
Fターム[4F211TA01]の内容
プラスチック等のライニング、接合 (31,000) | 接合の区分 (2,634) | 溶着 (1,365)
Fターム[4F211TA01]の下位に属するFターム
溶着と切断 (36)
Fターム[4F211TA01]に分類される特許
1 - 20 / 1,329
高圧タンクの製造方法
レーザ接合方法
高圧タンクの製造方法
熱かしめ装置
電気融着継手、それを用いた接合方法、および電気融着継手と合成樹脂管との接合構造
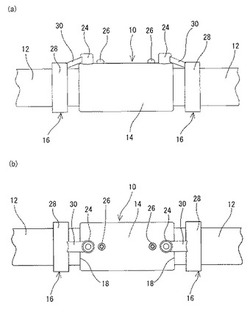
【構成】 電気融着継手10は、合成樹脂管12どうしを融着接合するためのものであり、継手本体14および仮固定部16を備えている。継手本体14の両端開口部の受口18には、合成樹脂管12の管端が受容される。継手本体14の外面には、電源接続端子22が突出して形成されている。また、仮固定部16は、継手本体14の軸方向外側に配置され、合成樹脂管12の外面上に固定的に取り付けられるとともに、電源接続端子22に引っ掛けられて係止される。
【効果】 狭い場所でも簡単な作業で合成樹脂管どうしを融着接合させることが可能である。
(もっと読む)
金属とポリオレフィン樹脂の接合方法及び積層体
【課題】有機溶剤を使った接着剤、アンカーコート剤の塗布やプライマー処理を行うことなく、通常の無極性のポリオレフィン樹脂を金属と強固に接合することができる、金属とポリオレフィン樹脂の接合方法及び積層体を提供する。
【解決手段】ポリオレフィン樹脂からなる樹脂基材の表面に表面改質層を形成するとともに、金属基材の表面に化成処理層または表面粗化層を形成し、前記表面改質層と前記化成処理層または表面粗化層とを対向させて、前記樹脂基材と前記金属基材を加熱圧着する、金属とポリオレフィン樹脂の接合方法、及び、該接合方法により樹脂基材と金属基材とを接合してなる積層体である。
(もっと読む)
マイクロ波樹脂溶着体及びそれによる溶着方法

【課題】樹脂製の成型体の熱容量が均一でなくても、また、樹脂製の成型体相互間の溶着を均一に高精度で行うことができること。
【解決手段】 0.1〜500μmの粉体からなる鉄粉Fに0.01〜10μmのガラス膜によってガラスコーティングし、そして、前記ガラスコーティングされた鉄粉Fを総量に対して0.1〜50重量%の樹脂バインダーを入れて分散し、圧縮成形して抵抗値1〜103Ωcm、比重6〜8とし、それを複数の合成樹脂成型体相互間に配置し、マイクロ波による誘電加熱で前記複数の合成樹脂成型体相互間を溶融、溶着するものである。したがって、鉄粉Fがガラスコーティングされているから、鉄粉Fの発熱効率が向上し、鉄粉Fがガラスコーティングの絶縁のため、鉄粉F間の放電の発生条件が限定され、その放電頻度を低下させることができる。そして、ガラスコーティングすることで鉄粉Fの保温条件が良くなり、エネルギ損失の少ない溶着ができる。
(もっと読む)
物体に接合要素を固着するための方法、およびその方法で使用される接合要素
【課題】物体に接合要素を固着するための方法、およびその方法で使用される接合要素を提供する。
【解決手段】接合要素は、封止部分3.1と壁固着部分3.2とを含む。封止部分3.1は略円筒形であり、滑らかな周囲面を有する。壁固着部分3.2は、熱可塑性材料とエネルギディレクタとを含む周囲面を有する。封止部分3.1の断面は、壁固着部分の断面を覆い、壁固着部分にその近位側で隣接して配置される。接合要素は物体10に設けられた開口部5に固着され、開口部の断面は接合要素の封止部分3.1の断面に対応しており、封止部分が開口部5の口5.1内に押込まれ得るようになっており、結果としてプレス嵌めをもたらす。開口部5に接合要素を固着するために、たとえば超音波振動といった機械的振動が接合要素に結合され、接合要素は、封止部分3.1の少なくとも遠位部が開口部内に位置付けられるまで、開口部5に押込まれる。
(もっと読む)
樹脂成形品形成用分割体、樹脂成形品製造方法および熱交換器
【課題】従来よりも接合面同士の位置精度が高い樹脂成形品を製造することができる樹脂成形品形成用分割体を提供する。
