
Fターム[4F209PQ03]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 付属装置 (2,661) | 成形用ローラ (672) | ローラの製造方法 (172)
Fターム[4F209PQ03]に分類される特許
81 - 100 / 172
光学シート
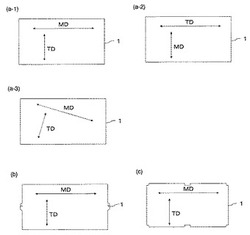
【課題】ディスプレイ用バックライト・ユニットにおける照明光路制御に使用され、液晶パネル側最表面に使用される光学シートにおいて、しわを改善する光学部材を提供する。
【解決手段】ディスプレイ用バックライト・ユニットの照明光路制御に使用される光学シートであって、押出法で製造され、光学シートの流れ方向の75℃±5℃における線膨張係数Aと、光学シートの流れ方向と垂直方向の75℃±5℃における線膨張係数Bが式(1)を満たす。0.8<A/B<1.2・・・式(1)
(もっと読む)
ナーリング加工方法、可撓性帯状基材

【課題】可撓性帯状基材の厚さにかかわらずナーリング部の厚さを調整することが出来、ナーリング部の形状の変更が容易で、ナーリング加工に伴う可撓性帯状基材の破断片の発生がないナーリング加工方法及びこのナーリング加工方法により加工した可撓性帯状基材の提供。
【解決手段】可撓性帯状基材の搬送方向に沿う両側縁部にナーリング部を設けるナーリング加工方法において、前記ナーリング部にインクジェット方式により凸部を形成することを特徴とするナーリング加工方法。
(もっと読む)
光方向変換物品
【課題】光方向変換物品およびその形成方法を提供する。
【解決手段】光方向変換物品を形成する方法が提供され、基体の表面が埋め込み物質の層を適用することによりコンディショニングされる。マイクロ球体の最密充填層が、乾燥支援自己組織化を用いて組織化され、コンディショニングされた表面に適用される。マイクロ球体は、次いで、埋め込み物質の層の表面に中間的に埋め込まれる。
(もっと読む)
シート成形装置
【課題】ロールを用いた被成形体のシート成形装置において、ロールの表面に微細構造が成形された際には、耐久性が高く、ロールの表面形状の微細構造を高精度に転写することが可能で、ロールからの被成形体の剥離が容易なシート成形装置を提供する。
【解決手段】主ロール110と従ロール120を備えて、主ロール110と従ロール120との間に被成形体104を通過させてシート状に成形するシート成形装置100において、前記主ロール110と従ロール120のうち少なくとも主ロール110は、自身の内部が前記被成形体104のガラス転移点温度Tgよりも低い温度の金属製の主回転体本体112と、該主回転体本体112の外周を覆う該主回転体本体112よりも熱伝導率が低い第1金属膜114と、を備える。
(もっと読む)
モールドの製造方法
【課題】離型剤をモールド本体の表面に十分に定着させることができるモールドの製造方法を提供する。
【解決手段】(I)表面に微細凹凸構造が形成されたモールド本体16を作製する工程と、(II)モールド本体16の微細凹凸構造が形成された側の表面に、官能基(A)を導入する工程と、(III)工程(II)の後、モールド本体16の微細凹凸構造が形成された側の表面を、官能基(A)と反応し得る官能基(B)を有する離型剤で処理する工程とを有するモールドの製造方法。
(もっと読む)
エンボス装置、バックアップロール、および、加工品の製造方法
【課題】原反に凹凸柄を形成するエンボス装置であって、とりわけ、高い稼働率で効率的に原反に凹凸柄を形成することができるエンボス装置を提供する。
【解決手段】エンボス装置10は、原反に形成すべき凹凸柄55に対応した凹凸形状を有するエンボス型面25を、有するエンボスロール20と、エンボスロールに対向して配置され、エンボスロールとの間で原反を圧するようになるバックアップロール30と、を備える。バックアップロールは、心部材32と、心部材上に設けられ、エンボスロールのエンボス型面と対面する表層部34と、を有する。表層部は、複数の金属粒子35と、金属粒子間に設けられた樹脂バインダー36と、を含む。
