
Fターム[4F210AG01]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 一般形状、構造物品(用途物品優先) (3,408) | 板状体(←シート、フィルム) (2,295)
Fターム[4F210AG01]の下位に属するFターム
厚板 (1)
Fターム[4F210AG01]に分類される特許
241 - 260 / 2,294
成形体の製造方法
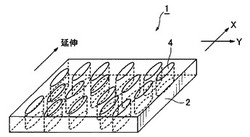
【課題】二次元の異方性を有する散乱光形状を得ることができる大面積のフィルム状の成形体を、簡便な装置で製造することができる成形体の製造方法を提供すること。
【解決手段】本発明の成形体の製造方法は、光重合性組成物を硬化してなるマトリックス2と、マトリックス中に配設されマトリックスと屈折率が異なる複数の柱状構造体4とを備えた薄板状の成形体の製造方法であって、未硬化の光重合性組成物を薄板状に配置するステップと、光重合性組成物に光を照射し、光重合性組成物を光重合硬化させ、マトリックスとマトリックス中に配設されマトリックスと屈折率が異なる複数の柱状構造体とを備えた薄板状の光重合硬化物を得るステップと、光重合硬化物を薄板の表面に沿って一軸方向に延伸して、柱状構造体の横断面形状を一軸方向に伸長させるステップと備えていることを特徴とする。
(もっと読む)
位相差フィルムの製造方法
【課題】所望の位相差値の発現性、透明性、耐熱性のいずれにも優れ、しかも、過酷な使用環境下における位相差安定性に優れた、アクリル系位相差フィルムの製造方法を提供する。
【解決手段】本発明の位相差フィルムの製造方法は、アクリル系樹脂を主成分とする原反フィルムを延伸した後、温度が40℃以上で該アクリル系樹脂のガラス転移温度以下、湿度が70%RH以上で100%RH以下の条件下に曝す処理を行う。
(もっと読む)
光学フィルム及びその製造方法
【課題】面状が良く、機械的強度が高く、耐久性に優れ、光学補償フィルムに適した光学異方性を発現することのできる光学フィルムを提供すること。
【解決手段】セルロースエステルとアクリル樹脂とを相溶状態で含む光学フィルムであって、
前記セルロースエステルの質量平均分子量が75000以上であり、前記アクリル樹脂の質量平均分子量が80000以上であり、前記セルロースエステルと前記アクリル樹脂との質量比が70:30〜5:95であり、
下記式(I)及び(II)で定義されるRe及びRthが、波長590nmにおいて下記式(III)及び(IV)を満たす光学フィルム。
式(I) Re=(nx−ny)×d
式(II) Rth={(nx+ny)/2−nz}×d
式(III) −10≦Re≦10
式(IV) Rth≧30
式中、nxは前記光学フィルムのフィルム面内の遅相軸方向の屈折率であり、nyは前記フィルム面内の進相軸方向の屈折率であり、nzは前記光学フィルムの厚み方向の屈折率であり、dは前記光学フィルムの厚さ(nm)である。
(もっと読む)
ストレッチシュリンクフィルム及びその製造方法、並びにストレッチシュリンクラベル
【課題】優れたシュリンク性及びストレッチ性を有し、両特性を高度に両立することが可能なスチレン‐ジエン共重合体及び/又はその水素添加物を主成分として構成される単層のストレッチシュリンクフィルム及びその製造方法を提供することである。また、該ストレッチシュリンクフィルムを用いたストレッチシュリンクラベルを提供することである。
【解決手段】本発明のストレッチシュリンクフィルムは、30〜70重量%のスチレン系単量体を含むスチレン‐ジエン共重合体及び/又はその水素添加物を主成分として構成され、スチレン‐ジエン共重合体及び/又はその水素添加物を主成分として構成される中心層と該中心層の少なくとも片面側に形成される表層との積層フィルムを共押出しで作製し、該積層フィルムを少なくとも一方向に加熱延伸した後、加熱延伸された積層フィルムから表層を剥離除去して得られる、単層ストレッチシュリンクフィルムである。
(もっと読む)
偏光フィルム及び偏光板の製造方法

【課題】偏光フィルムが高温条件に晒されたときの、特に吸収軸と直交する方向の収縮率を低減し、また染色性にも優れる偏光フィルムの製造方法を提供する。
