
Fターム[4F210AG14]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 一般形状、構造物品(用途物品優先) (3,408) | 棒状体(←紐状体) (11)
Fターム[4F210AG14]に分類される特許
1 - 11 / 11
樹脂の透明な線材及びそれを用いた販促用品
【課題】
アイキャッチャーやミニのぼりなどの販促用具の支柱に適応可能な樹脂線材を、透明な線材として提供できるようにする。
【解決手段】
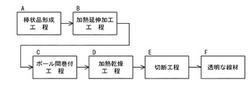
テレフタル酸及び/又はその誘導体と、グリコール変性物との脱水縮合により得られた樹脂からなる棒状品を加熱しながら3〜10倍に延伸加工して巻き取り、該巻き取り品を間隔のある2本のポールに巻きつけて、加熱乾燥した後、直線部分を切り取って得られる透明な線材及びそれを用いた販促用品。
(もっと読む)
樹脂棒引張装置、及び熱固定方法

【課題】樹脂棒に所定の張力を加えることができ、しかも簡素な構造の樹脂棒引張装置、及び熱固定方法を提供する。
【解決手段】樹脂棒引張装置1は、生分解性樹脂棒3の両端部5を着脱自在に把持する一対の把持手段7と、一対の把持手段7を相対的に接近、又は引き離す向きに移動自在に支持する支持手段11と、一対の把持手段7の移動する向きに出力部13を動作させる駆動手段15と、把持手段7に駆動手段15の出力部13を連結する弾性部材17と、把持手段7と駆動手段15の出力部13との間隔を規定する可変スペーサ69とを備える。
(もっと読む)
延伸高分子成形体製造方法及び装置
【課題】高分子成形体をバッチ式で延伸して延伸高分子成形体を製造する方法に関して、製品強度等の製品特性をオンラインで非破壊で判定できる、延伸高分子成形体の製造方法及び装置を提供しようとする。
【課題を解決するための手段】高分子成形体の両端部をそれぞれ把持具で把持し、該把持具を互いに離れていく方向に相対移動させて延伸して延伸高分子成形体を得る製造方法であって、複数のサンプル用の前記高分子成形体を、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、計測された各計測量と得られた各延伸高分子成形体の品質とを対応させる対応ステップと、生産用の前記高分子成形体を、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、得られた延伸高分子成形体の品質を、該計測量を用いて前記対応ステップで得られた計測量と品質との対応結果に基づき、判定する判定ステップを含んでなる、延伸高分子成形体製造方法である。
(もっと読む)
樹脂棒延伸方法
【課題】材料のロスが少なくかつ均一な径の延伸樹脂棒を簡易な装置で得る方法を提供しようとする。
【課題を解決するための手段】結晶性樹脂からなる棒状部材の両端部を加熱して結晶化させたのち、該両端部をそれぞれ把持具で把持し、該把持具を互いに離れていく方向に移動させることにより前記棒状部材を延伸する樹脂棒延伸方法である。前記結晶化は前記両端部を加熱することにより行われ得る。また、前記加熱は前記両端部を前記結晶性樹脂が結晶化する温度に保たれる液に浸漬することにより行われ得る。
(もっと読む)
ポリオキシメチレン樹脂製延伸体の製造方法
【課題】ポリオキシメチレン樹脂製延伸体を連続的に製造できる事を可能にし、高剛性で且つ高強度のポリオキシメチレン樹脂製延伸体を提供する。
【解決手段】ポリオキシメチレン樹脂を可塑化し、押出し機ダイより棒状又はフィラメント状の成形体を紡出させ冷却槽で冷却し、延伸槽で加熱延伸させポリオキシメチレン樹脂製延伸体を連続的に製造する方法において、2つの冷却槽で段階的に冷却することを特徴とするポリオキシメチレン樹脂製延伸体の製造方法。
(もっと読む)
ポリオキシメチレン樹脂製延伸体の製造方法
【課題】ポリオキシメチレン樹脂製延伸体を連続生産可能であり、高剛性で且つ高強度のポリオキシメチレン樹脂製延伸体を提供する。
