
Fターム[4F209PC07]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 表面成形された面の形状 (2,201) | 凹凸面形状 (1,477) | 凹凸の広さ、長さが特定 (211)
Fターム[4F209PC07]に分類される特許
1 - 20 / 211
ゾルゲル法を用いた凹凸基板の製造方法、それに用いるゾル溶液、及びそれを用いた有機EL素子の製造方法並びにそれから得られた有機EL素子
片面研磨用保持材の製造方法
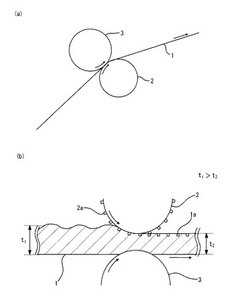
【課題】液晶ディスプレイ用ガラス基板等の被研磨物について初期から加工数を重ねていっても研磨後の被研磨物の品質に影響を与える表面形状を変化させることなく、これにより一定の研磨品質を維持することができ、さらに、被研磨物の品質に影響のある保持面の表面平坦性が向上し、大型で極薄の被研磨物であっても研磨中にはこれを堅固に保持することができ、かつ、研磨後は安全かつ容易に剥がすこともできる片面研磨用保持材の製造方法を提供する。
【解決手段】発泡層と緻密な発泡による表面部分を有する樹脂シートを湿式成膜法により製造する工程と、表面に凸部を有する加熱可能なディンプルロールに樹脂シートを供給して樹脂シートの緻密な発泡による表面部分を圧接させることにより、樹脂シートを構成する材料の流動開始温度以上で熱成形加工する工程とを含むことを特徴とする。
(もっと読む)
光学部材の製造方法

【課題】光学部材の凹凸形状をより簡易に決定するための光学部材の製造方法を提供すること。
【解決手段】転写型53の形状を異なる転写率(h3/h1)で転写することにより、互いに異なる凹凸形状を有する複数の光学部材試作品30を成形するステップと、複数の光学部材試作品30それぞれの光学特性を評価するステップと、光学特性に基づいて光学部材の凹凸形状を決定するステップと、光学部材試作品30を成形する際に使用される転写型53の形状を、決定された凹凸形状に対応する転写率で転写することにより、光学部材を成形するステップと、を含む、光学部材の製造方法。
(もっと読む)
ロール金型の製造方法及び光学シートの製造方法
【課題】光学シートを形成するロール金型を製造するに際し、溝の切削開始部と溝の切削終了部とで、溝形状が変化してしまうことを抑制できるロール金型の製造方法を提供する。
【解決手段】凹凸形状を有する光学シート10の凹凸部分を成型するための環状突起22と溝23とを交互に有するロール金型20を製造する方法であって、表面に被加工層が形成されたロール基体21を回転させ、切削工具30により光学シートの凸部13に対応する溝を被加工層に形成する切削工程を含み、該切削工程は、溝が完成後の開口部形状を有するように溝の開口部側の一部を切削する第1切削工程と、該第1切削工程によって開口部側の一部が切削された溝であって、該溝の両側の溝に対しても第1切削工程が行われているについて、目的の深さまで切削する、第2切削工程とを含んでいることを特徴とする。
(もっと読む)
スタンパ、インプリント装置及び処理製品並びに処理製品製造装置及び処理製品製造方法
【課題】
本発明は、ベース膜厚のバラツキを低減できるスタンパ又はインプリント装置、精度のよい微細パターンを有する処理製品、精度のよい微細パターンを形成できる処理製品製造装置又は処理製品製造方法を提供することにある。
【解決手段】
本発明は、スタンパ又は前記スタンパを用いてインプリントするインプリント装置、前記インプリントによって処理製品を製造する処理製品製造装置又は処理製品製造方法、及び製造された処理製品において、前記スタンパは前記処理製品基材から形成される処理製品の機能を果たすのに必要のないダミーパターンを有する。
(もっと読む)
微細構造形成用型および光学素子の製造方法
【課題】微細構造形成用型および光学素子の製造方法において、被加工体の表面形状が変化しても、被加工体の表面に反射防止構造を容易かつ迅速に形成することができるようにする。
【解決手段】曲率を有する凹レンズ面1aを備えるレンズ本体1の凹レンズ面1aに凹凸形状の反射防止部を形成する微細構造形成用型5であって、反射防止部を転写する成形面部5aと、成形面部5aを湾曲可能に支持する基体部5と、基体部5を変形することにより成形面部5aを湾曲させる空洞部6、環状空洞部7、および流体供給部8と、を備える表面加工装置10を用いて、反射防止部を形成する。
(もっと読む)
ナノインプリント方法
【課題】モールド作製時の負担を軽減して、ナノインプリント技術の高スループット化および低コスト化を可能にする。
