
Fターム[4F210QL17]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | テンター延伸に特有の装置、操作 (982) | 加熱 (108)
Fターム[4F210QL17]に分類される特許
21 - 40 / 108
横延伸装置及び横延伸方法
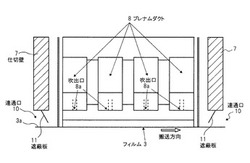
【課題】製造コストを増加させることなく、処理室の内側から外側に流出する空気を抑える。
【解決手段】帯状のフィルム3の長手方向に直交する幅方向の両端を保持した状態でフィルム3を長手方向に搬送させながら、所定の温度の空気をフィルム面3aに吹き付けることによってフィルム3を処理する複数のゾーンを備える。空気の温度が異なる複数のゾーンが、フィルム3の搬送方向に沿って配置される。ゾーンは、フィルム3の搬送方向の上流側及び下流側に配置された仕切壁7を有する。仕切壁7は、隣接するゾーン同士を連通させる連通口10と、連通口10を通るフィルム3のフィルム面3aに向かって連通口10から延ばされ、ゾーンの内側から外側に流出する空気を遮断する遮蔽板11と、を有する。遮蔽板11は、フィルム面3aに近接する先端がフィルム3の搬送方向に対してゾーンの内側に向かうように、フィルム面3aに対して傾斜されている。
(もっと読む)
光学フィルムの製造方法

【課題】ポリプロピレン系樹脂を含有する原反フィルムを延伸して、製造後の位相差変動が少ない光学フィルムの製造方法を提供する。
【解決手段】ポリプロピレン系樹脂と脂環族飽和炭化水素樹脂とを含有する樹脂組成物からなる長尺状の原反フィルムを110〜150℃の範囲内の温度Tmsで縦延伸し(S10)、その後得られる縦延伸フィルムを横延伸して(S20)、Nz係数が1.2〜3の範囲である光学フィルムを製造する方法である。S20は、縦延伸フィルムを温度Tcで10〜120秒間保温し(S21)、その後温度Ttsで横延伸し(S22)、そして90〜150℃の温度で10〜120秒間保持して熱固定する(S23)。温度Tcは、温度Tms以上でかつ温度Tmsの+15℃以下の温度であり、温度Ttsは、温度Tmsの−10℃以上でかつ+5℃以下の温度である。
(もっと読む)
積層微多孔性フィルム及びその製造方法、並びに電池用セパレータ
【課題】良好な透気性を有する積層微多孔性フィルムを提供すること。
【解決手段】以下の工程(1)〜(5)をこの順で含む、積層微多孔性フィルムの製造方法(ただし、TmAは、第1の樹脂組成物の融点(℃)であり、TmBは、第2の樹脂組成物の融点(℃)である):
(1)第1の樹脂組成物から構成される第1の樹脂フィルムをアニールする工程、
(2)第1の樹脂フィルムと、前記第1の樹脂組成物の融点TmAよりも低い融点TmBを有する第2の樹脂組成物から構成される第2の樹脂フィルムを、熱圧着して積層体を形成する工程、
(3)前記工程(2)で得られた積層体をアニールする工程、
(4)前記工程(3)で得られた積層体を、少なくとも一方向に1.05倍以上2.0倍以下に冷延伸する冷延伸工程、
(5)前記工程(4)で得られた積層体を、工程(4)よりも高い温度に保持した状態で、少なくとも一方向に1.0倍を超え5.0倍以下に熱延伸する熱延伸工程。
(もっと読む)
フィルム延伸方法及び装置
【課題】フィルムの幅方向に温度分布が発生することを防止でき、フィルムの破断箇所が拡大することを防止できるフィルム延伸方法及び装置を提供する。
【解決手段】テンター40は、走行するフィルム12の幅方向の両端部を把持するクリップ42と、クリップ42をフィルム12とともに走行させながらクリップ12の間隔を拡げるクリップ走行装置44と、クリップ42の走行路を覆うように設けられ、フィルム12に対してクリアランスCを持って配置されるともに、クリアランスCを調節可能に設けられたカバー46と、を備える。
(もっと読む)
セルロースエステルフィルムの製造方法
【課題】優れた光学的特性のセルロースエステルフィルムの製造方法を提供する。
