
Fターム[4F210QL15]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | テンター延伸に特有の装置、操作 (982) | 巻取方法、条件 (20)
Fターム[4F210QL15]に分類される特許
1 - 20 / 20
白色二軸延伸フィルム及びその製造方法ならびにその使用
【課題】好ましい厚さが12〜600μmであり、製造コストの面で優れ、電気絶縁が良好であり、特にソーラーモジュールの裏面積層体として好適に使用でき、また、通常の電気絶縁体分野においても好適に使用できる白色ポリエステルフィルムを提供する。
【解決手段】ポリエステルフィルムを主成分とする白色二軸延伸フィルムであって、当該ポリエステルが、ジオール成分として80モル%以上の1,4−シクロヘキサンジメタノール(CHDM)と、ジカルボン酸成分として80モル%以上の1つ以上のベンゼンジカルボン酸および/または1つ以上のナフタレンジカルボン酸とから成り、当該ジカルボン酸成分は、2,6−ナフタレンジカルボン酸とテレフタル酸の2種のジカルボン酸から選択される55モル%以上の主ジカルボン酸成分と、主ジカルボン酸成分とは異なる18モル%以上の第2ジカルボン酸成分とから成ることを特徴とする二軸延伸フィルム。
(もっと読む)
フィルム同士の熱溶着接合方法及び接合装置並びに光学フィルムの製造方法
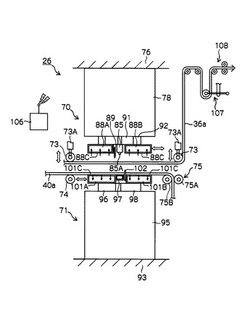
【課題】フィルム同士の後端部と先端部とを熱溶着した後に皺が発生したり、テール部分が長くなったりしないようにできる熱溶着接合方法を提供する。
【解決手段】第1フィルム36aと第2フィルム40aとを重ね合わせた接合領域部分の両側にそれぞれ対向配置され、平坦な吸着面を有する吸引ボックス88,101と、吸引ボックス88,101同士及び接合領域部分を互いに接近移動及び離間移動させる昇降部78と、吸引ボックス88,101同士をそれぞれフィルム長手方向に移動させるスライド部92,96と、吸引ボックス88,101の吸着面に吸引力を付与する吸引力発生手段と、第1及び第2のフィルム36a,40aをそれぞれ切断して接合領域部分に後端部と先端部を形成する切断刃89,102と、第1フィルム36aの後端部と第2フィルム40aの先端部とを重ね合わせた接合部Aを熱溶着する熱溶着手段85と、を少なくとも備えた。
(もっと読む)
テンター装置

【課題】基材の入口において基材を固定する固定部材を簡単に接近させることができるテンター装置を提供する。
【解決手段】左右一対のテンターチェーン14,16の内側で、かつ、基材Fの入口までにおいて、左右一対のガイドレール68,68が前後方向に設けられ、各ガイドレール68,68の外側には、基材Fの入口側から出口側にいくほど外側に突出するように傾斜した入口傾斜面70が形成され、テンターチェーン14,16を構成する第1連結部材34の一端が連結分岐部50と調整分岐部52に分岐し、調整分岐部52の先端に設けられた第1ガイドローラ54が、入口傾斜面70に沿って移動する。
(もっと読む)
延伸フィルムの製造方法及び円偏光板の製造方法
【課題】幅方向の厚みムラや配向方向のバラツキが無く、光学特性に優れ、巻取方向に対し所定の角度の範囲で配向軸が傾いた、広幅で長尺の延伸フィルムを提供する。
【解決手段】熱可塑性樹脂からなる長尺の未延伸フィルムをその進行方向と直角な方向に延伸して、配向角θ1が幅方向に対して0°≦θ1≦1°であり、かつ複屈折Δnが0.001〜0.003の範囲にある第一延伸フィルムを得る工程と、第一延伸フィルムを巻取方向に対して角度θが10°<θ<60°の方向で繰り出しながら、1.0≦R2/R1≦2.0…(1)、0°≦θo≦θi≦6°…(2)、4°≦θo(max)+θi(max)≦7°…(3)の各条件を満たすようにテンター内で再延伸することにより、配向角θ2が前記巻取方向に対して40°<θ2<50°の範囲の第二延伸フィルムを得る工程とを備えて構成される。
