
Fターム[4F210QM01]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | ローラ延伸に特有の装置、操作 (356) | 部品、付属装置、補助操作 (186)
Fターム[4F210QM01]の下位に属するFターム
加熱ローラ (46)
延伸ローラ (89)
特殊な表面層を有するローラ (42)
Fターム[4F210QM01]に分類される特許
1 - 9 / 9
ポリイミドフィルムの製造方法
【課題】ニップロールの偏摩耗を防止し、外観が良好で破れのないフィルム幅方向の等方性が大幅に改善されたポリイミドフィルムを継続的に製造する方法及びその製造装置を提供すること。
【解決手段】(a)芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合させ、ポリアミド酸溶液を得る工程、
(b)前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程、
(c)前記ゲルフィルムを延伸する工程
を有するポリイミドフィルムの製造方法であって、前記工程(c)が、ゲルフィルム幅の90%以上100%未満であるニップ幅のニップロールを少なくとも1つ以上用い、機械搬送方向に延伸する工程を有することを特徴とする、ポリイミドフィルムの製造方法。
(もっと読む)
延伸ポリエステルフィルムおよびその製造方法
【課題】従来法では解決できない光学欠点、さらにはピンホールのない延伸ポリエステルフィルムを提供する。
【解決手段】直径0.2mm以上の大きさのクレーター状光学欠点の存在数が、フィルム10000m2あたり3個以下であることを特徴とする延伸ポリエステルフィルム。未延伸フィルムをテンター法により延伸するにあたって、テンター内の延伸ゾーンにおけるオリゴマーガス濃度を0.2mg/m3以下とすることを特徴とする前記延伸ポリエステルフィルムの製造方法。
(もっと読む)
偏光フィルムの製造方法
【課題】延伸時の破断が少なく、広幅の偏光フィルムを製造する方法を提供する。
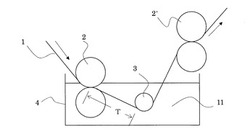
【解決手段】ポリビニルアルコール系フィルム1を膨潤処理、染色処理、ホウ酸処理、洗浄処理、乾燥処理の順に処理する工程の前または工程中に一軸延伸を行う偏光フィルムの製造方法において、3段以上の連続するホウ酸処理工程を有し、該ホウ酸処理工程の3段目以降に、2つのニップロール間の周速差を利用し、且つ少なくとも1つのガイドロール3を介して1.5倍以上の一軸延伸を行う高延伸処理工程を設け、該工程におけるフィルム搬送方向の上流側のニップロール2から最初のガイドロール3に接触するまでのフィルムの滞留時間Tが4秒以下であることを特徴とする偏光フィルムの製造方法。
(もっと読む)
偏光フィルムの製造方法

【課題】十分な製品幅を確保しつつ、良好な光学特性を有した偏光フィルムを製造する方法を提供する。
【解決手段】ポリビニルアルコール系フィルム10を膨潤処理、染色処理、ホウ酸処理、洗浄処理、乾燥処理の順に処理する工程の前または工程中に一軸延伸を行う偏光フィルムの製造方法において、前記ホウ酸処理工程で2つのニップロール30、30’間の周速差を利用して一軸延伸を行うにあたり、前記ポリビニルアルコール系フィルム10の搬送方向の上流側および下流側にそれぞれ配置された2つのニップロール30、30’間の上流側から前記ニップロール間距離の1/3を過ぎた以降に、スポンジゴム製のガイドロール2を配置したものである。
(もっと読む)
二軸延伸ポリアミドフィルムの製造方法。
【課題】ポリアミド溶融樹脂フィルムを冷却固化する回転式冷却ロールの汚れをコンパクトな装置で除去でき、かつ、安定した静電密着を実施できるため、傷が少なく、厚みの均一性に優れる二軸延伸ポリアミドフィルムを製造する方法を提供する。
【解決手段】ポリアミド溶融樹脂フィルムを回転式冷却ロール3上にキャストして、次いで表面が水分保持性材料からなるクリーニングロール6の表面に水分を補給しつつクリーニングロール6の表面を回転式冷却ロール3上にキャストされた冷却固化過程にあるポリアミドフィルムの少なくとも両端部に接触させ、次いでポリアミドフィルムを冷却固化した後、前記クリーニングロールが接触した部分にエアーを吹き付けることで付着した水分を除去して未延伸ポリアミドフィルムを得て、得た未延伸ポリアミドフィルムを二軸延伸する二軸延伸ポリアミドフィルムの製造方法である。