【解決手段】剥離されたセルロースエステルフィルムを、搬送工程D0、幅手端部把持工程A、幅手延伸工程B、緩和工程C、乾燥工程D1を経る製造方法であり、工程B延伸が、延伸速度={(延伸後幅手寸法/延伸前幅手寸法)−1}×100(%)/延伸時間で50〜500%/minで1.1〜2.5倍であり、工程B終了時残留溶媒量が工程B開始時の0.4〜0.8で、工程B雰囲気温度110〜140℃又は工程B開始時フィルム温度は30〜140℃で、工程B終了時フィルム温度70〜140℃で、工程B終了時残留溶媒量が工程B開始時を基準に0.8〜0.99で、工程B雰囲気温度は30〜130℃又は工程B開始時フィルム温度30〜130℃で、工程B終了時のフィルム温度は60〜130℃とするセルロースエステルフィルムの製造方法。
(もっと読む)
蒸着用二軸延伸ポリエステルフィルムロールの製造方法およびその製造方法により得られる蒸着用二軸延伸ポリエステルフィルムロール
【課題】蒸着加工された長尺巻きのフィルムロールにおいて、蒸着加工前のフィルムロールの巻芯部まで、ガスバリアー性及び蒸着層との密着性に優れた蒸着用二軸延伸ポリエステルフィルムを提供する。
【解決手段】巻長さ50,000m以下の蒸着用二軸延伸ポリエステルフィルムロールの製造方法であって、縦延伸工程後、ポリエステルフィルムの少なくとも一方の面に易接着コート剤を塗布する工程、前記易接着コート剤の乾燥工程、横延伸工程、および熱処理工程をこの順に経たのち、得られたフィルムを巻取る工程を含む製造方法であり、前記乾燥工程において、乾燥時の雰囲気温度を50〜70℃とし、かつ乾燥時間を3秒以上とすることを特徴とする蒸着用二軸延伸ポリエステルフィルムロールの製造方法。
(もっと読む)
熱可塑性樹脂フィルムの延伸装置、及び光学フィルムの製造方法
【課題】光学ムラ故障の発生を抑えつつ、光学フィルムを製造する。
【解決手段】フィルム20はテンタ部12内を方向Z1に走行する。テンタ部12内は、方向Z1に4つのエリア36a〜36dに区画される。各エリア36a〜36dには、それぞれ送風ヘッド52a〜52dが設けられる。送風ヘッド52aにはノズル60aが設けられる。送風ヘッド52bには、ノズル60b及びノズル60xが、方向Z1下流側から上流側に向かって順次設けられる。送風ヘッド52c及び52dにはそれぞれノズル60c及び60dが設けられる。各ノズル60a〜60dは、フィルム20の搬送路と略直交する方向に伸びるように設けられる。ノズル60xは、予熱エリア36a及び延伸エリア36bの境界に向かうように形成される。
(もっと読む)
ポリイミドフィルムの製造法
【課題】 幅方向の線膨張係数を長さ方向の線膨張係数よりも小さく制御したポリイミドフィルムの製造法であり、フィルム端部の把持部の破れなどのトラブルが少なく安定した連続生産方法を提供することを目的とする。
【解決手段】 ポリイミド前駆体の溶媒溶液を支持体上にキャストし、該溶液中の溶媒を除去し自己支持性フィルムとして支持体から剥離し、溶媒含有量が25〜45%であり、イミド化率が5〜40%の自己支持性フィルムを初期加熱温度80〜240℃で幅方向に延伸を開始し、その後最終加熱温度350〜580℃で加熱することを特徴とするポリイミドフィルムの製造方法に関する。
(もっと読む)
フィルム、フィルムの製造方法、偏光板および液晶表示装置
【課題】液晶表示装置に使用した際に斜めから覗いた表示むらの発生が少ないフィルムを提供する。
【解決手段】熱可塑性樹脂を含み、下記式で表されるγの遅相軸方向の分布が0%〜10.5%であることを特徴とするフィルム。
γ=|Re[+40°]−Re[−40°]|
(式中、Re[+40°]はフィルム法線に対して傾斜方位側へ40°傾いた方向から測定した波長550nmにおける面内方向のレターデーションを表し、Re[−40°]は該法線に対して傾斜方位側へ−40°傾いた方向から測定した波長550nmにおける面内方向のレターデーションを表す。)
(もっと読む)
位相差フィルムの製造方法
【課題】製造後の位相差変動のないポリプロピレン系樹脂を延伸してなる位相差フィルムの製造方法を提供する。
