
Fターム[4F209PB02]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 表面成形の区分 (2,459) | 不定長物品(連続物品)の製造方法 (594)
Fターム[4F209PB02]に分類される特許
201 - 220 / 594
パターン形成方法
【課題】 印刷方式に代わる包装袋を、樹脂フィルム強度低下がなく、安価で、しかも樹脂回収が可能な生産性に優れた樹脂フィルムへのパターン形成方法を提供することにある。
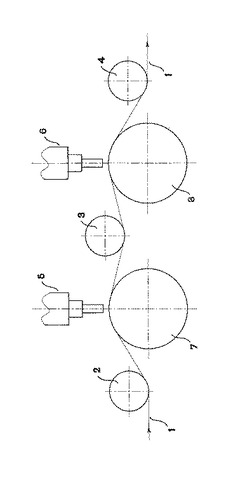
【解決手段】 樹脂フィルム表面へのパターン形成方法であって、超音波ホ−ンとパターンローラ
を用いて樹脂フィルムの表面にパターンを形成するパターン形成方法により、上記課題を解決す
る。
(もっと読む)
熱可塑性樹脂シートの加工装置

【課題】微細模様を転写した熱可塑性樹脂シートを経済的、高速で安定して生産できる熱可塑性樹脂シートの加工装置を提供する。
【解決手段】熱可塑性樹脂のガラス転移温度以上の温度に制御可能な冷却手段を有する、少なくとも一方が細密加工された表面を持つロールおよびエンドレスベルトの間に、押出機から連続して溶融状態の熱可塑性樹脂を供給して熱可塑性樹脂の表面に微細模様を転写し、転写ロールから剥離後の熱可塑性樹脂シートを外部から冷却可能に設けられた冷却手段により急速冷却することにより、微細模様が転写された熱可塑性樹脂シートを高速で安定的かつ経済的に生産できる。
(もっと読む)
エンボス加工システムおよび加工品の製造方法
【課題】生産効率を維持しながら優れた転写効率で凹凸柄を原反に形成することができるエンボス加工システムを提供することを目的とする。
【解決手段】エンボス加工システム30は、エンボス加工によって原反20に凹凸柄を形成する装置である。エンボス加工システム30は、金属箔を含む被覆層28と原反とを重ね合わせる積層装置40と、原反と被覆層との積層体29にエンボス加工を施すエンボス加工装置50と、エンボス加工を施された積層体から被覆層を剥がす剥離装置45と、を備える。
(もっと読む)
エンボス装置、バックアップロール、加工品の製造方法、および、バックアップロールの製造方法
【課題】原反に凹凸柄を形成するエンボス装置であって、とりわけ、高い稼働率で効率的に原反に凹凸柄を形成することができるエンボス装置を提供する。
【解決手段】エンボス装置10は、原反50に形成すべき凹凸柄55に対応した凹凸形状を有するエンボス型面25を有するエンボスロール20と、エンボスロールに対向して配置され、エンボスロールとの間で原反を圧するようになるバックアップロール30と、を備える。バックアップロールは、心部材32と、心部材上に設けられ、エンボスロールのエンボス型面と対面する表層部34と、を有する。表層部は、樹脂36を含む基部層34と、基部層上に形成されためっき層38と、を有する。
(もっと読む)
エンボス転写用熱可塑性樹脂シート、熱可塑性樹脂製エンボスシート、および、熱可塑性樹脂製エンボスシートの製造方法
【課題】高転写率の熱可塑性樹脂製エンボスシートを製造できるエンボス転写用熱可塑性樹脂シートを提供する。
【解決手段】エンボス転写用熱可塑性樹脂シート11は、熱可塑性樹脂製の基材層11Aと、この基材層11Aに積層する転写面層11Bとを備えた積層構造である。転写面層11Bは、ガラス転移点(Tg)が、基材層11AのTgよりも1℃以上低い構成とするか、易滑性添加剤を含有させた構成とするかの少なくともいずれか一方とする。基材層11Aは、Tgが50℃以上200℃以下とする。転写層11Bの表面にエンボスパターンを転写することで、熱可塑性樹脂製エンボスシートを製造する。
(もっと読む)
樹脂成形品及びその製造方法
【課題】表面が木粉を含む合成樹脂組成物から形成されていても、木粉に含まれる成分が表面に染み出すことに起因する表面シミを発生させることがなく、かつ、意匠性に富んだ樹脂成形品及びその製造方法を提供することを目的としている。