(もっと読む)
光ナノインプリント方法及び装置
【課題】板状の型を湾曲させたロール型を用いた光ナノインプリントの生産性を改善し、且つ型固定方法に起因する凹凸間の非成形部を低減する光ナインプリント装置を提供する。
【解決手段】ロール型13、紫外線ランプ14を備え、ロール型13は、回転可能なシリンダ14と、シリンダ14の外周面に配列された微細凹凸パターン形成用の板状型13a,13b,13cを有し、板状型13a,13b,13cは、シリンダ14の周方向に延在しシリンダの外周径と一致する円弧に湾曲された一定の幅と、シリンダ14の軸と平行する方向に延在する長さを有し、板状型13a,13b,13cの幅方向の一端にシリンダ14の半径方向へ突出する係合部13g,13h,13iが板状型の長手方向に延在して設けられ、シリンダ14に設けた係合溝14a,14b,14c各板状型の係合部を係合することで各板状型をシリンダに装着する。
(もっと読む)
ローラーモールド作製方法
【目的】本発明は、ローラーモールド作製方法に関し、スリット状の並列したパターンを有する大面積のローラモールドを精度良好かつ短時間に作製してスループットを向上させると共に継ぎ目のないローラーモールドを作製することを目的とする。
【構成】最終仕上がりパターン中の回転方向に長いスリット状のパターンの長さを短縮した電子線が透過するパターンを有するマスクを、レジストを塗布したローラーモールドの所定位置に近接して位置づけるステップと、電子線をマスクに照射しつつマスク上のパターンを透過した電子線をローラーモールド上のレジストに露光しつつ回転させるステップと、露光しつつ回転させて一周あるいは露光に必要な部分を回転して露光するステップと、回転して露光した後、ローラーモールド上の露光されたレジストを現像するステップと、現像した後のローラーモールドをエッチングするステップとを有する。
(もっと読む)
ローラーモールド作製方法
【目的】本発明は、ローラーモールド作製方法に関し、大面積のローラモールドを短時間に作製してスループットを向上させると共に継ぎ目のないローラーモールドを作製することを目的とする。
【構成】マスクをレジストを塗布したローラーモールドの所定位置に近接して位置づけるステップと、近接して位置づけた状態で、電子線をマスクに照射してマスク上のパターンを透過した電子線をローラーモールド上のレジストに露光するステップと、露光した後に、ローラーモールドを回転して次の位置に位置づけた後、露光することを繰り返すステップと、繰り返した後に、ローラーモールド上の露光されたレジストを現像するステップと、現像した後のローラーモールドをエッチングし、マスク上のパターンに対応するパターンをローラーモールド上に形成するステップとを有する。
(もっと読む)
エンボス装置、バックアップロール、および、加工品の製造方法
【課題】原反に凹凸柄を形成するエンボス装置であって、とりわけ、高い稼働率で効率的に原反に凹凸柄を形成することができるエンボス装置を提供する。
【解決手段】エンボス装置10は、原反に形成すべき凹凸柄55に対応した凹凸形状を有するエンボス型面25を、有するエンボスロール20と、エンボスロールに対向して配置され、エンボスロールとの間で原反を圧するようになるバックアップロール30と、を備える。バックアップロールは、心部材32と、心部材上に設けられ、エンボスロールのエンボス型面36と対面する表層部34と、を有する。表層部は、多孔質金属からなる多孔質金属層を含む。
(もっと読む)
成形用ロール状粗面金型の製造方法
【課題】ブラスト処理による筋状の模様が発生し難い長尺光拡散フィルム成形用ロール状粗面金型の製造方法を提供する。