【解決手段】樹脂成形品形成用分割体は、互いに重ね合わされて振動溶着されることにより、樹脂成形品を形成する一対の分割体2,3である。一対の分割体2,3は、互いに当接する接合面40をそれぞれ有している。接合面40には、特定方向に平行な筋模様を呈する凹凸であって一対の分割体2,3が重ね合わされたときに互いに噛み合うことにより一対の分割体2,3の前記特定方向に沿った相対移動を可能とする凹凸が設けられている。
(もっと読む)
溶着部品及び電動ポンプ
【課題】第1の部品の接合面と第2の部品の接合面との接触部の位置を安定させることができる溶着部品及び電動ポンプを得る。
【解決手段】第1の部品としてのポンプケース16の接合面40と第2の部品としてのモータケース22の接合面60とを、先端61Aが凸曲面状に形成された突起部61を介して接触させた。その結果、ポンプケース16の接合面40に対してモータケース22の接合面60が傾いたとしても、突起部61の先端61Aという狭小な範囲の中で両者を接触させることができる。
(もっと読む)
溶着ユニット及び前記溶着ユニットを備えた包装装置
【課題】簡単な構成で、溶着部材が被溶着部材に一定の押圧力を付与できる溶着ユニットを提供する。
【解決手段】被溶着部材101を熱溶着させる溶着部材31と、溶着部材31を、弾性部材36を介して支持する、支持部材32と、溶着部材31が被溶着部材101に接触したことを検知する検知手段37と、溶着部材31が被溶着部材101に対して接離する方向に移動するよう、支持部材32を移動させる駆動手段34と、駆動手段の作動を制御する制御手段と、を備え、前記制御手段は、検知手段37が溶着部材31が被溶着部材101に接触したことを検知すると、被溶着部材101に向けて支持部材32を所定距離だけ移動させるように、駆動手段34を制御することを特徴とする。
(もっと読む)
樹脂ライナーの製造方法
【課題】樹脂ライナーのパーツ同士の接合面での密着性の向上とレーザー溶着の実効性の向上とを簡便に達成できる新たな製造手法を提供する。
【解決手段】ライナーの軸方向に分割されたバルブ側ライナーパーツ10vとエンド側ライナーパーツ10eにて樹脂ライナー10を製造するに当たり、エンド側ライナーパーツ10eをレーザー透過性の樹脂成形品とし、バルブ側ライナーパーツ10vをレーザー光により溶融する樹脂成形品とする。この他、ライナーの軸から離れた側からバルブ側ライナーパーツ10vに重なるエンド側ライナーパーツ10eを、大きな熱収縮率とする。その上で、両ライナーパーツの接合後に、アニール処理とレーザー溶着とをこの順に行う。
(もっと読む)
樹脂製端面突合せ継手とその継手の溶着方法並びに配管器材
【課題】短筒形状の溶着環状部を有する継手を溶着する場合であっても、通常の溶着機のクランプで固定代と適正な芯間寸法を確保し、同時に同軸上に位置させて芯合わせも行うことを可能とした樹脂製端面突合せ継手とその継手の溶着方法、並びに配管器材を提供すること。
【解決手段】継手基部に継手基部内の流路と連通する複数の溶着環状部を設け、この溶着環状部の少なくとも一つの溶着環状部の同軸上で、かつ前記継手基部の外端に溶着機クランプ用の固定部を設けた樹脂製端面突合せ継手である。
(もっと読む)
積層体およびレーザ溶着方法
【課題】三層を一度に溶着することが可能なレーザ溶着方法および積層体を提供することを目的とする。
【解決手段】この発明に従ったレーザ溶着方法は、樹脂を含むフレーム部1にCO2レーザを照射することでフレーム部の透過率を調整する工程と、フレーム部を、樹脂を含む天板および底板ではさんでフレーム部にレーザを照射することにより、これらを溶着する工程とを備える。
(もっと読む)
超音波溶着方法
【課題】熱可塑性樹脂からなる樹脂基材と所定の吸音材とを超音波溶着によって結合する際に、相互の溶着面積をホーンの形状以上に増加させて結合強度を高める。
