
Fターム[4F209PB02]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 表面成形の区分 (2,459) | 不定長物品(連続物品)の製造方法 (594)
Fターム[4F209PB02]に分類される特許
101 - 120 / 594
光学シートの製造方法
【課題】複数の光学シートを積層したときに、凸部に傷又は欠けを生じ難くすることができる光学シートの製造方法を提供する。
【解決手段】本発明に係る光学シートの製造方法は、複数の凹部と該凹部に連なる曲面状の複数の凸部とを表面に有する光学シートの製造方法である。本発明に係る光学シートの製造方法では、複数の凸部と該凸部に連なる複数の凹部とを表面に有する賦型ロール本体と、該賦型ロール本体の表面上に積層されており、かつ複数の凸部と該凸部に連なる曲面状の複数の凹部とを表面に有する離型層とを備える賦型ロール4が用いられる。本発明に係る光学シートの製造方法では、賦型ロール4の表面4a上に押出しされたシート状の熱可塑性樹脂Aを圧着させ、該シート状の熱可塑性樹脂Aに賦型ロール4の表面4aの形状を転写する。
(もっと読む)
導光板の製造方法

【課題】グラデーションパターンの微細化、小ピッチ化が可能であり、かつ、生産性に優れる導光板の製造方法を提供すること。
【解決手段】円周方向に均一な微細凹凸を有するロール型2を加熱し、加熱されたロール型2を熱可塑性樹脂からなる透明基板1の表面に押圧して透明基板1の表面に前記微細凹凸を転写する導光板の製造方法であって、ロール型2が透明基板1を押圧する圧力と、透明基板1の搬送速度と、透明基板1の温度と、の3つのパラメータうち少なくともいずれか1つを変化させることにより、透明基板1に転写された微細凹凸に透明基板1の長さ方向のグラデーションを付与する、導光板の製造方法。
(もっと読む)
金型の製造方法、金型、光学機能シート、光学シート、及び映像表示装置
【課題】切れ味が良いときのバイトで切削した溝と、切れ味が悪くなってきたバイトで切削した溝とが隣り合った部分や外観の濃淡ムラが目立たない金型を製造することができる金型の製造方法、該方法によって製造される金型、該金型を用いて製造される光学機能シート、該光学機能シートを備えた光学シート、及び該光学シートを備えた映像表示装置を提供する。
【解決手段】円柱状体の外周面に平行に切削された複数の溝と、該溝間に形成された山部とを有する金型の製造方法であって、溝を切削する順番が溝の配列順と異なる、金型の製造方法、該方法によって製造される金型、該金型を用いて製造される光学機能シート、該光学機能シートを備えた光学シート、及び該光学シートを備えた映像表示装置とする。
(もっと読む)
円筒状モールドの製造方法、及びその方法に用いる装置
【課題】ナノインプリントに有利に使用することが出来る円筒状モールドの製造方法であって、高い生産性で高精度に製造する方法を提供する。
【解決手段】外周面に微細な凹凸パターンを有する円筒状モールドの製造方法であって、
光透過性の円筒部材12、及びその外周面に形成された加圧により変形可能な光硬化性転写層13からなる外側円筒部20を有する円筒状転写版50を回転させながら、
外側円筒部20の転写層13を、円筒状転写版50と同方向に移動する表面に微細な凹凸パターンを有する原版モールド70の当該微細な凹凸パターン72に押圧下に接触させ、微細な凹凸パターン72を転写層13に転写し、
前記転写と同時に、外側円周部20の内周側から、転写層13の転写領域15に紫外線を照射し、硬化させることにより、転写層13に反転凹凸パターンを連続的に形成することを特徴とする円筒状モールドの製造方法。
(もっと読む)
エンボスフィルムの製造方法
【課題】大掛かりな設備を必要とせず、エンボスロールとゴム表面の平滑ロールを用いる一般的な装置によって、転写精度が高くかつバックエンボスのないエンボスフィルムを製造する。
