
Fターム[4F209NW50]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 曲げ、直線化成形品の後処理、後加工 (52) | その他 (9)
Fターム[4F209NW50]に分類される特許
1 - 9 / 9
樹脂成形体の製造方法および製造装置
【課題】縁が稜角となった樹脂成形体を簡単に形成する。
【解決手段】製造装置20では、ガイド32,42とローラ36,46,52との間に連続して繰り出される一連のシート10を通すことで、シート進行方向に沿って折り目を付けつつ該折り目で折り曲げて上方に開口する角溝部を形成し、該角溝部の少なくとも一方の側壁片に折り目を付けて該角溝部の開口と反対側に折り曲げた蓋部を形成する。角溝部に樹脂原料を注入した後に、角溝部と蓋部との間の折り目で該蓋部を折り曲げて角溝部の開口を塞ぐことで、得るべき樹脂成形体の外形に合わせた角筒状の型枠を形成して、型枠で保持した状態で樹脂原料を硬化させることで、樹脂成形体を連続的に形成する。
(もっと読む)
形状が整った縁部を有するフランジを備えた構造部材及びその製造方法

【課題】形状が整った縁部を有するフランジを備えた構造部材を提供する。
【解決手段】構造部材10は、樹脂基材の中に埋め込まれた繊維材料の集合された層で構成され、積層された位置関係で配置された複数の前記層によって形成された少なくとも1つの積層部材17を備えている。構造部材10の積層部材17は、該積層部材17の基部19に対して所定の内角αで曲がるフランジ13を形成する形態に折り曲げられている。フランジ13の縁部13aは、積層部材17の凹形状側に傾斜面を形成している。該傾斜面において、積層部材17の凹形状側に近接したフランジ13の層は、該層の端部が、積層部材17の凸形状側に配置されたフランジ13の面15と実質的に同一レベルとなる形態で積層部材17の凸形状側に配置されたフランジ13の層に向かって折り曲げられている。
(もっと読む)
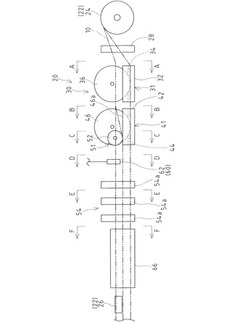
樹脂製連結チューブの製造方法、および樹脂製連結チューブ
【課題】樹脂チューブの開口端部同士を連結させた樹脂製連結チューブの製造技術に関し、接合強度を向上させ、もって製品品質を向上させ得る樹脂製連結チューブの製造方法、および樹脂製連結チューブを提供する。
【解決手段】樹脂製連結チューブの製造方法は、第1の樹脂チューブ20の開口端部21に第1のフランジ23を形成し、第2の樹脂チューブ50の開口端部51に第2のフランジ53を形成するフランジ形成工程と、第1の樹脂チューブの第1のフランジと第2の樹脂チューブの第2のフランジとを突き合わせた状態で第1と第2のフランジ同士を溶着させて溶着部60を形成する溶着工程とを含む。
(もっと読む)
導管及びその製造方法
【課題】公衆及び医療専門家に有効な選択肢を与える導管、特に呼吸回路の枝管を提供すること、このような導管の製造方法を提供すること。
【解決手段】本発明の導管を連続的に製造する方法は、薄いプラスチックの犠牲層17をオーバーラップするパターンで、導管を回転させ且つ前進させるフォーマ1の周りにつける工程と、オーバーラップしている層を互いに接合しながら、フォーマ上で犠牲層を覆って導管6を形成する工程と、接合後に犠牲層を導管の内側から除去する工程と、を備えていることを特徴とする。
(もっと読む)
発泡材付きパイプの製造方法
【課題】才断時に発泡材の収縮が少ない発泡材付きパイプを従来よりも効率的に製造する。
【解決手段】架橋ポリエチレン発泡材14パイプ12の外周表面に添わせて円形に絞り、ライナー22を架橋ポリエチレン発泡材14の外周表面に添わせながら架橋ポリエチレン発泡材14で覆われたパイプ12をダイス16より引き抜く。ダイス16と架橋ポリエチレン発泡材14との間の摩擦係数をμ0、ダイス16とナイロンシートとの間の摩擦係数をμ1、架橋ポリエチレン発泡材14とナイロンシートとの間の摩擦係数をμ2、架橋ポリエチレン発泡材14と滑り抑制層28との間の摩擦係数をμ3としたときに、μ0>μ1、μ2<μ3、μ3>μ1を満足するように各々の部材の材質を選択することで、引き抜きの際に架橋ポリエチレン発泡材14の伸びが抑えられ、才断時の発泡材の収縮が抑えられる。
(もっと読む)
波形シートの製造方法及び製造装置、発熱体の製造方法並びに発熱体
【課題】 シート部材を安定した状態で搬送してシート部材の通気性や伸張や破断を防止しつつ、シート部材を皺を寄らせず、正確な波形であるプリーツに容易に曲折することのできる製造装置、製造方法及び発熱体を提供する。
【解決手段】 シート部材を凹凸状の部材を使用して波形に形成する方法であって、前記シート部材の中央側から外側に向かって漸次波付けを行うことを特徴とする。
(もっと読む)
小径曲がり継ぎ手及びその製造方法
【課題】流体の流れの進行方向を変える小径の曲がり管、特にメーターや各種機器に接続するために、現場施工での位置合わせとして可撓性が要求される給水管に使用する送液用小径曲がり継ぎ手として、曲がり形状を有しながら可撓性に富み、衛生性、耐久性、経年変化、耐薬品性などに優れた特性を有し、さらには耐圧性能をも付与することが可能な構造および製造方法を提供する。
【解決手段】デュロメータ硬度が65〜95の熱可塑性樹脂からなる管であって、曲げ半径が同管の直径の3倍以下である曲げが付与されており、口径が5mm〜60mmの範囲にある小径曲がり継ぎ手。
(もっと読む)
三次元構造材の製造方法
【課題】ブロックの二次元切断をもって、三次元構造材を形成する方法を提供する。
【解決手段】通電状態のニクロム線(40)を二次元方向へ移動させることによってポリウレタンホームのブロック(70)を所定の断面形状を有する少なくとも長手方向軸にフレキシブルな長尺材(2)を切断し、この長尺材を長手方向軸に対し三次元方向に屈曲または湾曲させて保形し、表面に所定の厚みを有する樹脂層(3)を形成して三次元構造材を製造することを特徴とする。
(もっと読む)
プラスチックまたは金属プラスチック製軟質チューブの製造方法
軟質チューブ胴部の製造方法であって、一つまたは複数のプラスチックまたは金属層から成る平坦な帯材から円筒状のスリーブを製造する過程と、それに続いて前記胴部を得るために所望の長さに前記円筒状のスリーブを切り抜く過程とから成る製造方法。該製造方法は、円筒状のスリーブの製造過程の前に、少なくとも0.5%に等しい薄肉化、または振幅が少なくとも厚みの1/30とその5倍の間に含まれる凹凸の生成となる塑性変形を前記帯材に加える予備過程を備える。帯材は例えば、ほぼ平行な二本のカレンダーロールの間に含まれるギャップ内を通る。典型的には、カレンダーロールは帯材の幅1ミリメートルあたり2.5ニュートンと500ニュートンの間に含まれる応力を、該帯材にかける。  (もっと読む)
(もっと読む)
1 - 9 / 9
[ Back to top ]