(もっと読む)
透明ポリマーフィルムの裁断方法
【課題】幅方向に延伸された透明ポリマーフィルムの裁断において、バリ、微小クラック、耳部の変形を抑制する。
【解決手段】裁断前に、透明ポリマーフィルム31の裁断する部分を赤外線照射により加熱し、次いで、裁断刃42によって透明ポリマーフィルム31を裁断する。赤外線の波長は0.5〜2.5μmとする。加熱温度T(℃)は、透明ポリマーフィルムのガラス転移温度をTg(℃)としたとき、60℃≦T≦Tgとする。赤外線照射のスポット径をΦ30mm以下とする。
(もっと読む)
光学延伸フィルムの製造方法
【課題】光学延伸フィルムの製法において、フィルム巻き取り時のフィルム破断がなく、長時間連続的に巻き取る事が出来るの製法を提供する。
【解決手段】熱可塑性樹脂フィルムの両横端部を、左右2列のクリップで掴み横延伸させた後、クリップから開放されたフィルムを巻き取る延伸フィルムの製法において、クリップから開放されたフィルムが、最初に接触する第1ロールの幅が該開放時点の左右2列のクリップ間距離よりも短い幅のロールを用いることを特徴とする光学延伸フィルムの製法である。
(もっと読む)
光学フィルム及び光学フィルムの製造方法
【課題】本発明の目的は、光学フィルムの製造方法において、延伸装置による幅方向の延伸倍率が1.2〜1.6倍の場合でも、裁断された耳部の搬送を確実に行うことができる生産性の高い光学フィルムの製造方法及び該製造方法で製造した光学フィルムを提供することである。
【解決手段】裁断工程で裁断された端部は、搬送ロールによりフィルムから分離搬送され、裁断された端部が搬送ロールに巻き付く円弧の角度θが15°以上90°以下とすることを特徴とする。
(もっと読む)
二軸配向ポリエステルフィルム
【課題】セラミックスシート部材、電気絶縁部材(電気絶縁樹脂シート)、位相差板用シート部材、光学補償板用シート部材などの各種成形部材を成形するためのセパレータフィルムが帯電し、成型部材原料などの各種塗剤に対するはじきや斑が生じない様な、二軸配向ポリエステルセパレータフィルムを提供する。
【解決手段】上記課題は、フィルム表面の帯電転写痕の面積が、100cm2当たり5cm2以上30cm2以下である二軸配向ポリエステルフィルムによって解決することができる。
(もっと読む)
ポリエチレンテレフタレート系樹脂フィルムロール、およびその製造方法
【課題】後加工時の熱処理工程におけるフィルムの通過性が後加工の条件に拘わらずロール全長に亘って良好な実用性の高いポリエチレンテレフタレート系樹脂フィルムロールを提供する。
【解決手段】ポリエチレンテレフタレート系樹脂フィルムロールは、フィルムの巻き終わりから、フィルムの巻き長を9等分した長さ毎に試料切り出し部を設けるとともに、フィルムの巻き始めから2m以内に最終の切り出し部を設けることによって、合計10個の試料切り出し部を設けたとき、各切り出し部において、左右両端際のHS150がいずれも所定の範囲内の値となり、左右両端際のHS150の差が所定の範囲内の値となるように調整されている。また、左右両端際のHS150の長手方向における変動量が、いずれも所定の範囲内の値となるように調整されている。
(もっと読む)
セルロースエステルフィルム、その製造方法、セルロースエステルフィルムを用いた偏光板、及び表示装置
【課題】 ウェブの延伸工程において、ウェブを幅手方向に1.2倍以上に延伸してもヘイズが高くならないセルロースエステルフィルムの製造方法、その方法により製造されたセルロースエステルフィルム、該フィルムを用いた偏光板、及び表示装置を提供する。
【解決手段】 溶液流延製膜法によるセルロースエステルフィルムの製造方法は、延伸工程におけるウェブの延伸率が20〜60%であり、かつ延伸工程における温風吹出し手段から吹き出す温風の温度が、巻き取り後のフィルムのガラス転移温度(Tg)に対し、Tg+35℃〜Tg+80℃である。延伸工程に入る直前のフィルムの残留溶媒量が10〜35重量%であることが好ましい。
