
Fターム[4F210QM15]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | ローラ延伸に特有の装置、操作 (356) | 異常検知、制御、調整装置、方法 (87)
Fターム[4F210QM15]に分類される特許
1 - 20 / 87
逐次二軸延伸フィルムの製造方法
【課題】広幅で高倍率の場合にネックダウン量が不安定になりやすく、ネックダウン変化量を抑えるためにエッジ厚みを上げると、端部でのニップ力が上がるが、口金にてエッジ厚みを厚くしフィルム形状因子αを上げた場合、エッジの予熱が十分に出来ず、延伸時にフィルムが配向結晶化してしまい横延伸工程で破断してしまうが、このような問題を解決する逐次二軸延伸フィルムの製造方法を提供する。
【解決手段】フィルムエッジにエンボス加工を施すエンボス工程、ロール式の縦延伸工程をこの順に有することを特徴とする、逐次二軸延伸フィルムの製造方法。
(もっと読む)
オリゴマー付着異物を低減した引裂直線性二軸延伸ポリエステルフィルム
【課題】従来法では解決できないオリゴマー付着異物を抑制した引裂直線性二軸延伸ポリエステルフィルムを提供する。
【解決手段】ポリテトラメチレングリコール単位を含有したポリブチレンテレフタレートとポリエチレンテレフタレートとからなるフィルムであって、フィルムの10000m2あたり、直径0.5mm以上のオリゴマー由来異物が10個以下であり、直径0.2mm以上0.5mm未満のオリゴマー由来異物が50個以下であることを特徴とする、少なくとも長手方向に引裂直線性を有する二軸延伸ポリエステルフィルム。
(もっと読む)
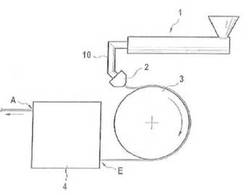
熱可塑性材料からフィルムウェブを形成するための方法および装置、ならびにそれにより形成されるフィルム
【課題】従来技術を改良する、あるいは従来技術に対して代替形態を提供する。
【解決手段】熱可塑性材料でできたフィルムウェブを形成するための方法および装置に関し、熱可塑性材料が、プラスチック溶融物として押出し方向にワイドスリットノズル2から少なくとも1つの層に押し出され、その後、少なくともローラ3の上を先に進むように誘導され、押出し方向、および押出し方向に対して横向きに張力が行使されることで、フィルムウェブを長手方向と横方向に延伸させ、張力を押出し方向、および押出し方向に対して横向きに加える際のフィルムウェブの温度は、少なくともその溶融温度に相当する。
(もっと読む)
光学フィルムの製造方法及び製造装置、光学フィルム、偏光板並びに液晶表示装置

【課題】フィルムの破断時に、延伸区間内にあるフィルムが延伸区間内に配置した加熱装置に接触することを防止する。
【解決手段】光学フィルムの製造方法は、フィルムFを搬送しつつ加熱ロール32と延伸ロール33とでロール間延伸する工程と、搬送経路上にあるフィルムFの破断を検知する工程と、フィルムFの破断を検知したときに、加熱ロール32と延伸ロール33との間の延伸区間内にあるフィルムFが延伸区間内に配置された加熱装置37に接触することを防止する工程とを有する。
(もっと読む)
光学フィルムの製造方法及び製造装置、光学フィルム、偏光板並びに液晶表示装置
【課題】フィルムの破断時に、延伸区間内にあるフィルムが延伸区間内に配置した加熱装置に接触することを防止する。
【解決手段】光学フィルムの製造方法は、フィルムFを搬送しつつ加熱ロール32と延伸ロール33とでロール間延伸する工程を有する。前記工程では、搬送経路上にあるフィルムFが破断したときに加熱ロール32と延伸ロール33との間の延伸区間内にあるフィルムFが延伸区間内に配置された加熱装置37に接触することを防止しつつロール間延伸を行う。
(もっと読む)
フィルム製造装置
