
Fターム[4F210QK12]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | インフレーション成形に特有の装置・操作 (265) | 部品、付属装置、補助操作 (124) | 押出機、還状ダイ(方法も含む) (26)
Fターム[4F210QK12]に分類される特許
1 - 20 / 26
インフレーションフィルムの製造方法
【課題】インフレーションフィルムの巻取りロールにおける巻径のムラを低減する。
【解決手段】インフレーションフィルム2が環状ダイ1からピンチロール3に至る間においてインフレーションフィルムの厚みを計測し、この厚みデータに基づいてピンチロールを所定面内において一定速度で回転させながら、インフレーションフィルムを巻取りロールとして巻き取るインフレーションフィルム製造方法において、上記一定速度下における上記厚みデータを用いて巻取りロールの幅方向で巻径を計算し、次に上記一定速度を増速又は減速した変更速度下での上記厚みデータを用いた巻取りロールの幅方向での巻径の計算を行い、この幅方向での巻径のムラが上記一定速度下での幅方向の巻径のムラよりも低減していれば、上記一定速度を上記変更速度に変更する。
(もっと読む)
熱可塑性樹脂製フィルムの製造方法

【課題】ポリ塩化ビニル、ポリオレフィン等の熱可塑性樹脂、特に溶融粘度が高く溶融伸びの低い樹脂をフィルムを製造するための材料として用いた場合でも、膜厚精度の高いフィルムを製造する方法を提供する。
【解決手段】熱可塑性樹脂を含むフィルムを製造する方法であって、該方法は、熱可塑性樹脂を含有する材料であって、一対の対向する平らな部分を有する材料1を、前記熱可塑性樹脂が溶融している状態で一対のロール2の間に供給する工程と、前記一対のロール2で前記一対の平らな部分をあわせて圧延することにより、前記平らな部分同士を融着させて、一枚の一体化したフィルムを形成する工程とを有し、前記ロール2に供給される材料1が、平らな部分を有する2枚の別々のフィルム、または端辺部が接続部によって連結された一対の対向する平らな部分を有する1枚の扁平な筒状のフィルムである方法。
(もっと読む)
発泡シート
【課題】水蒸気透過度に優れ、農業用被覆シートとして好適な発泡シートを提供する。
【解決手段】エチレンに基づく単量体単位と炭素数3〜20のα−オレフィンに基づく単量体単位とを有し、ゲル・パーミエーション・クロマトグラフィー(GPC)により測定される分子量分布(Mw/Mn)が5以上であり、流動の活性化エネルギーが40kJ/mol以上であるエチレン−α−オレフィン共重合体を用いて得られる、厚さ100〜500μmの発泡シート。
(もっと読む)
幅広樹脂フィルムシートの製造方法及び製造装置
【課題】幅広樹脂フィルムシートが容易かつ安価に製造できる幅広樹脂フィルムシートの製造装置を提供する。
【解決手段】成形機本体3により溶融加圧された熱可塑性樹脂を、サーキュラダイ4により筒状に押し出しながら圧縮空気により膨張冷却して筒状樹脂フィルム7に成形する少なくとも2基のインフレーション成形機1と、複数の筒状樹脂フィルムを平板状に折り畳み、各筒状樹脂フィルムの一側縁が互いに近接して排出されるよう配置された複数の折込み手段10と、折込み手段より搬入された筒状樹脂フィルムの送り速度を同期させる同期手段12と、筒状樹脂フィルムの互いに近接する一側縁より重ね代L1だけ残して筒状樹脂フィルムを切開するスリット手段13と、重ね代を互いに重ねた状態で熱溶着することにより幅広樹脂フィルムシートを形成する溶着手段14とから構成した。
(もっと読む)
環境に優しい紙の製造方法およびそのための組成物
【課題】良好な折り畳み性、引裂性、および自然環境における分解性を有する合成紙を提供する。
【解決手段】約56重量%〜80重量%の無機鉱物粉末、約43重量%〜18重量%のポリエチレン、および約1重量%〜2重量%の添加剤を含んでいる組成物から環境に優しい紙を製造する。
(もっと読む)
粘接着剤組成物積層体の製造方法
【課題】空気入りタイヤの空気透過防止層として用いるのに適した、作業性に優れかつタイヤ走行時の問題のない積層体の製造方法の提供。
