
Fターム[4F210QN21]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 圧延延伸に特有の装置・操作 (104) | 異常検知、制御、調整装置、方法 (25)
Fターム[4F210QN21]の下位に属するFターム
Fターム[4F210QN21]に分類される特許
1 - 13 / 13
光学フィルムとその製造方法、偏光板、光学補償フィルムおよび液晶表示装置
【課題】 TNモードの液晶表示装置に使用した場合に十分な光学補償を実現できる、特殊な内部構造を有する光学フィルムおよびその製造方法の提供。
【解決手段】熱可塑性樹脂で構成され、フィルム面内の遅相軸方位とフィルム傾斜方位とが異なり、且つ、傾斜方位と厚み方向を面内に含む切片の複屈折の大きさが厚み方向で変化している光学フィルム。
(もっと読む)
光学補償フィルムとその製造方法
【課題】液晶表示装置に備え長時間使用した場合でも、屈折率楕円体の光学軸の傾斜角度、面内のリターデーション値等の光学特性の変化が殆どなく、表示ムラが発生しにくい光学補償フィルムを提供する。また、その製造方法を提供する。
【解決手段】傾斜配向処理を施された光学補償フィルムの製造方法であって、(1)溶融押出し製膜法により製造されたウェブに剪断力をかける圧延処理ゾーンを搬送する工程において、二つのローラを一対としたニップローラを用いてウェブに圧延処理を施す際の当該ニップローラの周速比を特定範囲内とし、かつ、(2)前記工程を経て製膜された原反フィルムを搬送方向に温度勾配を持たせたゾーンを搬送する工程において、当該温度勾配を特定範囲内とすること、により傾斜配向処理を施すことを特徴とする光学補償フィルムの製造方法。
(もっと読む)
延伸ポリオレフィン系樹脂シート及びその積層シート
【課題】本発明は、引張強度、引張剛性、耐衝撃性等の優れ、人体の保護部材として好適に使用できる延伸ポリオレフィン系樹脂シート及びその積層シートを提供する。
【解決手段】重量平均分子量が10万〜50万のポリオレフィン系樹脂60〜99.9重量%と重量平均分子量100万以上の超高分子量ポリオレフィン系樹脂40〜0.1重量%よりなるシートが、「該ポリオレフィン系樹脂の融点−40℃」〜「該ポリオレフィン系樹脂の融点」の温度範囲で圧延倍率が5〜10倍に圧延延伸されてなることを特徴とする延伸ポリオレフィン系樹脂シート及びその積層シート。
(もっと読む)
フィルム、フィルムの製造方法、偏光板および液晶表示装置
【課題】液晶表示装置に使用した際に斜めから覗いた表示むらの発生が少ないフィルムを提供する。
【解決手段】熱可塑性樹脂を含み、下記式で表されるγの遅相軸方向の分布が0%〜10.5%であることを特徴とするフィルム。
γ=|Re[+40°]−Re[−40°]|
(式中、Re[+40°]はフィルム法線に対して傾斜方位側へ40°傾いた方向から測定した波長550nmにおける面内方向のレターデーションを表し、Re[−40°]は該法線に対して傾斜方位側へ−40°傾いた方向から測定した波長550nmにおける面内方向のレターデーションを表す。)
(もっと読む)
プラスチックフィルム延伸装置
【課題】従来とは異なる形式でプラスチックフィルムを延伸させる。
【解決手段】プラスチックフィルムがその長さ方向に間欠的に送られる。さらに、延伸部材および受け台がプラスチックフィルムの送り経路に設けられ、プラスチックフィルムの厚さ方向両側に配置され、互いに対向する。そして、プラスチックフィルムが一時的に停止しているとき、プラスチックフィルムの幅方向両側縁間において、延伸部材が受け台に向かって前進し、プラスチックフィルムおよび受け台に押し付けられ、プラスチックフィルムがその長さ方向に延伸される。その後、延伸部材が受け台から後退し、プラスチックフィルムから離れる。
(もっと読む)
プラスチックフィルム延伸装置

【課題】従来とは異なる形式でプラスチックフィルムを延伸させる。
【解決手段】プラスチックフィルムがその長さ方向に間欠的に送られる。さらに、延伸部材および受け台がプラスチックフィルムの送り経路に設けられ、プラスチックフィルムの厚さ方向両側に配置され、互いに対向する。そして、プラスチックフィルムが一時的に停止しているとき、プラスチックフィルムの幅方向両側縁間において、延伸部材が受け台に向かって前進し、プラスチックフィルムおよび受け台に押し付けられ、プラスチックフィルムがその長さ方向に延伸される。その後、延伸部材が受け台から後退し、プラスチックフィルムから離れる。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】 本発明は、表面にしわ状の凹凸のない平滑な延伸熱可塑性ポリエステル系樹脂シートを安定的に製造することができる延伸熱可塑性ポリエステル系樹脂シートの製造方法を提供する。
【解決手段】 本発明の延伸熱可塑性ポリエステル系樹脂シートの製造方法は、長尺状の非晶状態の熱可塑性ポリエステル系樹脂シートを一対の回転するロール間に供給して圧延した後、得られた圧延熱可塑性ポリエステル系樹脂シートを上記ロールの回転速度よりも大きく且つ上記ロールの回転速度の1.2倍以下の速度で牽引することを特徴とする。