【課題】本発明の目的は、均一な厚みのフィルムを製造するためのフィルム製造装置を提供することにある。
【解決手段】フィルム製造装置10は、溶融されたフィルム材料12'を押し出す押し出し装置14、押し出されたフィルム材料12'を延伸する延伸装置、巻き芯16にフィルム12を巻き取る巻き取り装置18、巻き取られたフィルム12の硬度を測定する硬度計20、押し出し装置14を制御する制御手段22を備える。制御手段22は、測定された硬度に応じて押圧手段42を制御し、リップ36の間隔を変更する。
(もっと読む)
二軸延伸フィルムの製造方法
【課題】所望の方向からの配向軸のずれが小さい二軸延伸フィルムを製造できる製造方法を提供する。
【解決手段】樹脂フィルム600を、周方向に回転可能な第一ロール及び第二ロールを上流側からこの順に備えるロール延伸機100に連続的に供給し、第一ロールと第二ロールとの周速差によって樹脂フィルム600を進行方向に連続的に延伸する工程(A);工程(A)で延伸された樹脂フィルム600の、幅方向の位置を矯正する工程(B);並びに、工程(B)で幅方向の位置を矯正された樹脂フィルム600を、テンター延伸機400により幅方向に延伸する工程(C)を含む、二軸延伸フィルムの製造方法。
(もっと読む)
偏光子の製造方法
【課題】傷、皺、及びスジが少なく、折れ込みのない外観に優れる偏光子の製造方法を提供する。
【解決手段】ポリビニルアルコール系フィルム2に、膨潤処理、染色処理、及び架橋処理を行う際に、少なくとも1つの処理時に、処理浴中のガイドロールとして拡幅ロール1を少なくとも1つ用いて延伸を行い、ポリビニルアルコール系フィルム2が拡幅ロール1から離れる位置が、下記式(1)を満たすように拡幅ロールを配置する。−40°≦θ≦40°(1)
(もっと読む)
ポリイミドフィルムの製造方法
【課題】ニップロールの偏摩耗を防止し、外観が良好で破れのないフィルム幅方向の等方性が大幅に改善されたポリイミドフィルムを継続的に製造する方法及びその製造装置を提供すること。
【解決手段】(a)芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合させ、ポリアミド酸溶液を得る工程、
(b)前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程、
(c)前記ゲルフィルムを延伸する工程
を有するポリイミドフィルムの製造方法であって、前記工程(c)が、ゲルフィルム幅の90%以上100%未満であるニップ幅のニップロールを少なくとも1つ以上用い、機械搬送方向に延伸する工程を有することを特徴とする、ポリイミドフィルムの製造方法。
(もっと読む)
ポリエステルフィルム及びその製造方法、太陽電池用バックシート、及び太陽電池モジュール
【課題】傷の発生を抑制し、耐加水分解性及び耐電圧性に優れたポリエステルフィルムが得られる製造方法を提供する。
【解決手段】溶融したポリエステル樹脂を押出機から溶融押出しする押出工程と、
溶融押出しされたポリエステル樹脂をキャスティングドラム上で冷却固化することにより、厚みが2.5mm以上5.0mm以下の未延伸ポリエステルフィルムを形成する未延伸フィルム形成工程と、
形成された未延伸ポリエステルフィルムを、平均温度T1(℃)が下記式(1)で示す関係を満たし、且つ、表面温度が中心温度よりも0.3℃以上15℃未満高くなるように加熱した後、少なくとも一方向に延伸する延伸工程と、
を有するポリエステルフィルムの製造方法。
Tg−20<T1<Tg+25 ・・・式(1)
[式(1)中、Tgは前記未延伸ポリエステルフィルムのガラス転移温度(℃)を表す。]。
(もっと読む)
延伸ポリブチレンテレフタレート樹脂シートの製造方法及び延伸ポリブチレンテレフタレート樹脂シート
