
Fターム[4F210AR07]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 調整制御量(制御の対象) (3,565) | 位置(←角度、開度) (214)
Fターム[4F210AR07]に分類される特許
101 - 120 / 214
偏肉調整型エアーリング
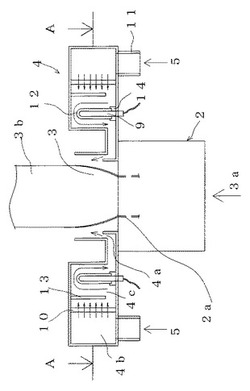
【課題】 インフレーションフィルム製造装置において、冷却風の流れを分断することなく且つ、時間の経過においても円周方向で冷却風の温度を最適に制御することができ、偏肉や物性等に優れた合成樹脂フィルムを製造することができる偏肉調整型エアーリングを提供する。
【解決手段】 インフレーションフィルム製造装置1のダイ2上に設置されたエアーリング4の冷却風流路内に冷却風の流れに直交するように、多数の円弧板12を所定の間隙をもってリング状に配設すると同時に該間隙に断熱材12aを充填し該多数の円弧板12同士をリング状に一体化すると共に、前記各円弧板12内に偏肉調整用の電気加熱ロッド9を埋設した。
(もっと読む)
プロピレン系ポリマーフィルムまたはシートの加熱方法および延伸フィルムの製法
【課題】プロピレン系ポリマーフィルムまたはシートの幅方向の均一加熱方法を提供し、それをさらに長手方向に延伸する延伸フィルムの製法を提供し、厚さの均一性の高い延伸フィルムを提供する。
【解決手段】長手方向に連続的に移動するプロピレン系ポリマーフィルムまたはシートの幅方向に、レーザーを照射して加熱するに際し、照射されるレーザーが到達するフィルムまたはシートの幅方向の表面において、その光線強度を均一化して照射することを特徴とするプロピレン系ポリマーフィルムまたはシートの幅方向の均一加熱方法。および、この加熱方法にて加熱されたプロピレン系ポリマーフィルムまたはシートを、引き続き長手方向に延伸することを特徴とする延伸フィルムの製法およびそれにより得られた延伸フィルム。
(もっと読む)
二軸延伸ポリエチレンテレフタレート系樹脂フィルム
【課題】積層体のベースフィルムに好適な二軸延伸ポリエチレンテレフタレート系樹脂フィルムを提供する。
【解決手段】フィルムの長手方向と45度の角度をなす方向の屈折率とそれに90度の角度をなす方向の屈折率との差異Δnabが0.015以上0.060以下である下記要件(1)〜(4)を満たす二軸延伸ポリエチレンテレフタレート系樹脂フィルム。(1)フィルムを長手方向に300mm、幅方向に210mmの試料の四隅のソリの高さがフィルムの厚み以下、(2)150℃で30分間熱処理した場合の四隅のソリの高さの平均が0.5mm以上5.0mm以下、(3)4方向の破断強度TSと破断伸度TEの比TS/TEが、いずれも0.6(MPa/%)以上2.6(MPa/%)以下(4)長手方向のHS150が、0.20%以上0.50%未満であること
(もっと読む)
二軸延伸ポリアミドフィルムの製造装置

【課題】二軸延伸ポリアミドフィルムの製造装置において、温水槽におけるガイドローラーとポリアミドフィルムとの間のすべりを防ぐことにより、二軸延伸ポリアミドフィルムを操業性よく生産できるようにする。
【解決手段】ポリアミド樹脂からなる未延伸シートを二軸延伸工程の前に調湿処理するための温水槽が設けられる。温水槽には、未延伸シートが掛けられるガイドローラー11が設けられる。ガイドローラー11の表面に格子状パターンで溝14が設けられる。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】引抜延伸によって外観の優れた延伸熱可塑性ポリエステル系樹脂シートを安定的に製造することができる延伸熱可塑性樹脂シートの製造方法を提供する。
【解決手段】延伸熱可塑性ポリエステル系樹脂シートの製造方法は、熱可塑性樹脂シートを一対のロール間を通して引抜延伸する延伸熱可塑性樹脂シートの製造方法であって、上記熱可塑性樹脂シートを上記一対のロールの中間面と4°以上の角度を持って上記一対のロール間に供給することを特徴とする。