【解決手段】ポリビニルアルコール系樹脂原反フィルム1を、膨潤槽3、染色槽4及びホウ酸槽5の順に通過させて連続的に処理し、かつ、染色槽4及びホウ酸槽5のうち少なくとも一つの槽で一軸延伸して偏光フィルム9を製造するにあたり、膨潤槽3では、ポリビニルアルコール系樹脂原反フィルム1を一軸延伸しながら膨潤処理を行い、かつ、原反フィルム1から偏光フィルム9を得るまでの総延伸倍率に対する膨潤槽3での延伸倍率の割合が50%以上となるようにする。得られる偏光フィルム9の少なくとも片面に透明保護フィルムを貼合して、偏光板とすることができる。
(もっと読む)
大口径樹脂袋用原反の製造方法及び製造装置
【課題】 大口径樹脂袋用原反が容易かつ安価に製造できる大口径樹脂袋用原反の製造装置を提供する。
【解決手段】 成形機本体3により溶融加圧された熱可塑性樹脂を、サーキュラダイ4により筒状に押し出しながら圧縮空気により膨張冷却して筒状樹脂フィルム7に成形する少なくとも2基のインフレーション成形機1と、複数の筒状樹脂フィルムを平板状に折り畳み、各筒状樹脂フィルムの一側縁が互いに近接して排出されるよう配置された複数の折込み手段10と、折込み手段より搬入された筒状樹脂フィルムの送り速度を同期させる同期手段12と、重ね代L1,L2を切り離した後の切り離し端7c,7dと重ね代とを互いに重ねた状態で熱溶着することにより、各筒状樹脂フィルムを筒状に接続して大口径樹脂袋用原反7fを形成する溶着手段14とから構成した。
(もっと読む)
フィルム製造方法及び溶液製膜装置
【課題】遅相軸の方向のばらつきが小さいフィルムを製造可能なフィルム製造方法及び溶液製膜装置を提供する。
【解決手段】溶液製膜法によるフィルムの製造方法であって、流延バンドの走行速度を100.0%としたとき、前記流延バンドの走行速度の98.0%以上かつ100.0%未満の周速度で剥ぎ取りローラが、前記フィルムを剥ぎ取り、テンタは、フィルムの長手方向の移動速度が前記流延バンドの走行速度の98.0%以上かつ100%未満の速度で前記フィルムを長手方向に移動させながら延伸するフィルム製造方法。
(もっと読む)
偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム
【課題】コントラスト性が良好で、加熱処理によるヘイズ変化が少なく、優れた光学軸精度と熱寸法安定性を有する偏光板離型用二軸延伸ポリエチレンテレフタレートフィルムを提供する。
【解決手段】積層二軸延伸ポリエチレンテレフタレートフィルムであって、下記構成要件(1)〜(4)を満たす偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム。(1)共押出法による3層以上の積層構成、(2)両表面層を構成するポリエステルはヒドロキシル(OH)末端量が70eq/ton以下で、かつ環状三量体含有量が0.45質量%以下、(3)マイクロ波透過型分子配向計で測定したMOR値が1.80〜2.10、(4)フィルム幅方向における配向角の変化量が500mm当り3.0°〜5.0°
(もっと読む)
ポリビニルアルコール系重合体フィルム
【課題】広幅で高い偏光性能を示す偏光フィルムを与えることのできるPVA系重合体フィルムを提供する。
【解決手段】本発明のPVA系重合体フィルムは、偏光フィルムの製造用のフィルムであって、偏光フィルムを製造する際に一軸延伸されるべき方向と光軸とがなす角度が0〜20°の範囲にあり、レターデーションが50〜150nmの範囲にある。本発明のPVA系重合体フィルムの好ましい1態様は、膨潤度が205〜215%の範囲にあるPVA系重合体フィルムである。また、本発明のPVA系重合体フィルムの別の好ましい1態様は、長尺のPVA系重合体フィルムであって、偏光フィルムを製造する際に一軸延伸されるべき方向がフィルムの長さ方向であるPVA系重合体フィルムである。
(もっと読む)
樹脂組成物、並びにこの樹脂組成物を用いた成形品、フィルム、延伸フィルム、熱収縮性フィルム、熱収縮性ラベル、及び該ラベルを装着した容器
【課題】耐衝撃性と透明性に優れたポリ乳酸系樹脂組成物、及びポリ乳酸系フィルム、並びに該フィルムを用いた成形品、延伸フィルム、熱収縮性フィルム、及び該フィルムを装着した容器の提供。
