
Fターム[4F210QT03]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 引き抜き延伸等に特有の装置、操作 (46) | 引抜き延伸 (44) | ダイを通して引抜くもの (5)
Fターム[4F210QT03]に分類される特許
1 - 5 / 5
熱収縮性フッ素樹脂チューブの製造方法
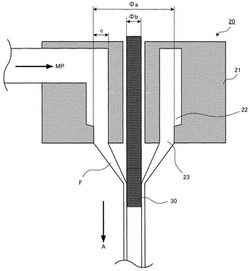
【課題】溶融押出成形において1段の操作により成形され、外径のばらつきが低減される熱収縮性のフッ素樹脂チューブ等を提供する。
【解決手段】溶融したフッ素樹脂材料を金型20によりチューブ状に押し出す押出工程と、金型から押し出されたチューブ状のフッ素樹脂材料を一定の引き取り速度で連続的に引き取りつつ、金型の近傍においてチューブ状のフッ素樹脂材料の内周面を円筒形状の冷却部材30の外周面に接触させて、チューブ状のフッ素樹脂材料Fを170℃以下の温度に冷却する冷却工程により、フッ素樹脂チューブを製造する。
(もっと読む)
強度が向上された架橋重合体状材料および製造方法

軸方向に対して直角の方向で圧縮力を架橋した重合体に加えることにより、放射線架橋(50kGy)した、圧力処理したUHMWPE材料を開発した。次いで、変形した材料を、変形した状態に維持しながら、冷却する。得られた材料は、異方性であり、軸方向に沿って高い強度を有する。この特定方向で加工した材料は、5気圧酸素を含む圧力容器中での4週間の促進エージング(ASTM F2003)後でも、酸化に対して安定している。その酸化安定性のために、この変形処理した材料は、再融解された、架橋したUHMWPEに以前から使用されている空気透過性包装およびガス滅菌に好適な候補である。 (もっと読む)
模造イ草製造法
【課題】熱可塑性合成樹脂フィルムで形成したテープ原糸を収束成型ノズルで加熱成型して、シース、コア、タイプの模造イ草とする方法に於て、収束成型時に、融着斑を抑制して断面真円に成型し、成型後の熱膨張アニーリングによる形態整形処理を省略し、製造の画期的な合理化を図る。
【解決手段】長手方向に延伸した熱可塑性合成樹脂フィルムのテープ原糸12を、加熱された収束成型ノズル15に導通し、ノズルの絞り部15Mに配置した空気抜き孔15Pを介して、テープ原糸12と共に喰い込んだ余剰空気を放出して、ノズル成型部15D内での空気爆発を抑制しながら成型し、芯部22Cの外周に融着表皮22Sを供えたイ草原糸17とし、該イ草原糸17を冷却槽19を経由して引取りロール20,21で製品模造イ草22として引取る。
(もっと読む)
反応性充填材を有する配向した複合熱可塑性材料
延伸プロセスによって作られた高度に配向したポリマーと、流体と反応してセメント質結合を形成することの可能な粒子状充填材とを含む複合材料が提供される。充填材の量と分散の程度とは、充填材が流体と反応する際に、相互侵入ポリマーとセメント質網目とを形成するように選択される。 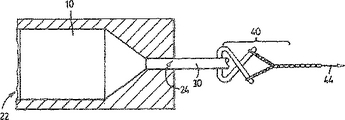 (もっと読む)
(もっと読む)
引き抜き成形装置
【課題】FRP製の成形品と同程度の十分な強度を持ち、廃棄処分になったときに安全に燃焼させて処理することができる成形品を得るための引き抜き成形装置をその課題とする。
【解決手段】ジシクロペンタジエンとルテニウムとを混合した成形材料aを投入するホッパ1と、ホッパ1の下部からほぼ水平方向に伸びる細長の成形金型2と、上記成形金型2から排出された成形品を引き抜く引き抜き装置3とを備え、上記ホッパ1には常温以下に冷却する冷却手段7を、上記成形金型2には加熱手段11を設けたことを特徴とする。
(もっと読む)
1 - 5 / 5
[ Back to top ]