【解決手段】押出し機を用いてポリオキシメチレン樹脂を可塑化し、押出し機ダイより棒状又はフィラメント状の成形体を紡出させ冷却槽で冷却した後、延伸槽で加熱延伸させ、ポリオキシメチレン樹脂製延伸体を連続に製造する方法において、(A)押出し機ダイより紡出された直後の溶融ポリオキシメチレン樹脂の樹脂温度(TP)が下記一般式(I)で表される範囲であり、(B)冷却槽の温度(T1)が下記一般式(II)で表される範囲であり、押出し機ダイの紡出口から冷却槽液面までの距離(L)が1〜20cmの範囲で製造することを特徴とするポリオキシメチレン樹脂製延伸体の製造方法。 ポリオキシメチレン樹脂の融点(mp)≦TP<200℃ (I) 100℃≦T1≦ポリオキシメチレン樹脂の結晶化開始温度(CP) (II)
(もっと読む)
延伸ポリオレフィン材料およびそれから製造された製品
【課題】本発明は、少なくとも17GPa、好ましくは少なくとも20GPaのE弾性率、および少なくとも400MPaの強度を有し、ポリオレフィンと核剤などのナノ材料とを含む延伸ポリオレフィン材料を提供する。
【解決手段】本発明の材料は、少なくとも16の延伸比で延伸される延伸ステップを含む方法によって得ることができる材料であり、ナノ材料が、好ましくは分子規模で前記ポリオレフィン材料中に分散されるポリオレフィン材料と核形成剤などのナノ材料との複合物を製造するステップと、この複合物を押出成形するステップと、引き続き、前記材料が少なくとも16の全延伸比まで延伸される延伸ステップとからなる方法によって製造される。
(もっと読む)
圧縮配向成形体
【課題】強度的に異方性が少なく、長軸方向に一軸延伸した厚みのある成形体よりも総体的に大きな強度を有し、それが粉体フィラーを含んだ複合体であってもボイドが存在しない緻密な圧縮配向成形体を提供する。
【解決手段】結晶性の熱可塑性高分子材料からなる圧縮された成形体1であって、分子鎖(結晶)Mが実質的に成形体の軸L又は該軸を含む面に向って斜めに配向し、横断面において放射状の配列形態又は平行な配向形態をとる圧縮配向成形体1とする。結晶性の熱可塑性高分子材料を溶融成形したビレットを、成形型のビレット収容キャビティから、内周面がテーパー面とされた絞り部又は少なくとも両側内面が斜面とされた絞り部を通して、横断面の面積が小さい成形キャビティへ上記高分子材料の結晶化温度で圧入充填し、分子鎖(結晶)を配向させる。
(もっと読む)
強度が向上された架橋重合体状材料および製造方法
軸方向に対して直角の方向で圧縮力を架橋した重合体に加えることにより、放射線架橋(50kGy)した、圧力処理したUHMWPE材料を開発した。次いで、変形した材料を、変形した状態に維持しながら、冷却する。得られた材料は、異方性であり、軸方向に沿って高い強度を有する。この特定方向で加工した材料は、5気圧酸素を含む圧力容器中での4週間の促進エージング(ASTM F2003)後でも、酸化に対して安定している。その酸化安定性のために、この変形処理した材料は、再融解された、架橋したUHMWPEに以前から使用されている空気透過性包装およびガス滅菌に好適な候補である。 (もっと読む)
模造イ草製造法
【課題】熱可塑性合成樹脂フィルムで形成したテープ原糸を収束成型ノズルで加熱成型して、シース、コア、タイプの模造イ草とする方法に於て、収束成型時に、融着斑を抑制して断面真円に成型し、成型後の熱膨張アニーリングによる形態整形処理を省略し、製造の画期的な合理化を図る。
【解決手段】長手方向に延伸した熱可塑性合成樹脂フィルムのテープ原糸12を、加熱された収束成型ノズル15に導通し、ノズルの絞り部15Mに配置した空気抜き孔15Pを介して、テープ原糸12と共に喰い込んだ余剰空気を放出して、ノズル成型部15D内での空気爆発を抑制しながら成型し、芯部22Cの外周に融着表皮22Sを供えたイ草原糸17とし、該イ草原糸17を冷却槽19を経由して引取りロール20,21で製品模造イ草22として引取る。
(もっと読む)
反応性充填材を有する配向した複合熱可塑性材料
延伸プロセスによって作られた高度に配向したポリマーと、流体と反応してセメント質結合を形成することの可能な粒子状充填材とを含む複合材料が提供される。充填材の量と分散の程度とは、充填材が流体と反応する際に、相互侵入ポリマーとセメント質網目とを形成するように選択される。 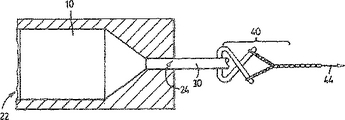 (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]