【解決手段】熱可塑性樹脂で成形された樹脂基材10の接合面12に所定の吸音材(不織布18)を超音波溶着によって結合する超音波溶着方法であって、樹脂基材10の接合面12に突起部14を予め成形しておき、この接合面に吸音材を重ねた状態で配置する。そして、超音波発振器のホーン20を吸音材の側から樹脂基材の突起部14に向けて押込むとともに、この突起部に対して加えられるホーンの超音波振動と加圧力とに基づく熱エネルギーにより、突起部14を溶融させて樹脂基材10と吸音材とを結合する。
(もっと読む)
口金付樹脂管の製造方法
【課題】 口金と樹脂管との接合部における気密性の高い口金付樹脂管を容易に製造できるようにする。
【解決手段】 口金より熱膨張率が大きい棒材を用い、樹脂管を構成する樹脂管構成材を棒材に巻き付けて筒状にして、樹脂管構成材の筒状にされた一端部を口金内に、当該一端部内に棒材を、これら3者を略同軸にして配置した上で加熱する加熱工程を備え、本加熱工程により、樹脂管構成材を溶融させつつ、口金と棒材の熱膨張率差により前記一端部に口金からの外圧及び棒材からの内圧を生じさせて前記一端部の外周面を口金の内周面に圧着保持して前記一端部の外周面を口金の内周面に融着させ、樹脂管を成形するようにした。
(もっと読む)
細胞培養容器の製造方法
【課題】本発明は、機能性有機化合物層を有する機能性基体と、容器本体部材との、超音波溶着や射出成形などの熱及び圧力を伴う接合方法において、機能性有機化合物層の機能を維持しながら接合する技術を提供する。
【解決手段】本発明の方法の第一の実施形態は、樹脂製の容器本体部材(101、102、103、105、106)と、樹脂製の基材層(502)及び機能性有機化合物層(501)を備える機能性基体(140)とを、前記部材の表面と、機能性基体の基材層又は機能性有機化合物層の周縁部(640又は610)の表面とが接する部位において、超音波溶融、インモールド成形等の手段により、樹脂を溶融一体化して接合する工程を含む。
(もっと読む)
基板層の融着方法、マイクロ流体チップの製造方法及び基板層の融着装置
【課題】基板層に形成された領域の変形を防止して該基板層の貼り合わせを行うことが可能な基板層の融着方法の提供。
【解決手段】樹脂からなる基板層の接合面を、前記樹脂に対して溶解性を有する有機溶媒で処理する溶解手順S1と、処理された基板層を、前記樹脂のガラス転移温度あるいは軟化点温度未満で加熱して圧着する圧着手順S2と、を含む、基板層の融着方法を提供する。この融着方法では、基板層の接合面を有機溶媒で処理して軟化させた後に基板層の圧着を行うことで、樹脂のガラス転移温度あるいは軟化点温度未満で基板層を熱圧着できるため、基板層に形成された領域の変形を防止できる。
(もっと読む)
ラミネート装置
【課題】温度検出器を用いずに、ラミネート温度の立ち上がり速度を早くし、かつ、ラミネート温度を安定的に維持する。
【解決手段】少なくともラミネートフィルム11とシート12とを重ねて搬送しながら熱圧着する熱圧着搬送装置10と、熱圧着搬送装置10を制御する制御装置15と、運転時に電源14からの電力を通電する運転スイッチ16と、を備え、熱圧着搬送装置10として、対構成の圧着搬送部材1の少なくとも一方にPTCサーミスタが含まれる板状加熱体2を組み込み、制御装置15として、運転時にPTCサーミスタへの通電に伴う電流値を検出する電流検出器18と、電流検出器18にて検出される電流値が立上り変化してピークを経た後に立下り変化して所定の値に至った条件下で、圧着搬送部材1の表面温度がラミネート可能な温度に至る予熱完了状態を判定する予熱完了判定部15aと、を有する。
(もっと読む)
樹脂材の溶着方法及びその装置
【課題】反りやうねりが存在する樹脂材であったとしても、該樹脂材と別の樹脂材との当接面における当接面積を十分に確保して、前記当接面を十分に溶着させる。
【解決手段】シール60、62(樹脂材)同士を重畳した重畳部82を、支持部材70と透光性押圧部材74で挟持し、さらに、透光性押圧部材74と重畳部82との間(又は支持部材70と重畳部82との間)に弾性材72を介装する。さらに、支持部材70及び透光性押圧部材74を介して重畳部82に荷重を付与するとともに、透光性押圧部材74を介して、シール60、62同士の当接面にレーザ光Lを照射する。
(もっと読む)
1 - 20 / 1,329
[ Back to top ]