に流路2aを有し一端が密閉されると共に一対の周溝3a,3aが形成され、これら周溝3a,3a間に前記流路2aと通じる開孔4が設けられた流体ノズル2を形成した後、この流体ノズル2の周溝3a,3aにシールリング3,3を装着し、次いで、この流体ノズル2を前記樹脂チューブ1に挿入して加圧空間5を形成する一方、内側の拡管空間7を形成する周面が拡管外側形状に一致して形成された割り型6a,6bを、前記樹脂チューブ1の加圧空間5外周に装着し、前記樹脂チューブ1を加熱する一方、前記割り型6a,6bに密着力を負荷し、前記流体ノズル2の開孔4を介して前記加圧空間5に加圧流体を導入して、前記樹脂チューブ1に拡管部1aを形成する。
(もっと読む)
折曲用FRPシート
【課題】軽量・高剛性かつ安価な成形立体を可能とする生産性の高いFRPシート技術の提供。
【解決手段】硬質系マトリックス材、軟質系マトリックスのいずれか一方又は両方からなるマトリックス材層部と強化材に軟質系マトリックス材を含浸されてなる強化材層部とがともに用いられるか該強化材層部が単独で用いられて構成される複合平板シートにおいて、トリミングされて設けられるかないしはトリミングされるとともに線状溝1を設けられてなる折曲用複合シートの提供。
(もっと読む)
合成樹脂製ホースとその製造方法
【課題】 内周面にシール部等の接合部を形成している硬質又は軟質の口元部を有する可撓性ホースを連続自動的に能率よく製造し得る方法を提供する。
【解決手段】 成形回転軸20上に半溶融状態の軟質合成樹脂製帯状材11を一定のピッチでもって螺旋巻きすることにより所定長さのホース主体1を形成する毎に、成形回転軸20上に、内周面にシール部やネジ部等の接合部3を形成している既製の硬質合成樹脂製又は軟質合成樹脂製の短筒状口元部材2'を被せてこの口元部材2'上に上記半溶融状態の軟質合成樹脂製帯状材11を螺旋巻きすることにより口元部材2'に融着した軟質合成樹脂被覆層1bを形成し、この口元部材2'を二分割することによって上記軟質合成樹脂製ホース主体1の両端に、内周面に接合部3を有する硬質又は軟質の口元部2、2を設けた可撓性ホースを得る。
(もっと読む)
部品製造装置、部品製造方法及び部品
本発明は航空機体構造内で機体セル外板3を環状ギャップ1及び/又はストリンガー2,66に取り付ける為のアングル材56に関し、前記アングル材56は下側及び上側ダイ34,50を有する一軸圧縮機内で少なくとも3つの折れ線11-13に沿って繊維強化熱可塑性材料からなる平板状素材6が単一変形されることで形成される。下側及び上側ダイ34,50の間にはヒンジ23-25を有する締結フレーム18が配置され、前記素材6は好ましくは周縁に配置された複数の(引張)バネ27を介して前記締結フレーム18に支持される。本発明は、又、簡単な単一ストロークプレス機によって自己固定型アングル材56等の部品を製造する方法、及び、そのような部品に関する。 (もっと読む)
ゴム膜の製造方法
【課題】 安価で簡便な設備で様々なパターンを有するゴム膜を容易に成形することができるゴム膜の製造方法を提供する。
【解決手段】押出機から供給されたリボン状の未加硫ゴムをマンドレルに巻き付け、この際、押出機のノズル位置に対するマンドレルの軸方向への相対的な移動速度、マンドレルの回転方向および回転速度のうち少なくとも一つを制御することによって、厚みの異なる円筒状の未加硫ゴム膜を成形し、この円筒状の未加硫ゴム膜をマンドレルの軸に沿って切断して平板状の成形体を得た後、これを加硫成形する。ゴムをマンドレルの正逆回転およびマンドレルの軸方向の移動のみを制御することによって厚みの変動するゴム膜の成形が可能となり、安価で簡便な設備で様々なパターンのゴム膜を成形することができる。また、リボン状の未加硫ゴムを押出し、これをマンドレルに巻き付けることにより、全長に亘って厚み精度の高いゴム膜を成形することができる。
(もっと読む)
三次元構造材の製造方法
【課題】ブロックの二次元切断をもって、三次元構造材を形成する方法を提供する。