【解決手段】原料成形品の木粉を含むポリエチレン等の熱可塑性樹脂組成物からなる表層に、後加工時に加工された部分における木粉の露出面積が30%以下の樹脂リッチな状態になるようにレーザー照射して凹凸面を後加工で形成することで樹脂成形品Aを得るようにした。
(もっと読む)
熱可塑性樹脂製エンボスシートの製造方法および製造装置
【課題】簡単な構成で高転写率の熱可塑性樹脂製エンボスシートを製造する。
【解決手段】溶融状態の熱可塑性樹脂シート11を、周面にエンボスパターンを有した第3ロール16と金属製エンドレスベルト15との間に導入し、金属製エンドレスベルト15の第一の温度制御手段30Aにより熱可塑性樹脂シート11片面側から冷却した後、第3ロール16と第4ロール19間に加わる線圧にて熱可塑性樹脂シート11にエンボスパターンを転写させる。その後、金属エンドレスベルト15の第二の温度制御手段30Bにより転写後の熱可塑性樹脂シート11を金属製エンドレスベルト15および第3ロール16から剥離させ、反り矯正ロール17にて反りを矯正し、熱可塑性樹脂製エンボスシート21を得る。エンボスパターンを転写する熱可塑性樹脂シート11が比較的に肉厚でも、バンク不良などの外観不良を生じることなくエンボスパターンを高転写率で効率よく形成できる。
(もっと読む)
凹凸形成方法及び防眩フィルム
【課題】可撓性透明支持体上に活性エネルギー線硬化性樹脂組成物を塗布し形成された塗膜に表面粗さの変更或いは、凸部のパターンの変更が容易で、凹凸形状を安定に形成する凹凸形成方法及びこの凹凸形成方法により作製された防眩フィルムの提供。
【解決手段】連続搬送される可撓性透明支持体の上に形成された活性エネルギー線硬化性樹脂組成物の塗膜面に凹凸形状を形成する凹凸形成方法において、前記活性エネルギー線硬化性樹脂組成物の塗布工程と、前記塗膜面にスポット光照射装置より出射されたスポット状の活性エネルギー線を照射するスポット光照射工程と、前記スポット光照射工程の後に、前記塗膜面の全面に活性エネルギー線を照射する全面照射工程とを有することを特徴とする凹凸形成方法。
(もっと読む)
パターン部と非パターン部で段差を有する成形用ロール
【課題】押出成形法において、高い精度でパターンを転写させるための成形用ロールを提供すること。
【解決手段】成形用ロール装置は、押出機12から押出されるシート状溶融樹脂を、押出機12から押出されるシート状溶融樹脂を成形用ロール14と押さえロール15間に導入して狭圧成形し幅方向の中央部にパターンが形成されたパターンシートを得るものである。成形用ロール14は、その長手方向の中央に設けられた均一の直径の大径部14Aと、大径部14Aの両側に設けられ大径部14Aよりも小さい均一の直径で形成された小径部14Bとを有している。そして、大径部14Aの外周面にパターンを形成するためのパターン部21が設けられ、小径部14Bはパターン部21が形成されていない非パターン部22となっている。
(もっと読む)
光学フィルム、その製造方法、光学フィルムを用いた偏光板、及び表示装置
【課題】 液晶表示装置(LCD)の偏光板用保護フィルム等に用いられる光学フィルムについて、巻取り前のフィルム端部に常圧プラズマを照射することにより、ラジカルのアタックによる凹凸の形成と照射部分の表面改質を同時に施し、長尺化・広幅化においても安定な巻き性、搬送性を確保できるエンボス部を形成する光学フィルムの製造方法、偏光板及び表示装置を提供する。
【解決手段】 光学フィルムの製造方法は、溶液流延製膜法または溶融流延製膜法により作製されかつ搬送されている光学フィルムの左右両端部のうちの少なくとも一端部に、常圧プラズマ照射装置20によりプラズマ照射処理を施すことにより、多数の凹凸を有するエンボス部を連続して形成する。常圧プラズマ照射装置20によるプラズマ照射処理を、0.1〜36W/cm2 の処理強度で行なうことが好ましい。