(もっと読む)
熱収縮性ポリオレフィン系フィルム、およびその製造方法
【課題】主収縮方向である長手方向への収縮性が高く、収縮仕上がり性、ミシン目開封性、耐熱ブロッキング性が良好な熱収縮性ポリオレフィン系フィルムを提供する。
【解決手段】本発明の熱収縮性ポリオレフィン系フィルムは、主収縮方向が長手方向になっている。そして、90℃の温水中で10秒間処理した場合における長手方向の温湯熱収縮率、90℃の温水中で10秒間処理した場合における幅方向の温湯熱収縮率、80℃の温水中で長手方向に10%収縮させた後の幅方向の直角引裂強度が、それぞれ、所定の範囲となるように調整されている。
(もっと読む)
ポリアミド系混合樹脂積層フィルムロール、およびその製造方法
【課題】スムーズに歩留まり良くラミネートによる製袋加工を行うことができ、酸素透過度が低く、透明性が良好な上、S字カールのない包装物を効率的に得ることが可能な二軸配向ポリアミド系混合樹脂積層フィルムロールを提供する。
【解決手段】フィルムロールは、MXD−6を主成分とする樹脂層と、ポリアミド系樹脂を主成分とする樹脂層とを積層してなるポリアミド系混合樹脂積層フィルムを巻き取ったものであり、フィルムの巻き終わりから2m以内に1番目の試料切り出し部を設け、フィルムの巻き始めから2m以内に最終の切り出し部を設けるとともに、1番目の試料切り出し部から約100m毎に試料切り出し部を設けた場合、各切り出し部から切り出されたすべての試料について、沸水収縮率や厚み方向の屈折率等の物性が、所定の範囲の変動幅になるように調整されている。
(もっと読む)
ポリエチレンテレフタレート系樹脂フィルムロール、およびその製造方法
【課題】後加工時の熱処理工程におけるフィルムの通過性がロール全長に亘って良好であり、透明性がきわめて高い上、滑り性、接着性が良好でポリエチレンテレフタレート系樹脂フィルムロールを提供する。
【解決手段】フィルムロールは、実質的に粒子を含有しないフィルム基材の少なくとも片面に、ウレタン樹脂と粒子とを含む塗布液を塗工し、乾燥した後に、少なくとも一方向に延伸して巻き取ることによって得られる。そして、フィルムの巻き終わりからフィルムの巻き始めまでに、略等間隔で合計10個の試料切り出し部を設けたとき、各切り出し部において、左右両端際のHS150がいずれも所定の範囲内の値となり、左右両端際のHS150の差が所定の範囲内の値となるように調整されている。また、左右両端際のHS150の長手方向における変動量が、いずれも所定の範囲内の値となるように調整されている。
(もっと読む)
ポリアミド系混合樹脂積層フィルムロールの製造方法
【課題】スムーズに歩留まり良くラミネートによる製袋加工を行うことが可能な二軸配向ポリアミド系混合樹脂積層フィルムロールを効率的に製造し得る製造方法を提供する。
【解決手段】製造方法は、ポリアミド系混合樹脂を移動冷却体面上へシート状に溶融押出し冷却することにより未延伸シート4を得る溶融押出冷却工程、未延伸シート4を縦横に二軸延伸する二軸延伸工程、二軸延伸フィルムをロール状に巻き取る巻取工程を含んでいる。そして、溶融押出冷却工程においては、直流高圧を印可した電極6と溶融状態のポリアミド系混合樹脂積層シート2との間に、ストリーマコロナ状態のコロナ放電7が行われ、溶融状態のポリアミド系混合樹脂積層シートに移動冷却体面と密着させるのに十分な電荷が付与される。そして、得られたフィルムロールの沸水収縮率や厚み方向の屈折率等の物性の変動幅が、所定の範囲になるように調整される。
(もっと読む)
ポリアミド系混合樹脂積層フィルムロールの製造方法
【課題】スムーズに歩留まり良くラミネートによる製袋加工を行うことが可能な二軸配向ポリアミド系混合樹脂積層フィルムロールを効率的に製造し得る製造方法を提供する。
