
Fターム[4F211AB14]の内容
プラスチック等のライニング、接合 (31,000) | 添加剤、配合剤 (311) | 機能を特定したもの (195) | 光学特性改善剤 (36)
Fターム[4F211AB14]に分類される特許
1 - 20 / 36
車載用樹脂製中空部品及びその製造方法
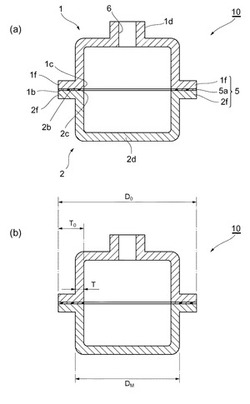
【課題】フランジなどの外側に張り出した部分が十分に少なく、エンジンルーム内の部品レイアウトの自由度を向上できる樹脂製中空部品及びその製造方法を提供すること。
【解決手段】本発明の車載用樹脂製中空部品は、ポリアミド樹脂組成物を含有する組成物からなる第1の円筒部と、これと同一のポリアミド樹脂組成物を含有する組成物からなる第2の円筒部と、レーザー溶接によって形成され第1の円筒部の端部と第2の円筒部の端部とを接合している接合部とを備え、接合部の外径DOに対する接合部の厚さTOの比TO/DOが0.01〜0.3であり且つ接合部の外径DOが120mm以下である。
(もっと読む)
医療用連結部材及びその製造方法

【課題】本発明は、外観が良好で、生物学的安全性が高く、且つ、比較的安価な医療用連結部材及びその製造方法を提供する。
【解決手段】可撓性を有する中空のチューブ2と、チューブに接合され、チューブの内腔と連通する貫通孔が形成された被接合部材3とを含と含み、チューブ及び被接合部材のうちの一方(挿入体)が他方に挿入されることにより、チューブと被接合部材とが重なった連結部6は、被接合部材とチューブとの間に供給された赤外線吸収剤に赤外線を照射して赤外線吸収剤に隣接した被接合部材及びチューブを各々溶融させた後、固化させることにより、被接合部材とチューブとが相互に接合された溶着領域31と、非接触領域32と、接触領域33とを、挿入体の挿入方向に沿って含む。
(もっと読む)
レーザ溶着密封包装体及びその製造方法
【課題】結晶性ポリエステル樹脂から成る包装体をレーザ溶着によりヒートシールさせて密封した密封包装体を提供する。
【解決手段】相対する包装材料をレーザ溶着Lにより一体的に密封して成る密封包装体であって、前記相対する包装材料の少なくともレーザ溶着面が結晶性ポリエステル樹脂から成り、非晶性ポリエステル樹脂及びレーザ光吸収剤を含有するシール材Sを介してレーザ溶着Lされて成ることを特徴とする。
(もっと読む)
偏光フィルムの製造方法
【課題】高い偏光機能を有する偏光フィルムを効率良く製造することができる偏光フィルムの製造方法を提供すること。
【解決手段】帯状のポリビニルアルコール系樹脂フィルムを先端側から移動経路に送り入れて該移動経路中で長手方向に延伸する第1の工程と、先行する第一のポリビニルアルコール系樹脂フィルムの後端側と次の第二のポリビニルアルコール系樹脂フィルムの先端側とを重ね合わせた状態で、重ね合わせ部分に対し、該重ね合わせ部分の表面におけるパワー密度が200W/cm2以上10000W/cm2以下、且つ、積算照射量が30J/cm2以上400J/cm2以下であるようにレーザー光を照射してレーザー溶着を実施することにより接合して連結する第2の工程と、を有し、連続して偏光フィルムを製造することを特徴とする偏光フィルムの製造方法。
(もっと読む)
シート部材の接合方法
【課題】接合部分に段差を生じさせることなく、2つのシート部材を接合しうるシート部材の接合方法を提供すること。
【解決手段】第一のシート部材と第二のシート部材の端面を、前記第一のシート部材と前記第二のシート部材を互いに重ね合わせた任意の位置で切断することによって形成し、前記第一のシート部材の端面と、前記第二のシート部材の端面とを突き合わせ、該突き合わせ部分を加熱媒体を介して加熱することにより前記端面同士を熱融着し、熱融着後に前記加熱媒体を第一及び第二のシート部材から剥離し、前記加熱媒体が、前記第一及び第二のシート部材よりも高融点の熱可塑性樹脂又は融点のない熱硬化性樹脂を備え、且つ、光吸収剤を含有するか又は光吸収剤が表面に塗布されてなる相間材であり、レーザー照射により該相間材を介して前記突き合せ部分を加熱するシート部材の接合方法による。