【解決手段】ブラストノズル61をロール状金型基体2の中心軸Cの方向に移動させながら、金型基体2の外周面に向けてブラストノズル61からブラスト粒子を吐出して、金型基体2の外周面に帯状粗面領域を形成する(a)工程と、金型基体2を中心軸Cの周りでステップ回転させる(b)工程と、を複数回含む。(a)工程と(b)工程とは、互い異なる回の(a)工程で形成される帯状粗面領域同士が少なくとも一部において重なり合うように繰り返し行われる。金型基体2の外周面を粗面化する最終段階の回の(a)工程では、ブラストノズル61を金型基体2の周回方向に揺動させる。
(もっと読む)
複合シートの製造方法及び装置
【課題】特定の凹凸形状を有する複合シートを好適に製造することが可能な複合シートの製造方法を提供すること。
【解決手段】本発明は、シート2、3が接合されて多数の凹状部1Bが形成されているとともに、シート2には凹状部1B以外の部分の一部に、凸状部1Aが形成されている複合シート1の製造方法であり、凹凸部を有するロール11及びロール12を互いの凹部と凸部とが噛み合うように回転させながら両ロールの間にシート2を供給して凹凸形状を賦形するに際し、ロール11の凹部へのロール12の凸部によるシート2の押し込み位置において、ロール12の凸部を、ロール11の凹部におけるロール11の回転軸方向及び/又は該方向に交差する方向の中心に対して非対称となるように設けておき、シート2に凹凸形状を賦形した後に、ロール11にシート2を保持した状態で、シート3を重ね合わせるように供給して両シートを部分的に接合する。
(もっと読む)
転写用金型の製造方法及びこれを用いた凹凸付基板の製造方法
【課題】 例えば、凹凸間隔が1μm以下の規則的で緩やかな凹凸を有する太陽電池用基板や発光装置用基板を作製するために好適な転写用金型の製造方法と、該転写用金型の製造方法で得られた転写用金型を用いた凹凸付基板の製造方法を提供する。
【解決手段】 断面形状が規則的な凹凸を有する転写用金型の製造方法であって、基板上に樹脂層を形成する工程、前記樹脂層に原型を押し当てて該樹脂層に凸部と凹部を形成する工程、前記樹脂層を加熱して凸部の上底と凹部の下底とに曲面を形成して母型とする工程、該母型にめっきを施し電鋳法により転写用金型を作製する工程を含む転写用金型の製造方法である。
(もっと読む)
スタンパーローラの製造方法及びその方法で製造されたスタンパーローラ
【課題】表面に規則的な微細凹凸パターンが形成されたエンボスシートを、欠陥なく高品質に製造することができるスタンパーローラの効率的な製造方法の提供。
【解決手段】素管ローラ34表面にスタンパー26dを設けたスタンパーローラ36の製造方法であって、原版ローラの凹凸形状を転写した基材20の表面に電鋳箔26aを設ける電鋳箔製造工程と、電鋳箔26aを基材20から剥離して剥離シート26bとする剥離工程と、剥離シート26bをレーザー切断した切断剥離シート26cを素管ローラ34と同径のサクションローラ30に吸引固定した後、切断剥離シート26cの断面を突き合わせてレーザー溶接し円筒状にする円筒接合工程と、サクションローラ30に送風して円筒状の切断剥離シート26dを脱型する円筒脱型工程と、脱型された円筒状の切断剥離シート26dを素管ローラ34に嵌め込む円筒嵌込工程とからなる。
(もっと読む)
樹脂フィルム成形ロール及びその製造方法及び樹脂フィルム成形用ロール・ツー・ロール装置
【課題】樹脂フィルム成形において、ナノオーダの微細な凹凸形状を樹脂フィルムに高精度に転写できるようにすること。
【解決手段】金属製のロール本体11の外周面の全周に層状に形成されて外表面に微細凹凸形状を形成された合成樹脂製の凹凸形状外層13を有する樹脂フィルム成形ロール、及び樹脂フィルム成形用ロール・ツー・ロール装置を提供すること。このフィルムは液晶表示装置のバックライトの光拡散板等に用いることができる。
(もっと読む)
無端状パターンの作製方法、樹脂パターン成形品の製造方法、無端状モールド、樹脂パターン成形品、及び光学素子