【解決手段】通電状態のニクロム線(40)を二次元方向へ移動させることによってポリウレタンホームのブロック(70)を所定の断面形状を有する少なくとも長手方向軸にフレキシブルな長尺材(2)を切断し、この長尺材を長手方向軸に対し三次元方向に屈曲または湾曲させて保形し、表面に所定の厚みを有する樹脂層(3)を形成して三次元構造材を製造することを特徴とする。
(もっと読む)
真空断熱材の折り曲げ及び切断方法
【課題】外被材の間に芯材がある部分を含めて加熱加圧することにより複数の芯材の周囲を熱溶着する製造方法で造られる多芯真空断熱材において、折り曲げ、切断を行った真空断熱材の破袋防止、芯材品質の確保、熱伝導率の経時悪化の抑制を行う。
【解決手段】真空断熱材10の折り曲げ、切断を行う部分の熱溶着部14を他の熱溶着部13,17に比較し幅を広くすることにより、真空断熱材10の破袋防止、芯材11品質の確保、熱伝導率の経時悪化の抑制を行うことができる効果が得られる。。
(もっと読む)
折り曲げ罫線入りプラスチックシート
【課題】折り曲げたときの罫線部の手ざわりを良くすることができる折り曲げ罫線入りプラスチックシートの提供。
【解決手段】折り曲げ罫線2となる凹溝がその長さ方向に沿って深い凹溝部3と浅い凹溝部4を交互に設けて形成された折り曲げ罫線入りプラスチックシート1において、前記浅い凹溝部を、長さ方向の断面に表れる形状が、3つの湾曲面からなる3つ山形を呈し、両側の山形を同じ高さに、中央部の山形をそれよりも高くなるように形成する。
(もっと読む)
折り曲げ罫線入りプラスチックシート
【課題】折り曲げたときの罫線部の手ざわりを良くすることが可能な、折り曲げ罫線入りプラスチックシートの提供。
【解決手段】折り曲げ罫線2となる凹溝がその長さ方向に沿って深い凹溝部3と浅い凹溝部4を交互に設けて形成された折り曲げ罫線入りプラスチックシート1において、前記浅い凹溝部4を、長さ方向の断面に現れる形状が山形となるように設け、前記深い凹溝部3を、罫線方向に沿って漸次厚みが異なるように設けるようにした。深い凹溝部の最も厚みが小さい部分と、最も厚みが大きくなる頂部とが直線で結ばれるように設ける。及び当該シートから組み立てられる包装ケース。
(もっと読む)
折り曲げ罫線入りプラスチックシート
【課題】折り曲げ罫線入りのプラスチックシートを折り曲げたときの罫線部の手ざわりを良くする。
【解決手段】折り曲げ罫線となる凹溝がその長さ方向に沿って深い凹溝部と浅い凹溝部を交互に設けて形成された折り曲げ罫線入りプラスチックシートにおいて、前記深い凹溝部を開孔として設け、前記浅い凹溝部を、折り曲げ罫線の長さ方向の断面に表れる形状が、その両端側からそれぞれ一定の曲率半径でシート表面側に厚みを増し、中央部で表面の円弧が頂点よりも若干低くなって交わるように設けるようにした。
(もっと読む)
折り返し装置
【課題】 表皮材の突出部を簡単かつ正確に折り返すことができるようにすること。
【解決手段】 基材32上に表皮材33を重合させてなる成形天井板31を支持するための支持台11を設ける。表皮材33の基材32からの突出部33aを基材32の端面が内包されるように折り返すための折り返し部材17を設ける。折り返し部材17の先端部に摩擦抵抗部としての粒体シート20を設け、その粒体シート20を介して表皮材33の突出部33aを折り返すように構成する。
(もっと読む)
蛇腹ゴムホースの製造方法
【課題】ゴム内管と外周側の補強層と外面ゴム層との積層構造を成す蛇腹ゴムホースを連続的に生産可能で生産性が高く、製造コストも安価でしかも補強層がその形成時点から正しく蛇腹形状を成して補強効果をホース全長に亘って均等に発揮することのできる蛇腹ゴムホースの製造方法を提供する。
【解決手段】ゴム内管18と補強層20と外面ゴム層22とが蛇腹形状をなす蛇腹ゴムホースを製造するに際して、ゴム内管18を予めインジェクション成形により加硫成形して整列機36で直列に連続的に整列させその整列状態のゴム内管18を連続的に送りながら、外周面に補強糸58を連続的に且つ蛇腹形状に沿って編組して行く。そしてその後に補強層20の外周面に未加硫の外面ゴム層22の成形と加硫、各ホース1本ごとの切断を行う。
(もっと読む)
1 - 15 / 15
[ Back to top ]