(もっと読む)
レーザー光を用いた接合方法及びレーザー接合用中間部材
【課題】レーザー接合用中間部材の第1部材側、及びレーザー接合用中間部材を第2部材側の両方を確実に軟化又は溶融させることにより、第1部材及び第2部材の接合強度を十分に高める。
【解決手段】レーザー光透過性を有する第1部材1と、レーザー光吸収性を有する第2部材2との間に、レーザー光吸収性を有するレーザー接合用中間部材3を介在させ、第1部材1及び第2部材2をレーザー接合用中間部材3により接合するレーザー光を用いた接合方法において、第2部材2のレーザー光吸収率を60%以上に設定し、レーザー接合用中間部材3のレーザー光吸収率を40%以上60%以下に設定しておき、第1部材1及び第2部材2の間にレーザー接合用中間部材3を介在させた状態で、第1部材1、レーザー接合用中間部材3及び第2部材2を重ね合わせ、次いで、第1部材1側からレーザー光を照射する。
(もっと読む)
レーザー光を用いた接合方法
【課題】中間部材を介して管部材同士を接合する場合に、フランジ等を設けることなく、広い接合面積で接合できるようにするとともに、接合までの間に中間部材の位置ずれを抑制できるようにし、高い接合強度を得るとともに、シール性を確保できるようにする。
【解決手段】レーザー光Lを透過する樹脂製の第1管部材10の内側に、樹脂製の第2管部材20を挿入するとともに、第1管部材10の内周面と第2管部材20の外周面との間にレーザー光Lを吸収する樹脂製のレーザー光接合用中間部材30を配置する接合準備工程を行う。接合準備工程の後、第1管部材10の外側からレーザー光Lを照射して中間部材30を加熱することによって第1及び第2管部材10,20を中間部材30を介して接合する接合工程を行う。
(もっと読む)
レーザー溶着用光吸収樹脂組成物及び光吸収樹脂成形体、並びに光吸収樹脂成形体の製造方法
【課題】照射されたレーザー光を吸収し、均一な発熱を生じて安定したレーザー溶着をおこない、接合溶着部分が透明性を保持できるレーザー溶着用光吸収樹脂組成物、および、光吸収樹脂成形体を提供する。
【解決手段】30℃以上のガラス転移温度を持つ高分子分散剤と、レーザー光吸収微粒子とを含有するレーザー溶着用光吸収樹脂組成物であって、当該レーザー光吸収微粒子が、一般式SrVO3−X(但し、0≦X≦1)で表記されるメタバナジン酸ストロンチウム、一般式Sr(Ti,Nb)O3−X(但し、0≦X≦1)で表記されるニオブチタン酸ストロンチウム、一般式CaVO3−X(但し、0≦X≦1)で表記されるメタバナジン酸カルシウムの群から選択される1種以上の微粒子であることを特徴とするレーザー溶着用光吸収樹脂組成物。
(もっと読む)
レーザー光を用いた接合方法
【課題】互いに溶着しにくい材料からなる部材同士を、レーザー光を用いた接合方法によって十分な接合強度を持たせて接合できるようにする。
【解決手段】第1部材2には、中間材5との融着力を向上させるプライマー層4を形成する。その後、プライマー層の樹脂との融着性を有する第1樹脂と、第2部材3との融着性を有する第2樹脂とを含むポリマーアロイからなる中間材5を、プライマー層4と第2部材3との間に配置する。次いで、第1部材2、ポリマーアロイ及び第2部材3を重ねた状態で、レーザー光を照射して中間材5を加熱し、ポリマーアロイ中の第1樹脂とプライマー層4の樹脂とを融着するとともに、ポリマーアロイ中の第2樹脂と第2部材3とを融着する。
(もっと読む)
金属体と樹脂体を接合した部材およびその製造方法
【課題】金属体の変形および変色を抑制でき、かつ金属体と樹脂体との間に強い接合力が作用している、金属体と樹脂体を接合した部材およびその製造方法を提供する。
【解決手段】金属より成る金属体1と樹脂より成る樹脂体4とが接合された接合部材100であって、前記金属体1と前記樹脂体4との接合部に、前記金属体1側から順に水酸化物、水和酸化物、アンモニウム塩、アミン化合物、カルボン酸塩、リン酸塩、炭酸塩、硫酸塩、ケイ酸塩およびフッ化物より成る群から選ばれる少なくとも1つを含む金属化合物皮膜と、脱水シラノール含有トリアジンチオール誘導体を含んで成る分子接着剤と、を有し、前記樹脂体4が前記分子接着剤と接する部分に前記樹脂体4が局部的に溶融した後硬化して形成される局部再硬化部4aを有することを特徴とする部材である。