【解決手段】(A)ポリプロピレン系樹脂からなる長尺状の未延伸フィルムを、温度110〜140℃および滞留時間10〜120秒の範囲内で予熱する工程と、(B)予熱された未延伸フィルムを3〜10倍の延伸倍率で横一軸延伸する工程と、(C)得られた延伸フィルムを温度60〜135℃および滞留時間10〜120秒の範囲内で熱固定する工程と、(D)下記式(1)、(2)をともに満たす条件で4分間以上熱処理する工程と、(E)熱処理が施された延伸フィルムを温度20〜25℃、相対湿度50〜60%の環境下に7日間以上養生する工程とを含む、位相差フィルムの製造方法。
y≧−15x+80 (1)
y≦−7.5x+130 (2)
(もっと読む)
逐次二軸延伸ポリエステルフィルムおよびその製造方法
【課題】へき開を抑制し、端部のラミネート強力の低下が小さいポリエステルフィルム及びその製造方法を提供する。
【解決手段】テンターにより横延伸されたフィルムのクリップ掴み跡から幅方向に10cmの位置のラミネート強力T10が下記式を満たす逐次二軸延伸ポリエステルフィルム。
T10>0.6N/cm。延伸温度125〜135℃で4〜5倍に縦延伸することを特徴とする前記逐次二軸延伸ポリエステルフィルムの製造方法。
(もっと読む)
フィルム延伸設備及び延伸方法
【課題】TACフィルムを加熱延伸する際に、その両側縁部の黄変を防止する。
【解決手段】オフライン延伸装置17のテンタ部50に、第1チェーン63及び第2チェーン64の走行を案内する第1及び第2レール61,62を設ける。両チェーン63,64に複数のクリップ65を設ける。第1及び第2レール61,62の周りに、各レール61,62に沿ってクリップ65を覆う第1及び第2クリップカバー67,68を設ける。両クリップカバー67,68内に冷却ガスCをガスパージする。両クリップカバー67,68内への加熱風Hの進入を防ぐことができるので、両側縁部3aの温度を中央部3bの温度よりも10℃以上40℃以下の範囲で低くすることができる。これにより、TACフィルム3の両側縁部3aの黄変が防止される。
(もっと読む)
フィルムの製造方法
【課題】フィルム表面のキズ、黒帯故障及び巻き崩れの発生を抑えつつ、フィルムを製造する。
【解決手段】テンタ部12は、Z1方向上流側から、予熱エリア、延伸エリア、緩和エリア及び冷却エリアに区画される。予熱エリアのZ1方向上流端では、Z1方向に走行自在のクリップがフィルム20の耳部20aを把持する。クリップの走行により、フィルム20は各エリアを順次通過する。延伸エリアでは、フィルム20がZ2方向に延伸される。冷却エリアでは、製品中央部20cに冷却風をあてて、製品中央部20cを冷却し、加熱装置により、製品端部20eを加熱する。製品部20bの温度分布は、Z2方向両端部から中央部に向かうに従い次第に低くなる分布となる。延伸に起因する製品部20bの収縮量X1のZ2方向の変動を、当該温度分布に起因する製品部20bの収縮量X2で抑えるように、フィルム20の把持を解除する。
(もっと読む)
延伸フィルムの製造方法
【課題】延伸フィルムの製法において、厚み精度がよくないフィルムでも延伸後の厚みムラを充分小さくすることのできる方法を提供する。
【解決手段】下記条件(i)、(ii)を含む特徴とする延伸フィルムの製法である。
(i)フィルム状のアクリル系重合体の表面温度が、ガラス転移温度(Tg)を超えてから全工程における最高温度となるまでに、全延伸倍率の50〜95%の延伸を行う。
(ii)フィルム状のアクリル系重合体の表面温度が全工程における最高温度に達した後、表面温度を下げながら全延伸倍率の5〜50%の延伸を行う。
(もっと読む)
テンター装置及びそれを用いた溶液製膜方法
【課題】高温になるクリップで湿潤フイルムを保持することで生じる不都合を解消する。
【解決手段】テンター装置10は、多数のクリップ45を設けた一対の左右チェーン22,23を無限循環させて湿潤フイルム16を、密閉したケーシング15内で一方向に搬送しながら幅方向に延伸する。延伸は、乾燥機構12により乾燥風を吹き付けて湿潤フイルム16の温度を段階的に上げて乾燥する。左右チェーン22,23は、搬送ガイド部20a,21aで湿潤フイルム16を把持した後に、把持を解除してケーシング15の外部に設けた戻しガイド部20c,21cにガイドされて搬送方向とは逆の方向に送られ、再びケーシング15の内部に戻される。戻しガイド部20c,21cには、クリップ冷却機構13,14が設けられている。クリップ冷却機構13,14は、ケーシング内で高温にされるクリップ45をケーシング外で冷却する。
