
Fターム[4F210AG16]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 一般形状、構造物品(用途物品優先) (3,408) | ベルト状、バンド状体(←コンベアベルト) (3)
Fターム[4F210AG16]の下位に属するFターム
異形断面ベルト(←有歯ベルト、Vベルト)
Fターム[4F210AG16]に分類される特許
1 - 3 / 3
熱収縮性フッ素樹脂チューブの製造方法
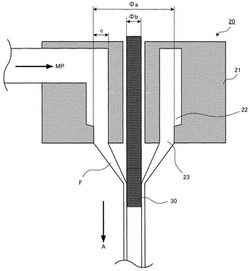
【課題】溶融押出成形において1段の操作により成形され、外径のばらつきが低減される熱収縮性のフッ素樹脂チューブ等を提供する。
【解決手段】溶融したフッ素樹脂材料を金型20によりチューブ状に押し出す押出工程と、金型から押し出されたチューブ状のフッ素樹脂材料を一定の引き取り速度で連続的に引き取りつつ、金型の近傍においてチューブ状のフッ素樹脂材料の内周面を円筒形状の冷却部材30の外周面に接触させて、チューブ状のフッ素樹脂材料Fを170℃以下の温度に冷却する冷却工程により、フッ素樹脂チューブを製造する。
(もっと読む)
熱可塑性樹脂バンド

【課題】バンドを梱包機で使用する際に、粉発生量を抑制可能なシボ形状を有する熱可塑性樹脂製バンドを提供する。
【解決手段】熱可塑性樹脂を押出成形してなるバンド基材1が長手方向に延伸されると共に、その表裏両面に互いに斜交する方向に多数の平行凸条11が形成された熱可塑性樹脂バンドであって、互いに斜交する方向の平行凸条11によってひし形状に形成される斜交部分13の面積が比較的小面積化され、前記小面積化は、凸条11の両側面を形成する傾斜面14とバンド基材1の表面とがなす傾斜角度αをそれぞれ120〜150°とすることによりなされるように構成すれば、斜交部分13が平坦化されやすくなるので、梱包機3で使用する際に摩擦が低減されて粉の発生を抑えられ、梱包機3の梱包不良が起こり難くなる。
(もっと読む)
シームレスベルト用シームレスチューブの製造方法
【課題】膜厚ムラが少ない耐久性に優れたシームレスベルトを安定的に低コストで製造できる方法を提供すること。
【解決手段】インフレーション成形によるシームレスベルト用シームレスチューブの製造方法であり、熱可塑性樹脂を溶融して押出す押出機と直径Dを有する環状ダイとエアー吹き出し口を有するエアリングを用い、環状ダイ直径Dとシームレスチューブ直径Dbの関係が1.1≦Db/D≦2.7、第1エアー吹き出し口の最上部の高さH1[mm]が30≦H1≦100、第1エアー吹き出し口の最上部の外径Rと第2エアー吹き出し口の最上部の高さH2の上30mmの位置におけるチューブ状フィルムの直径Dtとの関係が0.8≦R/Dt≦1.2、第2エアー吹き出し口の最上部の高さH2の上30mmの位置のチューブ状フィルムの直径Dtとシームレスチューブの直径Dbの関係が0.8≦Dt/Db。
(もっと読む)
1 - 3 / 3
[ Back to top ]