【解決手段】ポリ乳酸系樹脂(A)とポリオレフィン系樹脂(B)、及びポリエーテル/ポリオレフィン系共重合体(C)からなる樹脂組成物であって、ポリ乳酸系樹脂(A)とポリオレフィン系樹脂(B)との合計を100質量%とした場合に、ポリ乳酸系樹脂(A)が30質量%以上90質量%以下、ポリオレフィン系樹脂(B)が10質量%以上70質量%以下であり、かつポリ乳酸系樹脂(A)とポリオレフィン系樹脂(B)との合計100質量部に対し、ポリエーテル/ポリオレフィン系共重合体(C)1質量部以上25質量部以下を含有させる。
(もっと読む)
成形用スチレン系フィルム
【課題】食品容器等に用いられるプラスチックシート基材の貼合用フィルムに用いられ、延伸加工が容易で、印刷加工、ラミネート加工、蒸着加工、成形加工等の後加工の際にフィルムの破断トラブルが発生しにくいスチレン系フィルムを提供する。
【解決手段】引張破断伸度が縦横共に40%以上、望ましくは60%以上のスチレン系フィルム。このようなフィルムは、ポリスチレン(a)とビカット軟化温度が90℃以下であるスチレン系共重合体(b)を(a):(b)=90:10〜10:90の比で混合し、それをフィルム状に成形、固化した後、ポリスチレン(a)のビカット軟化温度より0℃〜40℃高い温度に加熱して縦横共に3〜7倍で延伸加工して得られる。
(もっと読む)
延伸装置
【課題】ロールエッジ干渉の発生を抑制することにより被延伸材の過剰延伸を抑制する。
【解決手段】本発明の延伸装置は、外周面に環状溝が形成された延伸ロールと、被延伸材の幅方向の端部側を挟み込んだ状態で環状溝内に円弧状に嵌挿される把持用線材と、を備えて構成される把持手段によって、被延伸材を把持しつつ一方向に搬送させることにより、把持手段側において被延伸材を幅方向に広げて延伸を行う延伸装置である。延伸ロールは、被延伸材の搬送方向下流側に向かって末広がりに開く方向に傾けて配置され、延伸ロールの外周面は、環状溝より外側の外周面のエッジが面取りされている。
(もっと読む)
セルロースエステルフィルムの製造方法、セルロースエステルフィルム、偏光板、及び液晶表示装置
【課題】本発明の目的は、厳しい熱環境変化でもフィルム透明性の劣化が抑制された透明耐久性に優れたセルロースエステルフィルムの製造方法を提供することにある。
【解決手段】少なくとも、セルロースエステル(A)を含むドープを調製する工程、セルロースエステル(A)とは種類の異なるセルロースエステル(B)を含む添加液を該ドープに添加する工程を含むセルロースエステルフィルムの製造方法であって、該セルロースエステル(A)、(B)はアシル基の種類、置換度に特定の関係を有し、該セルロースエステル(B)の質量割合がセルロースエステル全体の0.03%以上5.0%以下であり、かつ該セルロースエステル(B)を含む添加液が平均一次粒径10nm以下の微粒子を含有し、更にウェブを少なくとも幅手方向に1.4倍以上延伸することを特徴とするセルロースエステルフィルムの製造方法。
(もっと読む)
ポリプロピレン延伸多層フィルム
【課題】剛性とヒートシール強度のバランスに優れるポリプロピレン延伸多層フィルムを得ること。
【解決手段】融点が164℃以上であるプロピレン重合体(成分(A))10〜90重量%と、融点が150℃以上163℃以下であるプロピレン/1−ブテン共重合体(成分(B))90〜10重量%とからなる樹脂組成物(成分(C))(ただし、成分(A)と成分(B)との合計の重量を100重量%とする。)を含有する基材層の少なくとも片面に、融点が140℃以下であるプロピレン/1−ブテン共重合体(成分(D))を含有する層が積層されたシートを延伸して得られるポリプロピレン延伸多層フィルムであって、成分(C)を含有する基材層の厚みに対する、成分(D)を含有する層の厚みの比(成分(D)を含有する層の厚み/成分(C)を含有する層の厚み)が0.15〜0.45であることを特徴とするポリプロピレン延伸多層フィルム。
(もっと読む)
光学フィルムとその製造方法、偏光板、液晶表示装置
【課題】正面および膜厚方向のレターデーションの発現性に優れ、フィルム長手方向の遅相軸バラツキが小さく、内部ヘイズの低い光学フィルムおよびその製造方法の提供。
【解決手段】セルロースアシレートを含み、面内方向のレターデーションReおよび膜厚方向のレターデーションRthが式(1)および(2)を満たし、内部ヘイズが0.1%未満であり、フィルム中央の遅相軸方位の標準偏差σCTが式(3)を満たす光学フィルム。