(もっと読む)
複合体の製造方法
【課題】熱可塑性樹脂成形体およびガラス基材からなる複合体において、その接合強度を高める。
【解決手段】この複合体の製造方法には、熱可塑性樹脂成形体2とガラス基材3とを接触させる接触工程と、熱可塑性樹脂成形体2におけるガラス基材3との接触部2aの温度が所定の温度になるようにガラス基材3を通じてレーザー光Bを照射して加熱する加熱工程とが含まれる。熱可塑性樹脂成形体2におけるガラス基材3との接触部2aの温度をT1、熱可塑性樹脂成形体2を構成する熱可塑性樹脂の流動開始温度および分解開始温度をそれぞれT2、T3としたとき、加熱工程において、関係式(1)を満たすように制御する。これにより、熱可塑性樹脂の分解を防ぎつつ、熱可塑性樹脂成形体2とガラス基材3との接合強度を高めることができる。
(1)T2≦T1≦T3+400℃
(もっと読む)
樹脂部材のレーザー接合方法および樹脂部材のレーザー接合体
【課題】光吸収剤を介して樹脂部材のレーザー接合を行う際に、レーザー出力変動や集光密度変動といったプロセス変動が生じた際にも、樹脂部材の分解や炭化といった製品不良の発生を防止し、速やかにレーザー接合を実施しうる樹脂部材のレーザー接合方法、及び樹脂部材のレーザー接合体を提供する。
【解決手段】2以上の樹脂部材10a、10bを接触させ、その接触面の近傍に配置された光吸収剤20にレーザー光50を照射して樹脂部材10a、10bを溶着させて接合する樹脂部材10a、10bのレーザー接合方法であって、前記樹脂部材10a、10bの少なくとも何れか1つが、300℃未満のガラス転移点又は融点を有する熱可塑性樹脂であり、前記光吸収剤20が、示差熱天秤を用いて350℃まで加熱して測定された重量減少量が40%以上であることを特徴とする樹脂部材のレーザー接合方法。
(もっと読む)
樹脂部材のレーザー接合方法および樹脂部材のレーザー接合体
【課題】光吸収剤を用いて高耐熱性の樹脂部材をレーザー接合させるに際して、接合強度の高い接合構造を得ることのできる樹脂部材のレーザー接合方法、及び樹脂部材のレーザー接合体を提供することを目的とする。
【解決手段】 本発明は、2以上の樹脂部材を接触させ、その接触面の近傍に配置された光吸収剤にレーザー光を照射して樹脂部材を溶着させて接合する樹脂部材のレーザー接合方法であって、前記樹脂部材の少なくとも何れか1つが、300℃以上のガラス転移点又は融点を有する熱可塑性樹脂であり、前記光吸収剤が、示差熱天秤を用いて350℃まで加熱して測定された重量減少量が40%未満であることを特徴とする樹脂部材のレーザー接合方法を提供する。
(もっと読む)
ライニング材及びそのライニング材を使用した既設管の更生方法
【課題】熱可塑性の母材樹脂フィラメント及び補強材料の複合材料でなるライニング材に対し、加熱の不均一化を解消することができるライニング材及びそのライニング材を使用した既設管の更生方法を提供する。
【解決手段】一実施形態としてのライニング材1は、母材樹脂フィラメント及び補強材料を含む複合材料からなる可撓性を有する複数のライナー基材21、22を備え、ライナー基材2の外周側に着色層3を有している。既設管5の更生は、ライニング材1を既設管5内に挿入して補修対象箇所に配置し、母材樹脂フィラメント融点以上の温度で加熱して軟化させ、拡径用チューブにより内側から加圧して既設管5の内周面に沿う管状に成形し、拡径したライナー基材21、22を冷却及び硬化させて既設管5をライニングする。
(もっと読む)
レーザー光溶着用プロピレン系樹脂組成物およびその用途
【課題】広範なレーザー光溶着条件領域にて、近赤外線吸収剤の塗布などを必要とせず、高効率(高速度)の下、容易に溶着でき、発泡などに起因する微細な孔を生じない、優れた接合部外観を有し、且つ強固な溶着接合強度を有するレーザー光溶着用プロピレン系樹脂組成物およびその用途(レーザー光溶着方法、溶着体)を提供する。