【解決手段】(A)ジエン系ゴム、(B)エポキシ変性スチレン−ブタジエン−スチレンブロック共重合体を含む熱可塑性エラストマーの基材ポリマー100重量部、粘着付与樹脂30〜100重量部及び有機過酸化物架橋剤0.1〜0.7重量部を含み、温度100℃及びせん断速度243sec-1 での未架橋時の粘度が5000〜20000ポイズであり、170℃における架橋後の硬さがロータレスレオメータのトルクで0.02〜0.10N・mである粘接着剤組成物並びに(C)(i)熱可塑性樹脂又は(ii)熱可塑性樹脂を連続相、ゴム組成物を分散相とした熱可塑性エラストマー組成物をインフレーション成型装置を用いて積層させて150℃以上の温度で架橋させる積層体の製造方法。
(もっと読む)
ブローフィルムでのポリプロピレン組成物
メタロセン−ベースの触媒系の存在で製造したプロピレン・ポリマーから成る第1成分と、チーグラー−ナッタ重合触媒の存在で製造したプロピレンと一種以上のコモノマーとのランダム共重合体から成る第2成分とを含むポリプロピレン組成物。本発明のポリプロピレン組成物はブローフィルムに特に適し、優れた光学特性で特徴付けられる。本発明はこのブロー・フィルム
含む多層フィルムまたはラミネートと、このブロー・フィルム、多層フィルムまたはラミネートの製造方法にも関する。
(もっと読む)
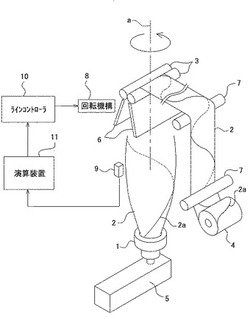
澱粉生分解性材料のための薄膜ブロー機械用回転ダイヘッド
【課題】回転ダイヘッドにより製造される薄膜製品の高い品質と製品率、大量生産を目的とする。
【解決手段】
澱粉ベース生分解性材料のための薄膜ブロー機械の回転ダイヘッドは、同軸状に取り付けられるダイ芯部分と外躯部分、を備え、ダイ芯部分は中心軸(15)に嵌め込まれる螺旋状ダイ芯(22)、中心軸(15)の上端に固定される回転ダイ芯(20)を備え、モータ(2)が中心軸(15)を駆動することで回転ダイ芯(20)を螺旋状ダイ芯(22)に対して回転させ、外躯部分は内側ダイケーシング(21)と、外側ダイケーシング(19)と、口型ダイケーシング(23)とを含み、内側ダイケーシング(21)と外側ダイケーシング(19)の間に外側循環冷却水路を形成し、内側ダイケーシング(21)、口型ダイケーシング(23)、螺旋状ダイ芯(22)、回転ダイ芯(20)は、人字形フィードインスロット、螺旋状搬送スロット、環状隙間緩衝領域等を備えた材料流れ及びモールディングチャネルを形成する。
(もっと読む)
多層フィルムブロー成形用の金型装置
【課題】円筒状の多層フィルムを成形する多層フィルムブロー成形用の金型装置であって、フィルム成形時に中間層間における層界面での乱れや化学反応が発生し難く、外観不良を防止でき、透明性および厚さ精度を確保し得る金型装置を提供する。
【解決手段】金型装置は、第1金型部材(1)、内側樹脂供給モジュール(41)〜(43)、第2金型部材(2)、外側樹脂供給モジュール(54),(55)及び第3金型部材(3)により複数の内側層構成用および外側層構成用の樹脂分配流路(4d)〜(4g),(5a)〜(5c)、集合流路(4)、第2の集合流路(5)並びに樹脂吐出口としてのオリフィス(7)が形成されている。そして、第2の集合流路(5)は、集合流路(4)に対して、樹脂押出方向最下流側の内側層構成用の分配流路(4d)よりも更に下流側で合流している。これにより、中間層を構成する溶融樹脂積層後の押出冷却までの時間を短縮する。
(もっと読む)
ポリエチレン−ポリプロピレン多層ブロー成形フィルムの製造方法
【課題】結合層を用いずに、少なくとも一層のポリプロピレン層に隣接した少なくとも一層のポリエチレン層を有する多層フィルムまたはシートの製造方法。
【解決手段】ポリエチレンが高圧重合方法で製造した低密度ポリエチレンでなく、溶融押出物の凝固時間を10秒以下にする。
(もっと読む)
インフレーションフィルムの製造装置、製造方法およびそれを用いて得られる超高分子量ポリオレフィンインフレーションフィルム
【課題】極限粘度[η]が10dl/gを超える超高分子量ポリオレフィンを原料とした場合であっても、フィルム外観が優れ、耐摩耗性に優れたフィルムを高い生産性を保持して成形出来、成形時の破膜回数を著しく抑制した状態で連続運転が可能なインフレーションフィルムの製造装置、製造方法、インフレーションフィルムを提供する。