【解決手段】熱可塑性樹脂フィルム(ア)3を、表面に所定の凹凸模様が施されたエンボスロール8とゴム表面を持つ平滑ロール9との間に挿入することにより、フィルム(ア)の一方の面に凹凸模様を転写してエンボスフィルム12を製造する方法において、(a)フィルム(ア)を熱可塑性樹脂フィルム(イ)と、上記転写後に互いに剥離可能であるように貼り合わせて貼合フィルムを得る工程、(b)該貼合フィルムを、フィルム(ア)がエンボスロール側であるようにエンボスロールと平滑ロールとの間に挿入してフィルム(ア)の表面に凹凸模様を転写して積層エンボスフィルムを得る工程、および(c)該積層エンボスフィルムからフィルム(ア)を剥離してエンボスフィルムを得る方法。
(もっと読む)
シームレス凹凸模様付きロールの製造方法
【課題】
工業的な規模で、表面にシームレスの凹凸模様を有するロールを安価に簡便に製造することを課題とする。
【解決手段】
円柱支持体に連続繊維を隙間なくスパイラル巻きにし、固定した後に、該スパイラル巻きした表面形状を内面に転写したシームレス凹凸模様を有する中空鋳型を作成し、該中空鋳型の内面形状を表面に転写することを特徴とするシームレス凹凸模様付きロールの製造方法。連続繊維は撚糸またはモノフィラメントのいずれでも良い。
(もっと読む)
光学フィルムの製造方法
【課題】生産性を高めるために、賦型速度を高めた場合であっても、フィルム幅方向に延びる横スジが発生し難く、かつ良好な光学性能を有する光学フィルムの製造方法を提供する。
【解決手段】溶融押出された熱可塑性樹脂フィルム6を金型ロール2と金属製無端ベルト3とで押圧することにより、前記熱可塑性樹脂フィルム6表面に微細構造を形成する光学フィルムの製造方法であって、前記熱可塑性樹脂のガラス転移温度をTgとしたときに、Tg+40℃の温度における前記金属製無端ベルト3と熱可塑性樹脂フィルム6との動摩擦係数が0.3以下であり、かつ前記金属製無端ベルト3の表面の表面粗さRaが0.2μm以下である、光学フィルムの製造方法。
(もっと読む)
光制御板の製造方法
【課題】凹凸形状を一側面に有する光制御板をより効率的に製造可能な光制御板の製造方法を提供する。
【解決手段】光制御板の製造方法では、押出し成形で形成した樹脂シートの一側面に形状ロールを利用して凹凸形状を付形して検査用光制御板1Sを得て、検査用光制御板の凹凸形状が許容範囲内か否かを検査する。許容範囲内の場合、凹凸形状を有する樹脂シートを分割して光制御板とし、許容範囲内でない場合、形状ロールの温度及び樹脂シートの搬送速度の少なくとも一方を調整する。検査用光制御板を検査する工程では、凹凸形状の形成側と形成されていない側からそれぞれ光を入射した場合の第1及び第2の全光線透過率の少なくとも一方で規定されており凹凸形状を示す指標を取得し、基準光制御板に対する指標に基づいて、検査用光制御板に対する指標から、検査用光制御板の凹凸形状を評価する。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】 シートの表面平滑性および厚さ均一性を保持しつつ、樹脂シートの表面に転写型を精度よく転写することができる表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】 樹脂を加熱溶融状態でダイ58から押し出して樹脂シート53を作製し、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送する。この工程において、中間ロール64に凹版転写型69を装着し、上ロール63と中間ロール64とのギャップAの1.1倍以下の高さhを有するメルトバンク73を、ギャップAの入口に形成する。
(もっと読む)
エンボス形成装置及びそのエンボス形成装置により製造されたフィルム
【課題】高速搬送によってエンボス形成した場合に発生する同伴エアーを低減させ、低速搬送時と同一形状を有するエンボスを形成する。