式(1) 10nm≦Re≦70nm
式(2) 60nm≦Rth≦300nm
式(3) σCT≦0.080°
(式(3)中、σCTは、フィルム幅方向の中央線上においてフィルム長手方向の遅相軸方位を検出した際のフィルム中央の遅相軸方位の標準偏差を表す。)
(もっと読む)
積層フィルム
【課題】耐層間剥離性、特に、高温高湿雰囲気下における処理後の層間剥離強度の耐久性が良好で、加熱殺菌処理後の強度低下が小さく、耐熱水性に優れた積層フィルムを提供する。
【解決手段】層(a)、(b)及び(c)を含む積層フィルムであって、(a)がポリアミド樹脂組成物(A)、(b)がポリエステル系樹脂(B)、(c)がα,β−エチレン性不飽和カルボン酸でグラフト変性した変性ポリエステル系エラストマー(C)からなり、(A)がポリアミド樹脂(A1)100質量部及びヒンダードフェノール系酸化防止剤(A2)0.03〜0.3質量部を含有し、(A1)の末端アミノ基濃度と末端カルボキシル基濃度が特定の差を有する積層フィルム。
(もっと読む)
光学用フィルムの製造方法
【課題】光学用途の逐次二軸延伸フィルムの製造工程に関して、ロール縦延伸時に生じるフィルム幅方向の剥離ムラの発生がない光学用フィルムの製造方法を提供する。
【解決手段】本発明に係わるフィルムの製造方法は、距離を隔てて配置された2つの延伸ロール1・2により、熱可塑性樹脂からなるフィルム5に対してロール縦延伸を行う際に用いられるものである。ここで、ニップロール3・4は、挟持部6が接触領域8延伸ロール2側の端部となるとともに、挟持部7が接触領域9の延伸ロール1側の端部になるように配置されている。このようにして、フィルム5を延伸する際のフィルムと延伸ロール1の接触時間tが0.5秒<t<2.5秒、かつ、延伸ロール1の表面温度TがフィルムTg−6℃<T<フィルムTgでロール縦延伸する。
(もっと読む)
断熱パネル構造
【課題】本発明は、オーブンを形成する構造材の外面にマグネットを介して断熱パネル部を取付け、簡単に断熱パネル部を取付けて熱ロスの軽減及び省エネルギーを達成することを目的とする。
【解決手段】本発明による断熱パネル構造は、断熱パネル部(60〜60C)の裏面に設けられマグネットからなるキャッチャ(61)を有し、前記断熱パネル部(60〜60C)は、前記構造材(30)の外面(63,32a)及びドア表側(22a)に対して前記キャッチャ(61)を介して取付けられている構成である。
(もっと読む)
引抜延伸による熱可塑性樹脂シートの製造方法
【課題】蛇行の発生を防止できるとともに、厚さや機械的物性を均一にして好適に熱可塑性樹脂シートを引抜延伸成形することを可能にする引抜延伸による熱可塑性樹脂シートの製造方法を提供する。
【解決手段】互いの軸線O2、O3方向を平行に配して設けられた一対の引抜延伸ロール5、6の間に熱可塑性樹脂シート1を通過させて、引抜延伸した熱可塑性樹脂シート1を製造する方法であって、一対の引抜延伸ロール5、6の間隔を複数箇所で計測し、一対の引抜延伸ロール5、6の間隔に変動が生じるとともに、この計測結果に基づいて一方の引抜延伸ロール6の位置を調整する引抜延伸ロール間隔制御機構10を設けることにより、軸線O2、O3方向一端から他端まで一対の引抜延伸ロール5、6の間隔を均一に維持するようにした。
(もっと読む)
オーバーラップ包装用スチレン系熱収縮性フィルム
【課題】優れた低温収縮性、耐熱性が得られ、高価な商品を包装する際に必要とされる高度な収縮仕上がり性を発現することが出来るスチレン系熱収縮性フィルムを提供する。
【解決手段】1種または2種以上のビカット軟化温度が60〜95℃であるスチレン−ブタジエンブロック共重合体からなる未延伸フィルムであって、ビカット軟化温度が80〜95℃のスチレン−ブタジエンブロック共重合体の占める割合が70%以下であり、かつビカット軟化温度が60〜75℃のスチレン−ブタジエンブロック共重合体の占める割合が90%以下である未延伸フィルムに、縦横とも延伸倍率3〜7倍の延伸加工を施し、厚みが6〜35μmのスチレン系熱収縮性フィルムとする。
(もっと読む)
241 - 260 / 2,294
[ Back to top ]