【解決手段】第1スクリューを備えた押出機と、前記第1スクリューと独立して回転する第2スクリューと、前記第2スクリュー先端に連結され前記第2スクリューと共に回転するマンドレルと、前記マンドレルが挿通されるアウターダイと、前記第2スクリューの内部及びマンドレルの内部に延在してなる気体流路とを具備してなり、第2スクリューのフライト部の厚さが0.1mm以上2.5mm以下で、フライト基部のRが0.1mm以上2.5mm以下であるインフレーションフィルムの製造装置。
(もっと読む)
ポリプロピレンインフレーションフィルム
1.8gから14.0g/10分のメルトフロー率および少なくとも115℃の融点を示すポリプロピレンを含有して成るインフレーションフィルム。このインフレーションフィルムは10%未満のヘイズ値および70%以上の光沢値を示す。このインフレーションフィルムを中密度のポリエチレンまたは15重量%の量の耐衝撃性共重合体と一緒に共押出し加工してもよい。また、透明化剤を添加することも可能である。ポリプロピレンを含有して成るインフレーションフィルムの製造を標準的空冷インフレーションフィルムラインで実施する。 (もっと読む)
インフレーションフィルム成形用エアーリング装置
【課題】 本発明は、インフレーション成形時の製膜安定性が良く、フィルムの厚みのばらつきが小さく、さらにはフィルムの強度が高いことを兼ね備えた、インフレーションフィルム成形装置を提供することを目的とするものである。
【解決手段】 二重吹出環状エアーリングにおいて、下段リング3の高さH1が5mmから30mmの範囲であり、熱可塑性樹脂管状体1が押出されるダイス直径Dに対する上段リング5の高さH3の比が0.5から3.0の範囲であり、上段リング5の高さH3に対する中間リング4の高さH4の比が0.2から0.8の範囲であり、更に下段リング3、中間リング4および上段リング5のそれぞれの筒状部3e,4e,5eの内側面3b,4b,5bは押出し軸心方向に向かって径方向外側に傾斜しており、その傾斜角度が5°から25°の範囲であることを特徴とする。
(もっと読む)
ポリグリコール酸樹脂インフレーションフィルムの製造方法
【課題】簡単な装置構成の空冷インフレーション法により、ガスバリア性が有意に向上したポリグリコール酸樹脂フィルムの安定製造を可能にする。
【解決手段】温度270℃、剪断速度122s−1における溶融粘度(V)が300〜2000Pa・sのポリグリコール酸樹脂を、下記式(1)を満たす樹脂温度(T℃)で環状ダイから押出して、空気で冷却しつつインフレーション成形することを特徴とする空冷インフレーション法によるポリグリコール酸樹脂フィルムの製造方法:
[数1]
212exp(0.0004・V)<T<220exp(0.0001・V)(式1)。
(もっと読む)
多層フィルムの成形装置、金型部材、金型部材の加工方法、金型の組み立て方法
【課題】金型の組付け精度を低下させることなく、メンテナンス時における作業性を向上させることのできる多層フィルムの成形装置等を提供することを目的とする。
【解決手段】複数の単位ブロック31を積み重ねたときに、下方の単位ブロック31の位置決め凹部35に、上方の単位ブロック31の位置決め凸部34が入り込み、段部36によって下方の単位ブロック31に対し、上方の単位ブロック31のその径方向への移動を拘束し、位置決めするようにした。互いに上下に位置する2つの単位ブロック31の合わせ面において、上方の単位ブロック31の位置決め凸部34の下面34aと、下方の単位ブロック31の位置決め凹部35の上面35aには、ピン穴37、38を形成し、これらピン穴37、38にノックピン39を打ち込むことで、上下の単位ブロック31どうしの周方向への移動を拘束するようにした。
(もっと読む)
インフレーションフィルムの製造方法
【課題】
低温で高速成形を安定的に実施可能なエチレン−α−オレフィン共重合体からなるインフレーションフィルムの製造方法を提供する。
【解決手段】
