
Fターム[4F211AR08]の内容
プラスチック等のライニング、接合 (31,000) | 調整制御量(制御の対象) (635) | 速度 (80)
Fターム[4F211AR08]の下位に属するFターム
回転速度(←回転数) (18)
加速度
Fターム[4F211AR08]に分類される特許
1 - 20 / 62
偏光板の製造方法
【課題】積層体をロールの外周面に密着させながら活性エネルギー線硬化型樹脂を硬化させる工程を備える偏光板の製造方法において、波板状うねりの発生を抑制する方法を提供する。
【解決手段】透明フィルム2、3の片面または偏光フィルム1の片面もしくは両面に、活性エネルギー線硬化型の接着剤を塗布する工程と、透明フィルムが偏光フィルムの片面または両面に接着剤を介して積層されてなる積層体4を、搬送方向に回転する一対の貼合ロール51、52の間に挟み積層体に圧力を加えることで透明フィルム2、3と偏光フィルム1とを貼合する工程と、積層体を搬送方向に回転するロールに密着させた状態で搬送する間に、積層体に活性エネルギー線を照射して接着剤を硬化させる工程とをこの順で備え、一対の貼合ロールの少なくとも一方は、ゴムからなる表面を有し回転駆動されるゴムロールであり、回転ロールの回転速度は、ゴムロールの回転速度より速い。
(もっと読む)
プラスチックシート小型溶着器

【課題】蛇行がないプラスチックシート小型溶着器を提供する。
【解決手段】超音波発信器と振動子による超音波振動を伝達するホーンと、ホーンの下側に設けられ、プラスチックシートの溶着部の下側を支えて回転する歯車状のローラーアンビルと、ホーンがプラスチックシートを押さえ込むように付勢するバネと、ローラーアンビルの前方に設けられ、複数の従動ローラーとプラスチックシートを挟んで進行方向に送り出す送りローラーと、ローラーアンビルと送りローラーの中間位置に、進行方向に沿って一列に並んで設けられ、プラスチックシートの上面を押さえる複数個の蛇行防止ローラーと、プラスチックシートの一側に当接して、プラスチックシートの挿入位置を決める位置決め部材と、排出ローラーと、ローラーアンビルと送りローラーと排出ローラーを駆動する速度制御付き電動機と、を備える。
(もっと読む)
レーザ照射による樹脂部材の溶融接合方法
【課題】光透過性樹脂部材と光吸収性樹脂部材とをレーザ照射により溶融接合するにあたり、作業効率が良好で且つ溶融接合領域全域に亘って均一な接合状態を確保することができる溶融接合方法を提供することにある。
【解決手段】第1のレーザスキャンヘッド30から発するレーザ光L1によって第1のレーザ走査経路C1を走査照射し、第2のレーザスキャンヘッド35から発するレーザ光L2によって2レーザ走査経路C2を走査照射し、第1のレーザ走査経路C1及び第2レーザ走査経路C2においてレーザ光L1とレーザ光L2がオーバーラップして走査照射する領域A及びBにおける走査照射速度を、レーザ光L1又はレーザ光L2が単独で走査照射する領域における走査照射速度の2倍の速度とした。
(もっと読む)
布接着装置、及び接着プログラム
【課題】安定的に布に接着剤を塗布し、布と布とを適切に接着することができる布接着装置、及び接着プログラムを提供する。
【解決手段】布接着装置は、ペダルの踏み込み量から、布の移送速度を特定する(S13)。布接着装置は、作業者が予め設定した接着剤の厚さ、ノズルの吐出口の幅、及び移送速度から、ギアポンプの回転速度を特定する(S14)。布接着装置は、ギアポンプの回転速度が、ギアポンプを駆動するモータが許容できる最大の回転速度を超えた場合(S19:YES)、作業者が設定した接着剤の厚さで布に接着剤を塗布できるように、ギアポンプ、上移送ローラ及び下移送ローラの回転速度を修正する(S21,S23)。ギアポンプの回転速度は、モータが許容できる最大の回転速度に修正するので、ギアポンプは安定的に駆動し、接着剤は安定的にノズルから吐出する(S41)。
(もっと読む)
液晶表示素子の連続製造システムおよび液晶表示素子の連続製造方法
【課題】貼付時に偏光フィルムのシート片が振動することを抑制して貼付気泡の発生を防ぐことを目的とする。