(もっと読む)
エンボスロールの製造方法
【課題】エンボスロールに起因する壁紙の意匠の違和感を生じさせない、エンボスロールの製造方法を提供すること。
【解決手段】金属製ロールの表面にエンボス模様を形成し、該形成面にブラスト処理を施すエンボスロールの製造方法であって、ブラスト処理を少なくとも2回行い、そのうちの1回は粒径350〜1000μmの粒子を50質量%以上含む投射材料を用いることを特徴とするエンボスロールの製造方法である。
(もっと読む)
形状追従性のコーティングを有する低熱拡散性工具での光学フィルム複製
微細複製による光学フィルムを作製する、微細構造の押出成形により複製を行うシステム及び方法である。このシステムはプレスロール及び複製部材を含む。この複製部材は、微細複製により複製された外面を有する低熱拡散性材料又は微細複製により複製された外面を有する有機材料を含む。形状追従性の無機コーティングを有機又は低熱拡散性材料のパターン付き外面の上に配置する。  (もっと読む)
(もっと読む)
低伸縮性樹脂フィルム及びその製造方法並びに製造装置
【課題】太陽電池製造の際の他素材との貼着時などの再加熱によっても実質的に収縮がない低伸縮性樹脂フィルムを得る。
【解決手段】両面エンボス加工の低伸縮性樹脂フィルム100において、一方の面15aを、エンボスの形成された搬送ベルト11上にフィルム状となって押し出された樹脂素材15を搬送ベルト11と共に加熱され、他方の面15bを、エンボスの形成された冷却ローラ21にて加圧して両面エンボス加工した。この低伸縮性樹脂フィルム100は、エンボス加工を施した搬送ベルト11を繰り出し、樹脂素材15を搬送ベルト11上に押し出し、フィルム状樹脂素材15を搬送ベルト11ごと加熱させ、冷却ローラ21にて他方の面15bから加圧しながら一方の面15aとともにエンボス加工を施し、冷却完了後に搬送ベルト11から離間し、両面エンボス加工済みの低伸縮性樹脂フィルム100のみを別途巻き取ることで得られる。
(もっと読む)
エンボス加工したラミネートとそれを用いた封筒
【課題】面方向の圧力ないし衝撃に対して緩衝能力を有する、簡易な緩衝材料として使用可能なエンボス加工したラミネートを提供すること、および、このエンボス加工したラミネートを使用した緩衝封筒を提供すること。
【解決手段】紙(11)にポリエチレン(12)を積層したラミネート(1)をエンボス加工してなり、ラミネートの面に対し垂直で、紙の層からポリエチレンの層の方向に向かって、一定の高さで突出したエンボス(2)を多数設けて、エンボス加工したラミネート(3)とする。または、エンボスの表面側すなわち紙の層の側に、クラフト紙を表ライナ(4)として貼って、エンボス加工したラミネート(5)とする。緩衝封筒(7)は、このエンボス加工したラミネート(3または5)を材料として使用し、その2枚を、ポリエチレン(12)の層を向かい合わせて重ね、両側および底部の三方をヒートシールして得る。
(もっと読む)
ロール状金型を用いた光学シートの製造方法
【課題】ロール状金型の外周面に形成された加工パターンを保護することができる光学シートの製造方を提供する。
【解決手段】プリズムパターン3aが形成されたロール状金型3の外周面と、シート基材9の間にモノマーを配置して、このモノマーにUV光を照射して、シート基材9の表面にプリズム15を形成するためのロール状金型3の保護方法およびロール状金型3を用いた光学シートの製造方法であって、ロール状金型3の外周面を保護するための保護シート23を、ロール状金型3の外周面に予め配置し、該保護シート23は、モノマーによって、シート基材9の表面に接着されてロール状金型3の表面から除去されるようになっている。
(もっと読む)
インプリント用の転写フィルムの製造方法、及びインプリント用の転写フィルム