(もっと読む)
熱可塑性樹脂延伸フィルムの製造方法
【課題】品位、厚みムラ、光学的ムラ、生産性に優れた熱可塑性樹脂延伸フィルムの製造方法の提供。
【解決手段】一対の延伸ロール11の速度差によって、前記延伸ロール間に設けられた延伸区間において熱可塑性樹脂シート1,2をその走行方向に一軸延伸する熱可塑性樹脂延伸フィルムの製造方法であって、前記延伸区間において熱可塑性樹脂シートを熱可塑性樹脂のガラス転移温度(Tg)以上に加熱するとともに、下記式(1)〜(4)を満足するように熱可塑性樹脂シートを延伸する。(L1+L2+L3)/W0>3(1)、0.9<W1×(E)0.5/W0<1.1(2)、0.2<L1/(L1+L2+L3)<0.5(3)、0.1<L3/(L1+L2+L3)<0.25(4)
(もっと読む)
フローティング式縦延伸装置および熱可塑性樹脂フィルムの製造方法
【課題】 優れた厚み精度を有する熱可塑性樹脂フィルムを製造可能なフローティング式縦延伸装置を提供すること。
【解決手段】 熱可塑性樹脂シートを延伸するための一対の延伸ロールと、これら延伸ロール間に配置された加熱炉とを備えたフローティング式縦延伸装置であって、前記加熱炉は熱可塑性樹脂シートを加熱するための複数のエアーノズルを備えると共に、これらエアーノズルの少なくとも一部が対向するように配置されたフローティング式縦延伸装置とする。
(もっと読む)
延伸フィルムの製造方法、延伸フィルム、偏光板、及び液晶表示装置
【課題】光学特性のバラツキが少ない遅相軸が傾斜した延伸フィルムを製造する方法の提供。
【解決手段】熱可塑性樹脂からなる長尺のフィルムを延伸後のフィルムの巻取り方向D2と異なる方向から繰出し、該フィルムの両端部を把持具CR,CLによって把持して搬送しながら、予熱ゾーン、延伸ゾーン、及び冷却ゾーンを有するオーブンを通過させて、該巻取り方向に対して配向角θが40〜80°の範囲内となる長尺の延伸フィルムを製造する方法であって、前記熱可塑性樹脂からなる長尺のフィルムの、流れ方向の厚みムラσm及び幅方向の厚みムラσtが、σm<0.30μm、σt<0.20μmであり、延伸後のフィルムの引取張力Tが、100N/m<T<300N/mであり、さらに上記Tの変動が±5%未満であることを特徴とする延伸フィルムの製造方法。
(もっと読む)
位相差フィルムの製造方法
【課題】長手方向のクリップ間隔の調整できない通常のテンターを用いて、光学特性領域の広い、より有用な位相差フィルムの製造方法を提供することを目的とする。
【解決手段】フィルム3をテンター2内に供給し、テンター2内で、フィルム3の両端部をテンターレール5、6の複数のクリップ10で把持してフィルム3の幅方向に延伸する位相差フィルムの製造方法において、フィルム3を幅方向への延伸が終了すると同時に、フィルム3の端部をクリップ10から開放し、開放すると同時にフィルムを冷却することを特徴とする位相差フィルムの製造方法である。
(もっと読む)
熱可塑性樹脂フィルムの縦延伸方法および縦延伸装置
【課題】長スパン型の縦延伸方法であっても、延伸後のフィルムにスジバリが発現することのない熱可塑性樹脂フィルムの縦延伸方法及び装置を提供する。
【解決手段】熱可塑性樹脂フィルム2を一対のローラ16、16a、17、17aの周速差で引っ張ることにより長手方向に延伸する熱可塑性樹脂フィルム2の縦延伸方法において、一対のローラ16、16a、17、17a間を、フィルム2を、気体を吐出するノズル19を有する複数の円筒状ロール18と非接触で支持し、曲率半径25mm以上150mm以下で、湾曲させながら円筒状ローラ18を通過させ、フィルム2をノズル19から吐出する熱風により長手方向に延伸する延伸工程と、長手方向に延伸したフィルム2を、ノズル19から吐出する冷風により冷却・固化する冷却・固化工程と、を有することを特徴とする熱可塑性樹脂フィルムの縦延伸方法である。
(もっと読む)
位相差セルロースアシレートフィルムの製造方法、位相差セルロースアシレートフィルム及びこれを用いた光学フィルム