【解決手段】キャリアフィルムからシート片を粘着剤とともに剥離する剥離手段と、キャリアフィルムを巻き取る巻取手段と、シート片を粘着剤を介して液晶パネルに貼り付けて液晶表示素子を形成する貼付手段と、貼付処理の貼付速度(Vh(t))が、剥離手段で剥離されるキャリアフィルムの搬送速度(Vs(t))より速く、かつ、貼付位置から剥離手段の先端部までの間で、貼付中のシート片に生じた撓みがなくなるように、貼付速度(Vh(t))およびキャリアフィルムの搬送速度(Vs(t))を設定し、および貼付位置から剥離手段の先端部までの距離(L)が、剥離手段の先端部からキャリアフィルムが折り返された部分である屈曲部までの距離(Ls)より長くなるように巻取手段および貼付手段の搬送速度を制御する。
(もっと読む)
シート貼付装置及び貼付方法
【課題】検出手段によって接着シートを精度良く検出でき、当該検出のための調整作業の負担を軽減することができるようにすること。
【解決手段】シート貼付装置10は、帯状の剥離シートRLに接着シートSが仮着された原反Rを繰り出す繰出手段12と、この繰出手段12で繰り出される原反Rの剥離シートRLから接着シートSを剥離する剥離手段14と、剥離手段14を通過する接着シートSを検出する検出手段16と、この検出手段16の検出結果を基に、繰出手段12を所定制御可能な制御手段19とを備えて構成されている。剥離手段14は、検出手段16に向かって光を発光可能に設けられている。
(もっと読む)
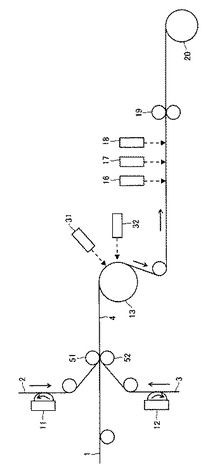
ラミネートシステム
【課題】スプライスを迅速かつ正確に行うことができ、かつ、高い生産性を確保することのできるラミネートシステムを提供する。
【解決手段】第1基材原反ロールの残量、第1積層材原反ロールの残量、及び、第1巻き取りロールの巻き取り量の各量を各々検知するロール量検知部と、ロール量検知部による検知結果に基づいて、基材繰出部、積層材繰出部、及び巻き取り部にスプライスを実行させる制御部と、基材繰出部、積層材繰出部、及び、巻き取り部におけるスプライスの状態を検知するスプライス状態検知部と、を備え、制御部は、スプライス状態検知部による検知結果に基づいて、基材繰出部からの基材の繰出速度、積層材繰出部からの積層材の繰出速度、及び、巻き取り部における巻き取り速度を、自動的に所定速度まで増加させる。
(もっと読む)
ライニング施工方法
【課題】 帯状部材を巻回して更生管を形成する製管機に対し、帯状部材の供給状態を安定化させて、既設管内に作業者を立ち入らせなくとも効率よくライニング施工できるようにする。
【解決手段】 既設管200の内面を周方向に回転しつつ既設管200の軸心方向に移動して製管する製管機1に対し、帯状部材100を螺旋状に供給する送り装置10を製管機1に到るまでの経路に設ける。そして、送り装置10を製管機1の製管動作に対応させて駆動し、この送り装置10から帯状部材100を既設管200の軸心方向に送りつつ軸心周りに回転させて供給する。
(もっと読む)
食品トレー用ラミネート装置
【課題】サーマルラミネート製法においても、食品トレーの基材となる合成樹脂シートとラミネートフィルムとの位置合わせを正確に行なうことができる食品トレー用ラミネート装置を提供する。
【解決手段】ボビンに巻かれたフィルムを繰り出して、ライン上を所定の速度で搬送される食品トレー用合成樹脂シートの表面に、該フィルムを連続的に熱融着させる食品トレー用ラミネート装置において、ボビンからフィルムを繰り出すフィルム繰出し手段と、シートの搬送速度を検出する第1のセンサー手段と、ボビンに巻かれたフィルムの減少値を検出する第2のセンサー手段と、フィルムの繰出し速度制御に必要とされる所定の制御パラメータを入力する制御パラメータ入力手段19と、第1、第2のセンサー手段の検出値、ならびに制御パラメータの入力値に応じて、フィルムの繰出し速度を所定の値に制御する繰出し速度制御手段17と、を設ける。
(もっと読む)
樹脂成形品の製造方法
【課題】
レーザ光を用いて、密着性高く、外観に優れ、接合強度が高い溶着部を含む樹脂成形品を製造する方法が望まれる。
【解決手段】
a)透光性樹脂部材裏面に形成された突出部の両側面が、前記突出部の先端面の法線に対して非対称な傾斜角を有する前記透光性樹脂部材を準備する工程と、b)前記透光性樹脂部材の溶着領域である前記突出部先端面と、対応する吸光性樹脂部材の溶着領域を対向圧接配置し、レーザ光源から発せられたレーザビームを前記透光性樹脂部材表面側から屈折を伴い入射する工程と、c)前記レーザビームにより前記溶着領域を繰り返し照射し、前記溶着領域全体を加熱溶融し、対向圧接配置された前記透光性樹脂部材と前記吸光性樹脂部材を溶着する工程と、を含み、前記突出部のレーザ光源側側面の傾斜角を、屈折した前記レーザビームの進行角度以上にする。
(もっと読む)
医療用チューブシール装置