【解決手段】モールドを押し付けてパターニングした未効果のレジスト上に、再度(1回または複数回にわたり)モールドを押し付けることによってパターニングを行う。つまり、同一レジスト上でダブルパターニングを行う。レジストとしては、硬化前に2度以上のパターニングが可能なものを使用する。再度のパターニングは、最初のパターニングに使用したモールドを、位置を変えて(それまでにパターニングを施した範囲から完全には逸脱しない範囲で位置を変えて)使用するのがよい。
(もっと読む)
モールドの製造方法および磁気記録媒体の製造方法
【課題】ドットパターンを有する領域と,ドットパターンを有しない領域と,を備えるモールドを高精度で作成可能とする。
【解決手段】実施形態のモールドの製造方法は,第1の高分子に親和な基板上に,第2の高分子に対して親和な第1の層を形成する工程と,第1の層に,第1,第2の開口を形成する工程と,第2の開口内にレジストを充填,硬化する工程と,ブロックコポリマーを含む第2の層を形成,自己組織化する工程とを含む。
(もっと読む)
プロピレン系樹脂成形体
【課題】射出成形により微細構造パターンが表面に転写された成形品であって、微細凹凸の転写性に優れ、また寸法精度に優れた精密成形体を提供する。
【解決手段】下記(i)〜(iv)を満たすプロピレン系樹脂を溶融して押出し、押出された樹脂を、表面に微細凹凸構造パターンを有する連続冷却装置を用いて固化させることにより微細凹凸構造パターンが表面に転写された成形体であって、前記微細凹凸構造パターンは、幅が0.01〜100μmの範囲にあり、高さ又は深さが0.1〜500μmの範囲にある凸部及び/又は凹部から構成されていることを特徴とするプロピレン系樹脂成形体。
(i)プロピレンと0.8〜10重量%のエチレンとの共重合体である。
(ii)示差走査熱量測定(DSC)による結晶化開始温度が111℃以下。
(iii)MFRが0.1〜30g/10分。
(iv)曲げ弾性率が1100MPa以下。
(もっと読む)
ポリマーフィルム
【課題】パスローラにおいてスリップしてポリマーフィルムにスリキズが発生してしまうのを防止することができるナーリングがフィルム幅両端に形成されたポリマーフィルムを提供する。
【解決手段】ナーリング41がフィルム幅両端に形成されたポリマーフィルム11であって、ナーリング41には凸部42が形成されており、該凸部の先端曲率半径が1μm以上3μm以下であるようにする。
(もっと読む)
成形品の成形方法
【課題】微小な凹凸部を有する成形品の成形方法であって、多数個の成形品を安価で安全に成形する。
【解決手段】微小な凹凸部を有する成形品の成形方法であって、(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程を含み、上金型と下金型のどちらか一方の金型は任意の形状を多数個成形するための金型であって、該多数個成形するための金型は、それぞれ独立した多数個のスタンパーを組み合わせたものであり、各スタンパー間の隙間の最大値が0.1μm以上50μm以下であることを特徴とする成形品の成形方法。
(もっと読む)
成形材料
【課題】シリコーン系樹脂を使用しなくても成形精度に優れ、硬度が高く、良好な外観を有する成形体を製造する際に好適に使用することができる成形材料、前記成形材料から形成された樹脂フィルム、ならびに原料として前記成形材料が用いられた成形体およびその製造方法を提供すること。
【解決手段】成形体を製造する際に原料として用いられる成形材料であって、(メタ)アクリル系樹脂エマルション、多官能(メタ)アクリル酸エステルおよび重合開始剤を含有することを特徴とする成形材料、前記成形材料から形成された樹脂フィルム、ならびに基材上に成形材料層が形成されてなる成形体であって、前記成形材料層が前記成形材料から形成された成形体およびその製造方法。
(もっと読む)
押圧ロールの洗浄方法
【課題】簡単にかつ短時間に残留物を押圧ロールから除去できる洗浄方法を提供すること。
【解決手段】押圧することで樹脂シート30を成形するための押圧ロール14Cの洗浄方法であって、押圧ロール14Cの表面に、ドライアイス42、又は、気体状態、液体状態若しくは固体状態の水を衝突させる工程を有する、洗浄方法を提供する。押圧ロール14Cの表面にドライアイス42等を衝突させることで、残留物50へ物理的衝撃が加わる。この衝撃によって、残留物50が押圧ロール14Cの表面から剥離するため、短時間で簡単に押圧ロール14Cの洗浄ができる。
(もっと読む)
成形品の成形方法
【課題】微小な高アスペクト比の凹凸部を有する成形品の成形方法であって、成形品を金型から変形なく簡単に安全に取り出すための成形方法を提供する。
【解決手段】アスペクト比が0.5以上20.0以下、長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法であって、(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程、を含み、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いる。