【課題】 面内位相差Reが100〜300nm、厚み方向位相差RthがRe×0.5以下、かつ遅相軸ズレが幅方向に対し±5°以下、かつ引張り試験機による破断伸度測定で測定した長手方向の破断伸度が5%以上の特性を有する位相差セルロースアシレートフィルムの製造方法を提供する。
【解決手段】セルロースアシレートフィルム32を、縦延伸部36で週速度が異なる少なくとも二本のローラ42,44により、縦方向(MD)に延伸した後、熱処理部38で縦方向に延伸されたセルロースアシレートフィルム32の幅方向端部を把持した状態で、該セルロースアシレートフィルム32をTc〜Tc+80℃の温度に加熱し、該セルロースアシレートフィルムを10〜50%幅方向(TD)に収縮し、幅方向の収縮されたセルロースアシレートフィルムを横延伸部90で1〜30%幅方向(MD)に延伸し、位相差セルロースアシレートフィルムを製造する。
(もっと読む)
シート状物の延伸機
【課題】原反シートが非常にもろいシートの場合でも、破膜することなく、かつ、調整を簡便にする同時二軸延伸機を提供する。
【解決手段】熱可塑性樹脂のシート状物の端部を把持する複数の掴み装置を前記シート状物の両側端に具備し、折尺状に形成された複数個の等長リンク装置より構成された無端リンク装置を設け、該無端リンク装置をシート状物の入口側スプロケットより駆動することにより進行方向に末広がり状に配置されたガイドレールに案内されて前記掴み装置の掴みピッチを徐々に拡大させて前記端部が把持されたシート状物を縦横二方向に同時に延伸し、さらに該延伸後前記シート状物の端部を前記掴み装置から外して前記無端リンク装置を出口側スプロケットにより駆動して前記入口側スプロケットに戻るように構成したシート状物の同時二軸延伸機において、前記シート状物の端部と面接触して把持する把持部の領域内に前記シート状物の端縁を配置する。
(もっと読む)
一軸配向ポリエステルフィルムの製造方法
【課題】 例えば液晶ディスプレイの基材、具体的には偏光膜の保護フィルムや偏光板の保護フィルムとして好適に用いることのできる一軸配向ポリエステルフィルムを安定して生産する製造方法を提供する。
【解決手段】 テンター式延伸装置により延伸する一軸配向ポリエステルフィルムの製造方法であって、テンター式延伸装置以降の工程で切断されるフィルム両端部の重量(A)と両端部以外のフィルム重量(B)との関係が下記式(1)を満足することを特徴とする一軸配向ポリエステルフィルムの製造方法。
0.60≦B/(A+B)≦0.75 …(1)
(もっと読む)
テンタークリップの開閉装置、及び欠陥のあるテンタークリップを検出する方法及び装置
本発明のテンタークリップクローザは、カムを有する第一のクローザと、回転自在な円板を有する第二のクローザとを具備する。本発明のテンタークリップオープナーは、クリップアームに抵抗する付勢手段により駆動される回転自在な板状オープナーを具備し、異常クリップのために板状オープナーに異常な力がかかったときに板状オープナーは付勢手段に逆らって異常クリップから遠ざかるように枢動する。欠陥テンタークリップを検出する本発明の装置は、テンタークリップを開閉する少なくとも1つのテンタークリップ駆動装置を具備する。力が基準値を超えると、監視手段からの信号は、異常クリップの後で駆動装置に接触したクリップの数を自動的にカウントするカウンターを自動的に作動する。 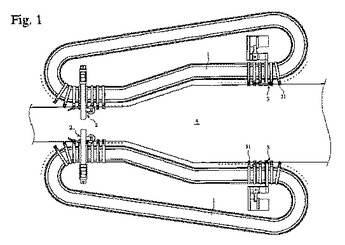 (もっと読む)
(もっと読む)
ポリエチレンテレフタレート系樹脂フィルム、およびその製造方法
【課題】後加工時の熱処理工程におけるフィルムの寸法変化が小さく、平面性及び裁断性が良好で、厚みが良くキズが少なく光学用途、太陽電池用途や精細印刷用途に好適なポリエチレンテレフタレート系樹脂フィルムの提供。