【課題】延伸前ポリブチレンテレフタレート樹脂シートの結晶化を抑制しなくてもよく、結晶化度が15%以上である延伸前ポリブチレンテレフタレートを延伸して容易に成形することができる延伸ポリブチレンテレフタレート樹脂シートの製造方法を提供する。
【解決手段】本発明に係る延伸ポリブチレンテレフタレート樹脂シートの製造方法では、結晶化度が15%以上、50%未満であるポリブチレンテレフタレート樹脂シート(ガラス転移温度Tg(℃))を、一対の第1,第2の拘束部材間に配置した状態で、該第1,第2の拘束部材を介して、上記ポリブチレンテレフタレート樹脂シートを、引抜延伸する。上記ポリブチレンテレフタレート樹脂シート及び上記第1,第2の拘束部材の各温度を(Tg−40)℃以上、(Tg+100)℃以下とし、かつ延伸倍率を2倍以上、8倍以下とする。
(もっと読む)
延伸装置の制御方法
【課題】延伸装置において、手動介入後の自動運転復帰で、各セクションの速度到達時刻がバラツキ、製品の延伸率にバラツキがでるため、製品むらが大きくなっていた。
【解決手段】延伸装置において、複数の延伸ロールは各々が増減速機を介して電動機によって駆動され、前記各電動機は駆動電流を検出する電流検出器と回転速度を検出する回転速度検出器を備え、前記電流検出器および前記回転速度検出器の検出信号はそれぞれ前記各電動機の駆動制御を行う駆動制御器に入力され、前記駆動制御器には延伸制御器から各延伸ロールの回転速度制御信号が入力されており、前記駆動制御器は前記回転速度制御信号に基づいて電動機の回転制御を行い、手動介入後の自動運転復帰時には、各延伸ロールの回転速度および加減速度は再計算され、設定速度到達時間の最も遅いものの設定速度到達時刻に、各延伸ロールが同時に設定速度に達するように設定されていることを特徴とする。
(もっと読む)
光学フィルム
【課題】生産性に優れた押出成形法により得られ、厚み精度が非常に高い光学フィルムを提供する。
【解決手段】押出成形に用いるTダイの樹脂吐出方向とは逆向きにリップエッジを臨む方向を0°、樹脂吐出方向及びTダイのランド面2cと直交し、リップエッジを臨む方向を90°としたとき、45°方向から臨むリップエッジ輝線幅Aの平均値が50μm以下であり、且つ30°、45°、60°の3方向から臨む輝線幅差がそれぞれTダイの幅方向において2μm/5mm以下として、押出成形により得られ、未延伸のフィルムであって、かつ非晶性熱可塑性樹脂からなり、平均厚みRが200μm以下であり且つ幅方向の厚みむらが2.5×10-3Rμm/5mm以下である、光学フィルム。
(もっと読む)
延伸フィルムの製造方法及び製造装置
【課題】ネッキングの位置を制御してネッキング延伸を行うことができ、かつネッキングの安定性を制御して延伸ムラの少ない延伸フィルムを得ることができ、更にネックイン比を小さくできる延伸フィルムの製造方法及び延伸フィルムの製造装置の提供。
【解決手段】フィルムに対し張力を付与し、張力が付与された該フィルムの一部を、フィルムの幅が変化しない温度からネッキングが生ずる温度に昇温させることにより、前記フィルムをネッキング延伸する延伸フィルムの製造方法である。
(もっと読む)
位相差フィルムの製造方法
【課題】高い軸精度と均一な位相差値を有するポリプロピレン系樹脂位相差フィルムの製造方法を提供する。
【解決手段】ポリプロピレン系樹脂からなる原反フィルムに対して、(A)縦延伸する工程と、(B)0〜40℃の間の温度T℃の環境下で養生する工程と、(C)横延伸する工程とをこの順に施し、かつ、上記の養生する工程(B)は、養生期間をD日として、式:D≧−0.4T+20を満たすように行い、ポリプロピレン系樹脂位相差フィルムを製造する方法が提供される。典型的には、ポリプロピレン系樹脂からなる原反フィルムに対して、(A)縦延伸する工程と、(B)温度20〜30℃の環境下で10日以上養生する工程と、(C)横延伸する工程とをこの順に施して、位相差フィルムが製造される。