【課題】従来の塗布工程とインプリント工程の両立という技術的困難性を緩和し、且つ低粘度で流動性の高い塗布液を用いても幅方向の広がりを防止する。
【解決手段】微細なパターンが形成されたスタンパと貼り合せた後、エネルギー線を照射して硬化性樹脂を硬化させてスタンパのパターンを転写するための、インプリント用の転写フィルムの製造方法であって、基材フィルム2の一方の面上に、未硬化で液状の硬化性樹脂組成物からなる硬化性樹脂薄膜層11を形成し、カバーフィルム6を貼合した後、パターン露光を施し、硬化性樹脂硬化部12を設けることで幅方向のみならず加工流れ方向の塗膜流動も抑制することができ、より高い塗膜厚みの均一性を確保した状態でロール体に巻き取ってインプリント用の転写フィルム10を製造する。更には、枚葉で供給されるインプリント用の転写フィルムの製造方法を提供する。
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】製造装置1は、押出ダイ10と、金属製の加熱ロール11b及び冷却ロール13と、加熱ロール11bと冷却ロール13とに巻き掛けられている金属製の賦形ベルト14と、圧着ロール11aと、剥離ロール15と、加熱ロール11bを加熱するヒーター11b1とを備えている。賦形ベルト14の外側の表面には、樹脂シート17の表面に形成される凹凸に対応した形状の凹凸が形成されている。賦形ベルト14の内側の表面の上には、樹脂コート層が形成されている。
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】製造装置1は、押出ダイ10と、加熱ロール11bと、加熱ロール11bよりも温度が低い冷却ロール13と、加熱ロール11bと、冷却ロール13とに巻き掛けられている賦形ベルト14と、圧着ロール11aと、剥離ロール15と、赤外線照射機構19とを備えている。賦形ベルト14の外側の表面には、樹脂シート17の表面に形成される凹凸に対応した形状の凹凸が形成されている。賦形ベルト14の外側の表面の上には、赤外線照射機構19からの赤外線を吸収する赤外線吸収層が形成されている。
(もっと読む)
熱可塑性樹脂フィルムロール
【課題】巻芯の転写跡が少なく、かつ巻ずれや搬送時の蛇行が起きにくくなることにより、フィルムの擦過やシワが少なく、さらには、フィルムの製造および加工工程の歩留まりを上げることができる熱可塑性樹脂フィルムロールの提供。
【解決手段】フィルム幅方向の両端部分の片面または両面に突起付与処理を施した熱可塑性樹脂フィルムを筒(コア)に巻き取ってなるフィルムロールであって、半径方向におけるコア外径からの層厚みX(mm)が20mmより小さい(X≦20)部分を巻芯部とし、コア外径からの層厚みX(mm)が20mmより大きい(X>20)部分を製品部としたとき、前記巻芯部の突起付与処理によって変形した部分の平均高さ(bx)、前記製品部での突起付与処理部の平均高さ(by)、およびフィルム平均厚み(a)が、次式(1)と(2)を同時に満たすものである。(1)bx>by(2)0.01<bx/a<0.2
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】製造装置1は、押出ダイ10と、加熱ロール11bと、加熱ロール11bよりも温度が低い冷却ロール13と、加熱ロール11bと、冷却ロール13とに巻き掛けられている賦形ベルト14と、圧着ロール11aと、剥離ロール15と、剥離機構24とを備えている。剥離ロール15は、樹脂シート17の幅方向において、樹脂シート17の賦形ベルト14とは反対側の表面の全体にわたって接している。剥離機構は、冷却ロール13と剥離ロール15との間の隙間から搬出された樹脂シート17を賦形ベルト14から剥離させる。剥離ロール15による樹脂シート17の送り速度は、冷却ロール13による賦形ベルト14の送り速度と等しい。
(もっと読む)
201 - 220 / 594
[ Back to top ]