(もっと読む)
高靱性ポリオレフィンシートの製造方法及び装置
下記a)〜c)を含む、圧伸により更に加工して高靭性、高配向のフィルム、テープ、繊維又はシートを形成するのに適した、実質的に最高密度のポリオレフィンの製造方法:
a)計量した量のポリオレフィン粉末を、最も小さいポリオレフィン粉末粒子のサイズよりも小さいギャップに且つ該ポリオレフィン粉末の融点よりも高い温度に最初は設定した2つの加熱したカレンダーロールの間のニップに供給し;
b)該粉末をこれらの条件下で、凝集ポリオレフィンシートが生成されるまで該ニップを通して圧延し;そして
c)ポリオレフィンの凝集シートが一旦該ニップを出ると、該ニップ内の温度を、該ポリオレフィン粉末の融点未満の温度に下げ、そして該ギャップを、最も大きい該粉末粒子の厚さを超える所望のレベルに増加させる。
(もっと読む)
延伸フィルムの製造方法
【課題】厚みムラや位相差ムラが十分に抑制され、厚みや配向が十分に均一な延伸フィルムを容易に製造する方法を提供すること。
【解決手段】オーブン100内を移動する平板状の熱可塑性樹脂フィルム20をその移動方向に平行な長手方向に延伸する縦延伸工程及びオーブン100内を移動する平板状の熱可塑性樹脂フィルム20をその移動方向に垂直な幅方向に延伸する横延伸工程の少なくとも一方を有する延伸フィルムの製造方法であって、縦延伸工程及び横延伸工程の少なくとも一方における移動方向Aが、略鉛直方向である延伸フィルム22の製造方法。
(もっと読む)
高分子成形製品
【課題】半導体ウエハ等を収納する容器等の材料である高分子材料の導電性を向上させ、容器の帯電防止や塵埃付着防止をはかること。
【解決手段】高分子材料にカーボンナノチューブ等の導電性ナノチューブを含有させる。射出成形により作製する容器において、容器を構成する高分子材料は、ゲートと容器の端までの長さLと容器の代表厚みtとの比L/tが増加すると、あるいは、シート状製品の場合には、圧延・延伸前後のシート厚さの比t1/t0が減少すると、導電率が増加する傾向にある。特にL/t比が50以上、またはt1/t0比が0.7以下において、顕著である。この理由は、高分子材料のマトリックス中に導電性ナノチューブがその長手方向に配向するためである。本発明を用いて成形した半導体ウエハなどの容器は、帯電しないので塵埃付着などがなく、半導体の超微細加工プロセスに適用できる。
(もっと読む)
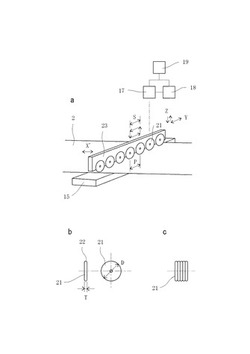
シート材の開孔又は延伸装置
【課題】シート材に幅方向の引っ張り力を加えた状態下に、該シート材に開孔又は延伸処理を施すことができ、該シート材に、輪郭の鮮明な開孔を形成したり、該シート材を大きく延伸したりすることができる装置及び方法を提供すること。
【解決手段】本発明のシート材の開孔又は延伸装置は、それぞれ周方向に延びる複数本の突条部21を有する第1のロール2と、第1のロール2の突条部21,21間に挿入される穿孔ピン31を有する第2のロール3とを具備し、第1及び第2のロールそれぞれの軸長方向における、突条部又は穿孔ピンを有する領域の両外方に、凸部と凹部とが周方向に交互に形成された噛合部2S,3Sが形成されており、第1及び第2のロール間に導入したシート材4の両側を、第1のロールの噛合部2Sと第2のロールの噛合部3Sとの間で狭圧しながら、該シート材4に開孔又は延伸処理を施すことができるようになされている。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】 本発明は、ポリエステル系樹脂シートを引抜成形した後、一軸延伸して、引張強度、引張弾性率及び耐熱性の優れた延伸熱可塑性ポリエステル系樹脂シートを製造する方法を提供する。
【解決手段】 非晶状態の熱可塑性ポリエステル系樹脂シートを駆動ロールで引張り、一対の引抜ロール間を引抜いて、引抜延伸熱可塑性ポリエステル系樹脂シートを製造した後、連続して引抜延伸熱可塑性ポリエステル系樹脂シートを一軸延伸する延伸熱可塑性ポリエステル系樹脂シートの製造方法において、引抜延伸熱可塑性ポリエステル系樹脂シートに傾斜ロールを押圧して引抜延伸熱可塑性ポリエステル系樹脂シートのたるみを除去した後、一軸延伸することを特徴とする延伸熱可塑性ポリエステル系樹脂シートの製造方法。
(もっと読む)
ゴム重量検知システム及び重量検知方法
【課題】タイヤ成形工程を止めずに細帯状のゴムの使用量の検知を全てのタイヤについて容易かつ低コストで実行する。
【解決手段】射出成形機6から連続的に押し出される細帯状のゴムNを、一対のローラヘッド3、4で圧延してタイヤ成形ドラム1に巻き付ける、ゴム成形装置における前記ゴムNの重量検知システムである。この検知システムは、前記ゴムNの幅検出器7、前記ローラヘッド間の間隔検出器8、ローラヘッドの回転速度検出器5、ゴムの温度検出器9及び制御部10を備え、制御部10は、前記各手段で得られたデータから算出した押出しゴムの断面積、ゴム押出し速度、当該温度におけるゴム密度から、成形に使用した前記ゴムNの重量をタイヤ成形工程中所定時間毎に算出して出力する。
(もっと読む)
1 - 13 / 13
[ Back to top ]