【解決手段】マットローラ31と、フィルムFをマットローラ31と挟持して搬送することで、フィルムFにエンボスを形成するエンボス形成ローラ32と、マットローラ31とフィルムFとの間に発生する同伴エアーを緩和させるエアー緩和手段とを備え、エアー緩和手段を、表面粗さ(Ra)が1.0μm≦Ra≦10μmで規定されるマットローラ31で構成した。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】転写型の溝部の先端にまで樹脂を良好に入り込ませることができ、光学設計により最適化された転写型の形状を、樹脂シートとして良好に再現することが可能な表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】樹脂を加熱溶融状態でダイ58から押し出して樹脂シート53を作製し、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送し、搬送された樹脂シート53を中間ロール64と下ロール65とで挟み込む。この工程において、下ロール65に、曲率半径が100μm以下の底面を有する凹溝70を有する凹版転写型69を装着し、中間ロール64と下ロール65とで挟み込む際に、下ロール65の表面温度T(R3)を、樹脂のTgに対して、Tg−10℃≦T(R3)に保持しながら、凹版転写型69を樹脂シート53に転写する。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】 樹脂シートの表面に転写型を精度よく転写することができる表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】 樹脂を加熱溶融状態でダイ58から押し出して樹脂シート53を作製し、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送し、搬送された樹脂シート53を中間ロール64と下ロール65とで挟み込む。この工程において、下ロール65に凹版転写型69を装着し、中間ロール64と下ロール65とのギャップBを、上ロール63と中間ロール64とのギャップAよりも狭くする。そして、中間ロール64と下ロール65とで挟み込む際に、凹版転写型69を樹脂シート53に転写する。
(もっと読む)
熱可塑性樹脂シートの製造装置および製造方法、熱可塑性樹脂シートを備えた面光源装置および表示装置
【課題】高い賦形率で熱可塑性樹脂シートを製造する製造装置を提供する。
【解決手段】製造装置10は、熱可塑性樹脂からなるシート原反12を供給する供給ダイ11と、供給ダイ11の下方に設けられ、エンボスパターンが表面に形成された成型ロール13と、成型ロール13との間でシート原反12を挟圧部14において挟圧する挟圧機構15と、を備えている。また挟圧部14の上流側近傍には、温度制御機構25が設けられている。この温度制御機構25により、成型ロール13の表面13a上の第1境界部B1と、挟圧部14と、シート原反12の成型ロール13側の表面12a上の第2境界部B2と、を含む挟圧部直前領域20の雰囲気温度が、熱可塑性樹脂のガラス転移点よりも高い温度に制御される。
(もっと読む)
転写ロールおよび転写ロールを用いた光学シート製造方法
【課題】単純な構造であり、製造が容易でありかつ保守性が良く、簡易な設備で運用できる転写ロールを提供すること。
【解決手段】本発明の転写ロールは、被転写物に外周面形状を転写する転写ロール1であって、外周面上に凹凸形状パターンが形成され、内部に中空部を有する略円筒状の本体と、中空部内に配置され前記本体の内周面に熱媒体を噴射する熱媒体噴射手段10とを備え、熱媒体噴射手段が、少なくとも一端が熱媒体供給装置に接続され、本体外部から中空部内まで延びるように配置された中空管を備え、中空管は、熱媒体供給手段から供給された熱媒体を、所定の回転角度方向に噴射して本体2の内周面に衝突させる複数の噴射手段14を有している。
(もっと読む)
単粒子膜被覆ロールの製造方法、凹凸形成ロールの製造方法、凹凸形成フィルムの製造方法および単粒子膜被覆装置
【課題】継ぎ目のない単粒子膜がロールを被覆した単粒子膜被覆ロールを簡便に製造できる単粒子膜被覆ロールの製造方法を提供する。