【解決手段】巻取方向と45度の角度方向の屈折率と直交する屈折率との差Δnabが0.015以上0.060以下であって、長手方向のHS150が0.0%以上0.5%未満であって、幅方向でのHS150の差異(熱収縮差)が0.1%以下であって、さらに、長手方向のHS180が0.7%以上1.5%未満であって、幅方向でのHS180の差異(熱収縮差)が0.15%以下であり、4方向の破断強度TSと破断伸度TEの比TS/TEが、いずれも0.6(MPa/%)以上2.6(MPa/%)以下であり、厚み変動率が6%以下、厚みが70μm以上400μm以下であるポリエチレンテレフタレート系樹脂フィルム及びその製造方法。
(もっと読む)
光学補償フィルムおよびその製造方法
【課題】TNモード液晶表示装置に使用した場合であっても長期間使用によるバックライト発熱や環境変動による光学特性の変化を受けにくく、視野角補償能および耐久性に優れた光学補償フィルムを提供する。
【解決手段】シクロオレフィン樹脂フィルム上に液晶性化合物を含有する組成物から形成される光学異方性層を少なくとも1層を有する光学補償フィルムであって、光学補償フィルムの配向ムラが0〜5%であり、かつフィルム全体を90℃・相対湿度10%の環境下で200時間熱処理した前後のRe及びRthの変動がいずれも0.01%〜3%であることを特徴とする光学補償フィルム。
(もっと読む)
偏光板離型用ポリエチレンテレフタレート系樹脂フィルムおよびその製造方法
【課題】後加工時の熱処理工程におけるフィルムの通過性が後加工の条件に拘わらずロール全長に亘って良好な実用性の高い偏光板離型用ポリエチレンテレフタレート系樹脂フィルムを提供する。
【解決手段】偏光板離型用ポリエチレンテレフタレート系樹脂フィルムは、フィルムの巻き終わりから、フィルムの巻き長を9等分した長さ毎に試料切り出し部を設けるとともに、フィルムの巻き始めから2m以内に最終の切り出し部を設けることによって、合計10個の試料切り出し部を設けたとき、各切り出し部において、左右両端際のHS150がいずれも所定の範囲内の値となり、左右両端際のHS150の差が所定の範囲内の値となるように調整されている。
(もっと読む)
ポリアミド系積層二軸延伸フィルム
【課題】半切した袋の片側の表裏の収縮率の差の少なく、カールが無いとともに、酸素ガスバリア性、耐衝撃性及び耐屈曲疲労性に優れ、各種の包装材料として使用したときに、内容物の変質や変色を防ぎ、破袋防止や内容物の品質の保護にも効果がある、包装用途に適したポリアミド系積層二軸延伸フィルムを提供すること。また、前記のポリアミド系積層二軸延伸フィルムの安価かつ容易な製造方法を提供すること。
【解決手段】芳香族ポリアミド樹脂を含むポリアミド系積層二軸延伸フィルムであって、特定の屈折率との差異Δnabを有し、特定の熱収縮特性を有するポリアミド系積層二軸延伸フィルム。
(もっと読む)
ロール状の位相差フィルム、ロール状の位相差フィルムの製造方法および円偏光板
【課題】本発明の目的は、黒味に優れた位相差フィルムを提供することにある。
【解決手段】長尺方向に対して遅相軸が45±5°をなし、かつゴニオフォトメーターの散乱光プロファイルの入射光90°のフィルムの散乱光強度測定であって、光源から130°の位置における散乱光強度を検出する測定する場合において、フィルム遅相軸を水平に試料台へ設置した場合と垂直に設置した場合の散乱光強度差が、0.05以下であることを特徴とする位相差フィルム。
(もっと読む)
二軸延伸ポリアミドフィルムの製造方法
【課題】 ポリアミド溶融樹脂フィルムのネックインに起因した両端部の厚みの増加による結晶化度の増加を低減することにより、厚みの均一性に優れた二軸延伸ポリアミドフィルムを安定的に(延伸工程での破断を低減させて)製造する方法を提供する。
【解決手段】 ダイスから吐出させたポリアミド溶融樹脂フィルムを回転式冷却ロールで冷却固化して得た未延伸ポリアミドフィルムを逐次二軸延伸する二軸延伸ポリアミドフィルムの製造方法において、未延伸ポリアミドフィルムの端部の厚み(端部から10mmの厚み)と中央部の厚みとの比(端部/中央部)を1.5〜2.5にすることを特徴とする二軸延伸ポリアミドフィルムの製造方法である。
(もっと読む)
101 - 120 / 214
[ Back to top ]