【解決手段】本発明の製造方法は、ポリアミド系混合樹脂を移動冷却体面上へシート状に溶融押出し冷却することにより未延伸シートを得る溶融押出冷却工程、未延伸シートを縦横に二軸延伸する二軸延伸工程、二軸延伸フィルムをロール状に巻き取る巻取工程を含んでいる。そして、溶融押出冷却工程においては、直流高圧を印可した電極と溶融状態のポリアミド系混合樹脂積層シートとの間に、ストリーマコロナ状態のコロナ放電が行われ、溶融状態のポリアミド系混合樹脂積層シートに移動冷却体面と密着させるのに十分な電荷が付与される。そして、得られたフィルムロールの沸水収縮率や厚み方向の屈折率等の物性の変動幅が、所定の範囲になるように調整される。
(もっと読む)
二軸延伸フィルムの製造方法及び二軸延伸フィルム製造装置
【課題】二軸延伸後の基材フィルムを、熱処理装置に円滑に導入する二軸延伸フィルムの製造方法、及びそのための二軸延伸フィルム製造装置を提供すること。
【解決手段】二軸延伸フィルム製造装置は、熱処理装置40の上流側に、基材フィルム2の両端部を基材フィルム2の幅方向外部に付勢する一対の付勢ロール81を有する付勢装置80を備えている。付勢ロール81は、2本一組となっており、基材フィルム2を両面から挟んで線圧を加えるとともに、基材フィルム2の進行に伴い互いに逆回転可能な円筒状の回転部を有する。
(もっと読む)
熱収縮性ポリエステル系フィルム
【課題】可視光線の短波長領域を遮断し、容器を被覆したときにその容器の内容物が光線により劣化するのを防止し、かつ、内容物の状態や液面の確認をすることが可能な熱収縮性ポリエステル系フィルムを提供すること。
【解決手段】主にポリエステルからなるフィルムであって、波長500nmの光線透過率が20%以下、曇度(ヘイズ)が20%以下、かつ、温度95℃における主収縮方向の温湯収縮率が30%以上であることを特徴とする。
(もっと読む)
延伸フィルムの製造方法及び位相差フィルム
【課題】熱可塑性樹脂フィルムをテンター延伸機によりフィルムを延伸する製造方法において、フィルム中央部の遅相軸方向とフィルム端部の遅相軸方向とのぶれが小さく、厚さむらとレターデーションむらの少ない延伸フィルムを安定的に得ることができる延伸フィルムの製造方法及び該方法により製造されてなる位相差フィルムを提供する。
【解決手段】熱可塑性樹脂フィルムをテンター延伸機によりフィルムを延伸し、引き取りロールによって引き取る工程を有する延伸フィルムの製造方法において、引き取りロールによって、該フィルムの走行方向の張力を50〜600Nの範囲内で調整して延伸することを特徴とする延伸フィルムの製造方法。
(もっと読む)
熱収縮性ポリエステル系フィルムロール
【課題】フィルムロールに巻回された長尺フィルムのポリマー組成の変動や、熱収縮挙動の変動を低減し得た熱収縮性ポリエステル系フィルムロールを提供する。
【解決手段】熱収縮性ポリエステル系フィルムを巻取ってなるフィルムロールであって、この熱収縮性ポリエステル系フィルムが、長さ方向に略等間隔に切り出した試料を85℃の温水中に10秒浸漬して引き上げ、次いで25℃の水中に10秒浸漬して引き上げたときの最大収縮方向の熱収縮率が、全ての試料について20%以上である。
(もっと読む)
ポリアミド系樹脂フィルムロールの製造方法
【課題】スムーズに歩留まり良くラミネートによる製袋加工を行うことが可能な二軸配向ポリアミド系樹脂フィルムロールを効率的に製造するための製造方法を提供する。
【解決手段】本発明のポリアミド系樹脂フィルムロールの製造方法は、ポリアミド系樹脂を移動冷却体面上へシート状に溶融押出し冷却することにより未延伸シートを得る溶融押出冷却工程、未延伸シートを縦方向および横方法に二軸延伸する二軸延伸工程、および二軸延伸された二軸延伸フィルムをロール状に巻き取る巻取工程を含んでいる。そして、溶融押出冷却工程においては、ポリアミド系樹脂の移動冷却体面への溶融押出し冷却に際し、直流高圧を印可した電極と溶融状態のポリアミド系樹脂シートとの間に、ストリーマコロナ状態のコロナ放電が行われ、溶融状態のポリアミド系樹脂シートに移動冷却体面と密着させるのに十分な電荷が付与される。
(もっと読む)
1 - 20 / 20
[ Back to top ]