(もっと読む)
樹脂硬化物
【課題】靱性に優れると共に、耐傷性の高い樹脂硬化物を提供すること。
【解決手段】本発明の樹脂硬化物(1)は、表面に微細凹凸構造(10)が成型された樹脂硬化物(1)であって、ポリエチレングリコールジ(メタ)アクリレート及びウレタンジ(メタ)アクリレートの硬化物を含み、表面弾性率が0.01GPa以上2GPa以下、且つ、表面硬度が0.01GPa以上0.2GPa以下であることを特徴とする。
(もっと読む)
耐指紋汚染性基材
【課題】表面に付着した指紋等の汚れが目立ちにくく、かつ、付着した指紋が布等による乾拭きで拭き取りやすい基材であり、拭き取り部分に再度指紋成分が付着した場合であっても、該指紋成分が目立ちにくい基材、すなわち、優れた耐指紋汚染性を有する基材を提供する。
【解決手段】光透過性、光反射性、または光沢性を有する基材1の平滑な面2の指が接触する箇所に、該平滑な面2に付着した指紋成分を毛細管力で集める凹型の穴3を有し、該穴3の正面視での投影面積の二乗根の寸法が10〜300μmであり、該穴3の平均深さが0.2〜50μmであり、該穴3の分布頻度が面積比で10〜85%であることを特徴とする、耐指紋汚染性基材1。
(もっと読む)
導光板の製造方法
【課題】輝点の発生が抑制された導光板の製造方法を提供する。
【解決手段】この導光板の製造方法はシート製造工程と転写工程とを備える。転写工程は、連続樹脂シートを押圧ロールと形状ロールとで挟み込むことで押圧する押圧工程と、連続樹脂シートを形状ロールの周面に密着させたまま搬送する搬送工程と、連続樹脂シートを形状ロールの周面から剥離する剥離工程とを含む。シート製造工程において押し出される樹脂の温度は、樹脂のガラス転移温度Tgに対して、(Tg+110)℃〜(Tg+200)℃の範囲である。形状ロールの温度は、(Tg−25)℃〜(Tg−5)℃の範囲である。転写型に形成された複数の凹部の深さDと複数の凹部のピッチPとの比率D/Pは、0.05〜0.45の範囲である。導光板の表面には複数の凹部に対応する複数の凸部が形成される。
(もっと読む)
導光板の製造方法
【課題】輝点の発生が抑制された導光板の製造方法を提供する。
【解決手段】この導光板の製造方法はシート製造工程と転写工程とを備える。転写工程は、連続樹脂シートを押圧ロールと形状ロールとで挟み込むことで押圧する押圧工程と、連続樹脂シートを形状ロールの周面に密着させたまま搬送する搬送工程と、連続樹脂シートを形状ロールの周面から剥離する剥離工程とを含む。押し出される樹脂の温度は、樹脂のガラス転移温度Tgに対して、(Tg+110)℃〜(Tg+150)℃である。樹脂はメタクリル酸メチルとアクリル酸メチルとの共重合体であり、共重合体中のアクリル酸メチル単位の比率は4質量%以上である。形状ロールの温度は、(Tg−5)℃〜(Tg+5)℃である。転写型の凹部の深さDとピッチPとの比率D/Pは、0.05〜0.45である。導光板の表面には凹部に対応する凸部が形成される。
(もっと読む)
微細構造形成用母型およびその製造方法
【課題】モールドの表面に溝部の幅が100nm以下の微細凹凸構造だけでなく、比較的広い溝部の幅(好ましくは100〜10000nm)を有する微細凹凸構造も形成することが可能な微細構造形成用母型を提供すること。
【解決手段】2種以上の樹脂により形成された2種以上の樹脂層を備える積層体からなり、該積層体の外表面のうちの前記樹脂層の積層方向と略平行な外表面に、溝部を備える凹凸構造を有し、前記溝部の底面が、前記2種以上の樹脂層のうちの1種の樹脂層(A)の端面の少なくとも一部を含むものであり、前記溝部の底面の長手方向が前記樹脂層(A)の端面の長手方向と略平行であることを特徴とする微細構造形成用母型。
(もっと読む)
照明光路制御用光学レンズシートの製造用金型及び前記金型を用いて製造する前記シートおよび前記金型を用いて前記シートを製造する方法並びに液晶表示装置並びにディスプレイ
【課題】本発明は、液晶表示装置などのディスプレイの光源からの照明光路制御用光学レンズシートに関するものであって、その表面を形成している単位となる光学レンズが規則的に配置されている場合、液晶パネルの画素と光学レンズが干渉してモアレを生じ易いという問題と、その単位となる光学レンズの表面形状によっては、耐擦傷性や輝度の低下を生じるという問題があり、それらの解決を課題とする。
【解決手段】単位となる光学レンズの表面に、その単位寸法より微細な寸法の微細凹凸部を、3箇所以上で前記表面に沿って、前記表面を覆うように設けることにより、前記課題を解決するものである。
(もっと読む)
1 - 20 / 211
[ Back to top ]