【課題】複数種類のチューブやチューブ径の大きなチューブに対して比較的容易に対応することができる医療用チューブシール装置を提供する。
【解決手段】電極21,22を有するチューブ溶着部20と、電動シリンダ30と、電極21,22によって医療用チューブを挟んだときの、電動シリンダ30に加わる負荷を検出することにより、チューブの属性を識別するチューブ属性識別部50と、制御部90とを備える医療用チューブシール装置1。制御部90は、チューブ溶着動作制御機能と、電動シリンダ駆動制御機能と、最接近距離調整機能と、溶着時間調整機能とを少なくとも有する。制御部90は、チューブ溶着動作制御機能及び電動シリンダ駆動制御機能の発揮により、チューブ属性識別部50による識別結果に基づいて、チューブを溶着しているときの電極の移動速度を調整する。
(もっと読む)
管路補修用チューブ材の反転装置
本発明は、地中管路の補修用チューブ材の反転装置に関し、特に、チューブ材(T)が圧縮空気の力によって主チャンバー(100)の内部から外部へ送り出される前に、外部のチューブ材(T)を主チャンバー(100)の内部空間(102)内に引き込む牽引機構(200)を備えてチューブ材(T)の反転移送を円滑にする反転装置に関する。前記チューブ材の牽引機構(200)は、前記主チャンバー(100)の内部空間(102)に配置されたチューブ材(T)の底面を支持して前記チューブ材(T)が下方に垂れずに移送されるよう、前記主チャンバー(100)の両側の側壁に両端が自由に回転可能に設置された複数の支持ローラー(201)と、前記チューブ材(T)の上側に前記支持ローラー(201)の間に配置され、互いに上下方向に共に連動するように1つのブラケット(202)で連結された複数の稼動ローラー(203)と、前記複数の稼動ローラー(203)を連結したブラケット(202)をスライド可能に支持する複数の上下案内棒(204)と、前記ブラケット(202)を下方に移動させ、前記複数の支持ローラー(201)に支持されたチューブ材(T)を下方に下降させることにより、前記チューブ材(T)を主チャンバー(100)内に引き込むローラー昇降シリンダー(205)とから構成される。  (もっと読む)
(もっと読む)
樹脂成形品の製造方法
【課題】レーザ光を用いて、密着性高く、外観に優れ、接合強度が高い溶着部を含む樹脂成形品を製造する方法を提供する。
【解決手段】a)吸光性樹脂部材21の溶着領域と透光性樹脂部材22の対応する溶着領域27を対向圧接配置する工程と、b)前記溶着領域27の延在方向に沿う複数の溶着ラインを設定し、レーザビーム12sを前記透光性樹脂部材22から入射し、前記レーザビーム12sを前記複数溶着ラインに対して繰り返し照射し、溶着領域27全体を同時に加熱溶融する工程と、c)対向圧接配置された前記透光性樹脂部材22と前記吸光性樹脂部材21を溶融し溶着する工程、を含み、前記工程b)において、前記溶着領域27全体を溶融した状態で、幅方向一端側から他端側にかけて温度勾配を形成する。
(もっと読む)
積層基板の製造装置及び製造方法
【課題】簡単な構成及び工程で、支持層が剥離された樹脂層を良好に平滑化することができ、高品質な積層基板を効率的に製造することを可能にする。
【解決手段】製造装置20は、感光性ウエブ22をガラス基板24に接着して貼り付け基板24aを得る貼り付け機構46と、前記取り付け基板24aからベースフイルム26を剥離して積層基板112を得る剥離機構114と、前記ベースフイルム26が剥離された樹脂層表面124に圧着され、前記積層基板112と相対的に移動することにより前記樹脂層表面124の凹凸形状を平坦化させる圧着ローラ機構120とを備える。
(もっと読む)
ラミネート機
【課題】ラミネートした複数のシート基材のラミネートフィルムの分離を容易に行うことができるラミネート機を提供する。
【解決手段】ラミネート機1は、シート基材2を順次送り方向に供給する供給部10と、先シート基材2Aの後端縁部2A−aと次シート基材2Bの先端縁部2B−aとを重ねる縁部重ね部30と、縁部重ね部30が重ねた先シート基材2A及び次シート基材2Bの片面に対してラミネートするラミネート部70と、ラミネート部70がラミネートしたラミネートフィルム3のうち後端縁部2A−aと先端縁部2B−aとの間の部分に切り込み3aを入れる切り込み部80とを備え、先シート基材2Aと次シート基材2Bとを送り方向Xに引っ張ることによって、切り込み3aをきっかけとしてラミネートフィルム3を引き裂いて、縁部重ね部30が重ねた先シート基材2A及び次シート基材2Bを分離する。