(もっと読む)
テンター装置及び延伸フィルムの製造方法
【課題】延伸に供するポリオレフィン樹脂フィルムから延伸時の加熱により揮発した成分が内部表面に付着して液状物を形成しても、この液状物が粘性の高い液状物に変質することを防止することのできるテンター装置を提供し、さらにこのテンター装置を用いて高い収率で延伸フィルムを製造する延伸フィルムの製造方法をも提供する。
【解決手段】ポリオレフィン樹脂フィルムの表面に熱風吹き出し口から熱風を吹き付けつつ前記ポリオレフィン樹脂フィルムを延伸するテンター装置において、前記ポリオレフィン樹脂フィルムの上方に位置する装置の内部表面の内の少なくとも前記熱風吹き出し口周辺の表面を亜鉛、銅のいずれをも含まない材料から構成する。
(もっと読む)
位相差フィルムの製造方法
【課題】光弾性係数の絶対値が小さい樹脂フィルムから、特定の収縮特性を有する収縮性フィルムを用いて、厚み方向に配向した位相差フィルムを製造する方法を提供する。
【解決手段】次の(A)〜(D)の各工程を備える位相差フィルムの製造方法が提供される。(A)延伸された長尺状のオレフィン系樹脂フィルムの片面又は両面に、160℃における長手方向の収縮率S160(MD)が0〜35%で、幅方向の収縮率S160(TD)が10〜45%である収縮性フィルムを貼り合わせ、積層フィルムを得る貼合工程、(B)前記積層フィルムを加熱して、幅方向の収縮倍率が0.6〜0.9倍となるように収縮させる加熱収縮工程、(C)前記積層フィルムを、幅方向の延伸倍率が1.001〜1.1倍となるように延伸する延伸工程、並びに(D)加熱収縮工程及び延伸工程を経た後、積層フィルムから収縮性フィルムを剥離して位相差フィルムを得る剥離工程。
(もっと読む)
熱収縮性ポリエステル系フィルム
【課題】主収縮方向である長手方向への収縮性が高く、幅方向における機械的強度が高い上、製造されたフィルムロールにシワが入りにくく、ミシン目開封性が良好な熱収縮性ポリエステルフィルムを提供する。
【解決手段】本発明の熱収縮性ポリエステル系フィルムは、主収縮方向が長手方向になっている。そして、90℃の温水中で10秒間処理した場合における長手方向の湯温熱収縮率、90℃の温水中で10秒間処理した場合における幅方向の湯温熱収縮率、長手方向の厚み斑、40℃65%RHの雰囲気下で700時間以上エージングした後の自然収縮率が、それぞれ、所定の範囲となるように調整されている。
(もっと読む)
熱収縮性ポリエステル系フィルム
【課題】主収縮方向である長手方向への収縮性が高く、幅方向における機械的強度が高い上、製造されたフィルムロールにシワが入りにくく、ミシン目開封性が良好な熱収縮性ポリエステルフィルムを提供する。
【解決手段】本発明の熱収縮性ポリエステル系フィルムは、主収縮方向が長手方向になっている。そして、90℃の温水中で10秒間処理した場合における長手方向の湯温熱収縮率、90℃の温水中で10秒間処理した場合における幅方向の湯温熱収縮率、溶剤接着強度、40℃65%RHの雰囲気下で700時間以上エージングした後の自然収縮率が、それぞれ、所定の範囲となるように調整されている。
(もっと読む)
フィルムの製造方法
【課題】従来よりも高いReを有しかつReに対してRthの値が低く、ヘイズ値が低い光学フィルムを製造する。
【解決手段】第1テンタ55において、平均温度が70(℃)以上115(℃)以下の範囲の気体中で、溶媒残留量が25重量%に達するまで湿潤フィルム54を延伸する。中間フィルム56を得る。第1テンタ55の平均温度が40(℃)以上90(℃)以下の範囲の気体中で、溶媒残留量が10重量%以上25重量%未満になるように中間フィルム56を乾燥する。中間フィルム56を第2テンタ57に搬送する。第2テンタ57において160(℃)以上195(℃)以下に温度設定された気体中で、溶媒残留量が10重量%に達した後の前記中間フィルム56を延伸する。フィルム52を得る。Rth/Reの値が低く、かつReの値が高く、ヘイズ値が低い光学フィルムを製造できる。
(もっと読む)
21 - 40 / 108
[ Back to top ]