エチレン−α−オレフィン共重合体からなるインフレーションフィルムの製造方法であって、下記関係式(A)を満たすエチレン−α−オレフィン共重合体を用い、該共重合体を押出機で溶融混練した後、リップギャップ0.4〜2.5mmに設定された環状ダイから押出しインフレーション成形するインフレーションフィルムの製造方法。
MTV(150)/MTV(190)≧0.6 式(A)
MTV(150):150℃において計測される最大引取り速度(m/分)
MTV(190):190℃において計測される最大引取り速度(m/分)
(もっと読む)
シュリンクラベル用発泡フィルム
【課題】長尺のシュリンクラベル用発泡フィルムを容器の胴部に巻き付け、重なり合った端部を切断したのち、この端部を接合して筒状となし、ついでこれを加熱してフィルムを熱収縮させてラベルとする新しいシュリンクラベル装着システムに対応できるシュリンクラベル用発泡フィルムを得る。
【解決手段】発泡倍率1.3〜5倍のインフレーション成形フィルムを延伸倍率1.5〜4.0倍となるように長手方向(縦方向、押出方向)に延伸され、厚さが120〜300μmで、引張弾性率が80〜500MPaで、静摩擦係数が0.3〜0.8で、収縮率が90℃で15%以上で、120℃で30%以上の特性を有し、発泡した収縮性を有するフィルム1である。
(もっと読む)
シームレスベルト用シームレスチューブの製造方法
【課題】膜厚ムラが少ない耐久性に優れたシームレスベルトを安定的に低コストで製造できる方法を提供すること。
【解決手段】インフレーション成形によるシームレスベルト用シームレスチューブの製造方法であり、熱可塑性樹脂を溶融して押出す押出機と直径Dを有する環状ダイとエアー吹き出し口を有するエアリングを用い、環状ダイ直径Dとシームレスチューブ直径Dbの関係が1.1≦Db/D≦2.7、第1エアー吹き出し口の最上部の高さH1[mm]が30≦H1≦100、第1エアー吹き出し口の最上部の外径Rと第2エアー吹き出し口の最上部の高さH2の上30mmの位置におけるチューブ状フィルムの直径Dtとの関係が0.8≦R/Dt≦1.2、第2エアー吹き出し口の最上部の高さH2の上30mmの位置のチューブ状フィルムの直径Dtとシームレスチューブの直径Dbの関係が0.8≦Dt/Db。
(もっと読む)
空冷インフレーション成形ポリプロピレン系フィルム
【課題】空冷インフレーション成形によりポリプロピレンフィルムを製造する際に、透明性や表面外観及び耐熱性のバランスに優れるという特徴を有し、耐衝撃性を向上させ適度な柔軟性を付与してブリードアウトやブロッキング及び臭気性を抑制させる。
【解決手段】(A−i)〜(A−iii)の条件を満たすプロピレン−エチレンブロック共重合体を用い、空冷インフレーションにより成形したポリプロピレン系フィルム。(A−i)メタロセン触媒を用いて、第1工程でプロピレン単独又はエチレン含量7wt%以下のプロピレン−エチレンランダム共重合体成分(A1)を30〜95wt%、第2工程で成分(A1)よりも3〜20wt%多くのエチレンを含有するプロピレン−エチレンランダム共重合体成分(A2)を70〜5wt%逐次重合する(A−ii)MFRが1〜15g/10minの範囲にある(A−iii)tanδ曲線が0℃以下に単一のピークを有する。
(もっと読む)
成形機洗浄用樹脂組成物およびその使用方法
【課題】 少量の洗浄剤の使用でも異物除去効果が高く、また洗浄温度において低粘度で成形機内表面への付着性が少なく洗浄剤自体がすぐに押出機から排出され、異物の発生を容易に防止することが可能であり、かつフィルム切れを起こさず、特にインフレーション成形しながら、洗浄が可能である洗浄剤の提供。
【解決手段】 メタロセン触媒を用いて製造されたエチレン系熱可塑性樹脂(a)30〜100重量%含有したエチレン系熱可塑性樹脂(A)100重量部に対して、(B)粘度平均分子量1万〜150万のポリアルキレンオキシドまたはポリアルキレングリコール0.1〜100重量部、(C)炭素数8〜20のアルキル基を有する硫酸塩、またはスルホン酸塩であるアニオン型界面活性剤および/または炭素数6〜22の脂肪酸の金属塩を0.1〜10重量部含有する成形機洗浄用樹脂組成物。
(もっと読む)
1 - 20 / 26
[ Back to top ]