(もっと読む)
レーザ光線による樹脂溶着方法とレーザ光線による樹脂溶着装置
【課題】 レーザ光線の高速スキャン操作で広い溶融面積として任意形状の面溶着を高品質のもとに高速溶着させる新規なレーザ光線による樹脂溶着方法とレーザ光線による樹脂溶着装置を提供する。
【解決手段】 溶着面上をスキャンされるレーザ光線Lを第一軌跡S1上で溶融状態から凝固する前に上記第一軌跡に接近重合させた第二軌跡S2上を通過時に、上記レーザ光線Lで再度第一軌跡上の樹脂材1,2を再加熱して溶融状態を維持させて広い溶融面積SOを生成させつつ、順次に溶着全面をレーザ光線の高速スキャンにより溶融状態で任意形状に高速面溶着させる。
(もっと読む)
ラミネートフィルムの製造方法
【課題】湿潤フィルムにプラスチックフィルムを貼り合わせてラミネートフィルムを製造する方法であって、得られるラミネートフィルムにおける湿潤フィルムとプラスチックフィルムの間に発生する気泡を抑えることができる前記製造方法を提供すること。
【解決手段】水分率10〜60重量%の湿潤フィルムの片面または両面に、水分率0.1〜5重量%のプラスチックフィルムを、当該プラスチックフィルム上に設けた接着剤層を介して、一対の圧着ロールにより貼り合わせるラミネートフィルムの製造方法において、少なくとも、前記一対の圧着ロールによって湿潤フィルムとプラスチックフィルムを貼り合わせるフィルム合流部分から、各圧着ロールにおける各フィルムの導入部分までの各フィルム表面の同伴空気を、水に対する溶解度が0.1cm3/cm3H2O(20℃,1atm)以上の置換ガスによってパージして、各フィルム表面が前記置換ガスで置換された状態で、前記貼り合わせを行う。
(もっと読む)
ラッピング装置およびラッピング方法
【課題】シートを無駄にすることなく、製品を1本だけ製造することが可能なラッピング装置およびラッピング方法を提供することを目的とする。
【解決手段】シート供給部20が基材2とシート3との圧着を開始する圧着開始位置10aの直上に配置されており、このシート支持部21からシート3が繰り出される速度が、シート3の接着面に接着剤が塗布されてから、このシート3が圧着開始位置10aまで達するまでの間に、シート3の接着面に塗布された接着剤が半乾き状態となる時間を得られる速度に設定されており、基材2を搬送する速度が、シート3が繰り出される速度と略等しくなるように設定されているラッピング装置1と、このラッピング装置1を用いるラッピング方法。これにより、1本の製品を製造する間に繰り出されるシートの量を、従来の乾燥部の分だけ減らすことができる。
(もっと読む)
製管装置およびこの製管装置を用いた管状体の製管方法
【課題】 長尺の帯状部材を螺旋状に巻回させて既設管更生用の管状体を製管していく際、帯状部材に緩みを生じないようにし、形成する管状体の管径を一定寸法に維持する。
【解決手段】 既設管200の内周に設置される成形フレーム2は、回転自在に軸支された案内ローラ50と、帯状部材100を成形フレーム2の内側から強制的に送り込む供給ユニット60と、この供給ユニット60を経た帯状部材100を成形フレーム2の内側と外側から挟み込み、この帯状部材100を既に巻回された帯状部材100の接合部と接合させる接合ユニット40とを備える。供給ユニット60と接合ユニット40との間の帯状部材100には、張力を生じさせ、形成する管状体130の管径を一定寸法に維持している。
(もっと読む)
サーボモータおよび遅延運動手法を使用した超音波プレス機
【課題】プラスチック部品を振動接合するための、超音波溶接または他のシステムで使用するプレス機に関する。
【解決手段】電気サーボモータを使用して、第1の加工物に対する直線運動のために載置された超音波溶接スタックを押圧するステップと、既定の初期荷重を第1の加工物に印加するステップと、溶接を開始するステップであって、超音波溶接スタック10から第1の加工物へエネルギーを出力するステップを含む。1つのセンサによって制御変数を感知するステップと、感知した制御変数に対応する信号を制御器に出力するステップと、感知した制御変数に対応する信号が既定の条件を満たすまで、溶接距離をゼロに維持するステップと、制御された力、速度の組み合わせを該第1の加工物に印加して、該既定の条件を満たした後に、該第1の加工物を、該第1の加工物が接合される第2の加工物に対して付勢するステップとをさらに含む。
(もっと読む)
1 - 20 / 62
[ Back to top ]