【課題】無端状モールド等に適用し得る無端状パターンを電子ビーム又はイオンビームの照射により作製する方法の提供。無端状モールドを用いる樹脂パターン成形品の製造方法の提供。無端状モールド、樹脂パターン成形品及び光学素子の提供。
【解決手段】本発明の無端状パターン作製方法は、電子ビーム又はイオンビームの照射により硬化又は可溶化する感応性基板を用いる場合には、円周方向で無端の感応性基板を回転方向に回転させる工程と、前記基板に所定の角度で電子ビーム又はイオンビームを照射する工程と、前記照射により又は前記照射後の現像により前記基板の一部を除去する工程とを有する。基板が感応性基板ではない場合、円周方向で無端の基板上に感応性膜を付与する。ビーム照射は、基板を回転方向に回転させながら行なっても、前記基板を回転させずに行なってもよい。但し後者の場合には照射していないときに基板を回転させる。
(もっと読む)
超音波エンボス加工機
【課題】 汎用広巾製品を安定して生産することができる超音波エンボス加工機を提供すること。
【解決手段】
1本のエンボスローラに複数の超音波発信機を用い、1個の超音波発信機ホーン部のホーン巾が100mm以上、ホーン先端部の厚さが3mm以上であり、個々の超音波発信機ホーン部に移動用のアクチュエータと位置決め調整装置を備えた超音波エンボス加工機であって、前記位置決め調整装置は、10ミクロン以下の精度で位置決めが可能であり、エンボスローラとして、円筒度が10ミクロン以下、かつローラ径がローラ有効面長の1/8より大きく、1/2より小さいエンボスローラを用い、エンボスローラのウエブ出口側張力がウエブ導入側張力より大きくなるように制御できることを特徴とする超音波エンボス加工機により解決する。
(もっと読む)
パターン付樹脂シートの製造方法
【課題】効率よく精度の高いパターン形成を実施させ得るパターン付樹脂シート製造方法の提供を課題としている。
【解決手段】軸周りに回転可能なローラを有し、凹凸形状によってパターン形成されたパターン形成部が前記ローラの外周部に設けられている型材を用いて、レーザービームにより前記外周部が加熱された状態で樹脂シートの表面に前記外周部を圧接させることにより前記パターン形成部と凹凸方向が逆転されたパターンを前記樹脂シートの表面に形成させ、しかも、前記ローラを回転させて前記外周部により圧接される箇所を移動させることにより前記樹脂シートの表面に前記パターンを連続的に形成させることを特徴とするパターン付樹脂シート製造方法を提供する。
(もっと読む)
横柄エンボス用エンボス版および横柄エンボス化粧シート
【課題】エア噛みなどの問題が発生することなく、シート状物に効率的に横柄エンボスを施すことが可能な横柄エンボス用エンボス版を提供すること。
【解決手段】エンボスロールの回転方向に対して略垂直方向に連続した横柄エンボス部を有する横柄エンボス用エンボス版であって、前記横柄エンボス部の回転方向に、スリットの幅が40〜100μm、スリットとスリットの間隔が20〜500μm、スリットの深さがエンボスの高さの20%以上のスリットを設けたことを特徴とする。
(もっと読む)
パターンローラの製作方法
【課題】転造加工を利用したパターンローラの製造であっても、凸パターン頂部先端又は凹パターン底部先端の曲率半径Rが5μm以下のシャープ性を確保することができる。
【解決手段】ニッケル−リン材質のローラ表面に凸パターンを切削加工して親ダイス60を形成する工程と、親ダイス60焼き入れする工程と、親ダイス60の凸パターンを、純ニッケル材質のローラ表面に転造加工により転写して該凸パターンの反転型を有する反転型ダイス70を形成する工程と、反転型ダイス70の反転型を、純銅材質のローラ表面に転造加工により転写して凸パターンを有するパターンローラ10を形成する工程と、を備えた。
(もっと読む)
81 - 100 / 172
[ Back to top ]