(もっと読む)
延伸されたブロー成形フィルムの厚さ制御のための方法
【課題】フィルムブロー設備において製造されたフィルムを平坦化後にストレッチ設備において、最終フィルムがフィルム中央からフィルム縁辺部に向かって可能な限り小さな厚さ増幅部を有する厚さ断面を有するように、機械方向において一軸に延伸することを可能にする解決手段を提供することである。
【解決手段】フィルムブロー設備(1)において製造されたチューブラフィルム(6)のフィルム厚さ断面を、ストレッチングにより、フィルム幅全体にわたって平均的なフィルム厚さから可能な限り小さな偏差を有する厚さ横断面を持ったフィルムが製造されるように制御するようにした。
(もっと読む)
延伸ポリエステルフィルムおよびその製造方法
【課題】従来法では解決できない光学欠点、さらにはピンホールのない延伸ポリエステルフィルムを提供する。
【解決手段】直径0.2mm以上の大きさのクレーター状光学欠点の存在数が、フィルム10000m2あたり3個以下であることを特徴とする延伸ポリエステルフィルム。未延伸フィルムをテンター法により延伸するにあたって、テンター内の延伸ゾーンにおけるオリゴマーガス濃度を0.2mg/m3以下とすることを特徴とする前記延伸ポリエステルフィルムの製造方法。
(もっと読む)
セルロースアシレートフィルム、偏光板、位相差フィルム、光学補償フィルム、反射防止フィルム、並びに液晶表示装置
【課題】液晶表示装置に組み込めんだときに、高温高湿下に置いても色むらの発生を抑えることができるフィルムを提供する。
【解決手段】湿熱寸法変化(δL(w))および乾熱寸法変化(δL(d))がいずれも0%〜0.2%であり、面内のレターデーション(Re)の湿熱変化(δRe(w))および乾熱変化(δRe(d))がいずれも0%〜10%であり、かつ厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))および乾熱変化(δRth(d))がいずれも0%〜10%であることを特徴とするセルロースアシレートフィルム。
(もっと読む)
延伸装置
【課題】ロールエッジ干渉の発生を抑制することにより被延伸材の過剰延伸を抑制する。
【解決手段】本発明の延伸装置は、外周面に環状溝が形成された延伸ロールと、被延伸材の幅方向の端部側を挟み込んだ状態で環状溝内に円弧状に嵌挿される把持用線材と、を備えて構成される把持手段によって、被延伸材を把持しつつ一方向に搬送させることにより、把持手段側において被延伸材を幅方向に広げて延伸を行う延伸装置である。延伸ロールは、被延伸材の搬送方向下流側に向かって末広がりに開く方向に傾けて配置され、延伸ロールの外周面は、環状溝より外側の外周面のエッジが面取りされている。
(もっと読む)
光学用フィルムの製造方法
【課題】光学用途の逐次二軸延伸フィルムの製造工程に関して、ロール縦延伸時に生じるフィルム幅方向の剥離ムラの発生がない光学用フィルムの製造方法を提供する。
【解決手段】本発明に係わるフィルムの製造方法は、距離を隔てて配置された2つの延伸ロール1・2により、熱可塑性樹脂からなるフィルム5に対してロール縦延伸を行う際に用いられるものである。ここで、ニップロール3・4は、挟持部6が接触領域8延伸ロール2側の端部となるとともに、挟持部7が接触領域9の延伸ロール1側の端部になるように配置されている。このようにして、フィルム5を延伸する際のフィルムと延伸ロール1の接触時間tが0.5秒<t<2.5秒、かつ、延伸ロール1の表面温度TがフィルムTg−6℃<T<フィルムTgでロール縦延伸する。
(もっと読む)
1 - 20 / 87
[ Back to top ]