(もっと読む)
光学フィルム加圧装置
【課題】 この発明の目的は、延伸されるべき光学フィルムを安定的に保持することを可能にする光学フィルム加圧装置を提供する。
【解決手段】 光学フィルム加圧装置30は、フレーム部34およびベルトユニット36を少なくとも備える。フレーム部34は、延伸部18に取り付け可能に構成される。ベルトユニットは、加圧ローラ183に圧接するようにフレーム部34に支持される。ベルトユニット36は、光学フィルム11を介して加圧ローラに圧接するように配置される無端ベルト38と、この無端ベルト38を張架する複数のガイドローラ(40、42、44、46、48、50、52)とを備える。この結果、ニップロール方式のように加圧ローラ同士が圧接するのではなく、無端ベルト38が光学フィルム11を介して加圧ローラ183に圧接するようになる。
(もっと読む)
熱可塑性のフィルム材料の長さ方向の延伸配向のための方法および装置
ネッキングを生ずることなく長さ方向での延伸を許容するために、長さ方向延伸ゾーンの上流に幅リダクションゾーンを含み、それを通ってフィルムの幅が徐々に低減される、熱可塑性フィルム材料(4)を長さ方向に延伸する方法およびそのための装置。幅リダクションゾーンは少なくとも1つ、好ましくはいくつかのペアの互いにかみ合う溝を有するプリーツ加工ローラー(16,17)、またはディスクを含み、材料をプリーツ加工する。幅リダクションゾーンの長さは好ましくはフィルムの当初の幅の3倍未満である。幅リダクションゾーンは上流ローラー(14)および下流ローラー(15)またはローラーアセンブリを含む。これらは曲がった軸を有し、任意に滑らかな幅の低減のためにコンベアベルトを有する。長さ方向の延伸は好ましくは少なくとも2つ、好ましくは2よりも多いペアの延伸ローラー(9,10,11,12)で行われこれらは互いに接近している。プリーツは数段階で設けられ、段階ごとにプリーツは増加し、ガイド手段は好ましくはすべてのプリーツを一方向に寝かせる。この方法は高い引張強度、降伏点、引き裂き伝播抵抗、および孔開け抵抗性を、特にポリエチレンおよびポリプロピレンフィルムに与える。 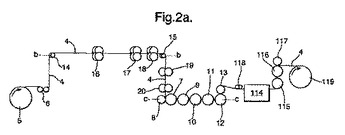 (もっと読む)
(もっと読む)
ローラおよびそれを用いたプラスチックフィルムの製造方法
【課題】十分な表面冷却効果を備え、厚みムラやバンクを発生させることなく、また、ネックインによって端部の厚みが増大している場合でも十分に中央部を挟圧することができ、しかも長期間の使用に耐えうるシート成形用タッチローラおよびそれを用いたプラスチックフィルムの製造方法を提供すること。
【解決手段】軸芯と、外周に被覆された弾性体層と、弾性体層の外周に設けられた金属層とを備えたローラであって、弾性体層に流体を流通させるための流路が設けられ、流路間の距離が前記金属層の厚みの2倍よりも短いことを特徴とするローラとする。
(もっと読む)
シートの製造方法
【課題】
シート製造時にロスを出すことなく厚み調整手段の延伸後の対応を正確に推定し厚みを精密に調整するシートの製造方法を提供する。
【解決手段】
複数個の厚み調整手段を備えたダイを用いて溶融材料をシート状に押出し、延伸または発泡を含む所定の加工を実施することで所望のシートとなすとともに、該シートの幅方向厚み分布を測定し、測定値に基づいて各測定位置に対応する前記厚み調整手段に加える操作量を計算し、該操作量によって前記厚み調整手段を操作してシート厚みを制御するシートの製造方法において、加工完了前のシート幅方向厚み分布と加工の完了後シート幅方向厚み分布を比較することで、両シートの幅方向位置の対応関係を決定し、決定した対応関係に基づいて、前記厚み調整手段に対する前記所定の加工完了後のシート幅方向対応位置を決定し、決定した前記シート幅方向対応位置に基づいてシートの厚みを制御する。
(もっと読む)
1 - 9 / 9
[ Back to top ]