【解決手段】本発明の単粒子膜被覆ロールの製造方法は、ロール11を水中に浸漬させる浸漬工程と、水面Aに単粒子膜12を形成する単粒子膜形成工程と、ロール11を、その中心軸が鉛直方向に向いた状態で水面A上に引き上げて、単粒子膜12をロール11の周面11aに移行させる移行工程とを有する。
(もっと読む)
気泡シート製造装置用のプラグ、及びその製造方法
【課題】気泡シートに良好な視認性を有する識別表示を押印する気泡シート製造装置用のプラグ、及びその製造方法を提供する。
【解決手段】周面に複数のキャビティが形成された成形ロールに供給され、キャビティにおいてキャビティ形状に対応する突起が真空成形されるキャップフィルムと、キャップフィルムに接合され、前記突起内の空気を封止するバックフィルムと、を備える気泡シートを製造する気泡シート製造装置において、キャビティの底面に連通するキャビティより小径の吸引孔を通気可能に塞ぐプラグ1Aであって、キャビティの底面となるプラグ上面に、真空成形時の吸引力によって所定の識別表示をキャップフィルムの突起頂面に凹設及び/又は凸設成形する印章部2を備え、印章部2は、所定の金属粉末をレーザ照射により焼結させた金属焼結層によって形成された構成としてある。
(もっと読む)
インパクトプリントタイプのホットエンボシング装置
本発明は、連続的に供給される基板にインプリント工程を実行するインパクトプリントタイプのホットエンボシング装置に関し、より詳細には、連続的に基板を供給する基板供給部と、前記基板を加熱し、加熱された基板にドット形態またはライン形態でインパクトしてインプリント工程を実行するインプリント部とを含んで構成されることを特徴とする、インパクトプリントタイプのホットエンボシング装置に関する。
このような本発明は、既存のドットプリンタあるいはラインプリンタにおける印刷方式を採用したホットエンボシング装置であり、微細な探針または微細形状が刻まれた印刷ヘッド方式の機構を利用して基板上にパターンを形成する。 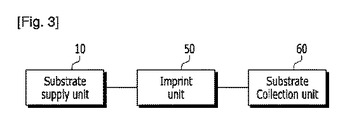 (もっと読む)
(もっと読む)
偏光子の製造方法
【課題】生産性に優れ、かつ、外観に優れた偏光子を製造する方法を提供すること。
【解決手段】本発明の偏光子の製造方法は、偏光子作製用フィルムを搬送ロールで搬送しながら、偏光子作製用フィルムに湿式処理と乾燥処理とをこの順で施し、湿式処理後に、偏光子作製用フィルムにニップ圧を加える。好ましくは、熱ロールを用いて乾燥処理を行う。
(もっと読む)
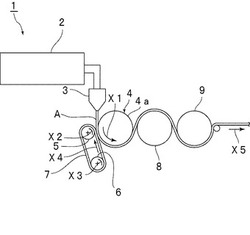
押出成形光学レンズシート製造方法及び装置
【課題】ダイヘッドから押出したシート状樹脂材料を押圧ロールと賦形ロールで狭圧して光学レンズシートを成形する際に、シート状樹脂材料の型入り向上、型崩れ防止を図り、高賦形率の光学レンズシートを得ることを可能とする。
【解決手段】賦形ロール1を、賦形ロールパターンa表面に低熱伝導性を賦与するために表面処理Kを施したロールとする。表面処理Kとは、例えばフッ素樹脂をはじめとした樹脂コーティング、セラミックコーティング、断熱塗料による被覆などである。この状態で樹脂材料Jを押出すダイヘッド3を転写部Pに近接する位置に移動させ、ダイヘッド3から転写部Pに樹脂材料Jを導入する。これにより、樹脂材料Jの流動性を最適化し、挟圧時の高充填型入れ、剥離時の型崩れ防止を図って安定して連続的に高賦形率の光学レンズシートJ1を得ることが可能となる。
(もっと読む)
フィルム及びその製造方法
【課題】ブロッキング防止性を有し、透明性及び繰り出し性に優れた熱可塑性樹脂フィルム及びその製造方法を提供する。
【解決手段】表面温度(Ts)が鏡面ロールの表面温度(Tr)以下にある熱可塑性樹脂フィルムを、十点平均粗さ(Rz)が500nm以下、および、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロ−ルとゴムロ−ルとで、狭圧することを特徴とする熱可塑性樹脂フィルムの製造方法及び当該製造方法によって得られるフィルム。
(もっと読む)
101 - 120 / 594
[ Back to top ]