【解決手段】ポリプロピレン系樹脂(a)100重量部に対して、酸化チタン(b)0.01〜3重量部と、カーボンブラック(c)0.001〜0.5重量部とを、含有してなることを特徴とするレーザー光溶着用プロピレン系樹脂組成物など、およびその樹脂組成物などをレーザー光溶着してなる溶着体など。
(もっと読む)
プラスチック材料からハウジングを製造する方法
【課題】本発明はワークピース、特に電気スイッチのハウジング(6)及びその製造方法を提供する。
【解決手段】ワークピースは少なくとも二つの部分(7、8)からなり、おそらく熱可塑材から形成され、レーザービーム(11)によって接合部分(10)で互いに溶接される。二つの部分(7、8)は少なくとも部分的にレーザービーム(11)のスペクトルに対して互いに異なる透過及び吸収係数を有している。第一部分(8)は、レーザービーム(11)が第一部分(8)に接触する第一結合部分(12)から接合部分(10)までレーザービーム(11)を少なくとも部分的に透過するようになされ、それによりレーザービーム(11)の一部は第一部分(8)を貫通し、第二部分(7)の第二結合部分(13)に侵入可能である。接合部分(10)の第二結合部分(13)の領域において第二部分(7)は少なくとも部分的にレーザービーム(11)を吸収する。
(もっと読む)
レーザー溶着可能な熱可塑性樹脂組成物
【課題】レーザー溶着性が高い熱可塑性樹脂組成物及びそれを用いた成形品を提供する。
【解決手段】下記式(1)で表されるフルオレン含有ジヒドロキシ化合物をモノマー構成単位とする熱可塑性樹脂を含むレーザー溶着用樹脂組成物。
【化1】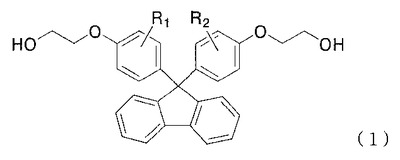
(式中R1、R2は、水素原子またはメチル基を示す。)
(もっと読む)
ガラス製部材の接着方法及びガラス製部材の接合体
【課題】接合体に熱歪みが発生することを抑制しつつ作業性の良好なガラス製部材の接着方法と、簡便に作製可能でありながら熱歪みの抑制されたガラス製部材の接合体とを提供することを課題としている。
【解決手段】2以上のガラス製部材を接着させるガラス製部材の接着方法であって、接着させる前記ガラス製部材の間に樹脂製部材を配した状態とし、前記ガラス製部材の内の少なくとも一方の背面側から該ガラス製部材を透過させて前記樹脂製部材にレーザー光を照射することによって該樹脂製部材を熱溶融させ、該熱溶融された前記樹脂製部材で前記接着を実施することを特徴とするガラス製部材の接着方法などを提供する。
(もっと読む)
シート接続体の製造方法及びシート接続体
【課題】 シート接続体が少なくとも一面側において段差を生じ難く且つ優れた接合強度を有し得るシート接続体の製造方法を提供することなどを課題とする。
【解決手段】 熱可塑性樹脂が含有されたシート部材の端部同士を突き合わせて該突き合わせ部分の一面側を接合部材で被覆する被覆工程と、該接合部材で被覆された部分にレーザー光を照射して前記シート部材と前記接合部材とを融着させることにより前記シート部材同士を接合させる接合工程とを有することを特徴とするシート接続体の製造方法などを提供する。
(もっと読む)
補修用ボスの形成方法およびこれを用いた熱かしめ部の補修方法
【課題】 補修用ボスの形成方法とこのボスを用いた不良熱かしめ部の補修方法を提供する。
【解決手段】 本発明になる補修用ボスの形成方法は、適当な体積のレーザ光を透過する熱可塑性樹脂からなる発明なるペレットを被結合体の嵌合穴をに合わせて成形品の上に載置し、適当な荷重を印加することでペレットを成形品の表面に押し付けながら、レーザ光をペレットを通して成形品の表面に導き、ここでレーザ光を吸収させて発熱させる。この発熱により、成形品とペレットの接触面が溶融して溶着することでペレットが成形品に溶着することで補修用ボスが形成できる。その後この補修用ボスの上から再度熱かしめを行って不良熱かしめ部を補修する。
(もっと読む)
1 - 20 / 36
[ Back to top ]