
Fターム[4F211TN02]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接合のための加熱方法 (1,761) | 加熱工具による加熱 (395)
Fターム[4F211TN02]の下位に属するFターム
加熱刃 (11)
加熱はさみ (3)
加熱針 (2)
加熱板 (142)
加熱線 (40)
加熱ロール (103)
加熱こて(アイロン) (4)
管状体の内面、外面を加熱するためのもの (2)
Fターム[4F211TN02]に分類される特許
1 - 20 / 88
熱かしめ装置
接着プレス方法
【課題】 接着対象物の細部にわたるまで確実に均一な圧力を加えることができ、かつ、加圧時に接着対象物に加わる正味の圧力を把握して統一的に管理することを可能にする接着プレス方法を提供する。
【解決手段】 樹脂を介在させて生地を積層する材料準備工程と、積層した生地を2つの加圧板の間に挟んで加圧しながら加熱するプレス工程とを含む接着プレス方法であって、前記プレス工程において、少なくとも一方の加圧板と積層した生地との間に液体を充填した緩衝材4を介在させて、緩衝材4の前記生地と当接する面を前記生地の凹凸に合わせて変形させる。
(もっと読む)
インジェクション成形スポイト及びその製造方法

【課題】低価格で、さらにバリのない安定した品質のインジェクション成形スポイトを提供する
【解決手段】上記課題を解決するために、本発明は、インジェクション成形されたプラスチック製のスポイトであって、液体を吸引及び吐出する口を一端に有する管部と、前記管部の他端に連設され押圧され自己回復する内部空洞の操作部とからなり、前記操作部の他端を溶着して密封したシール部を備えることを特徴とするインジェクション形成スポイトの構成とした。
(もっと読む)
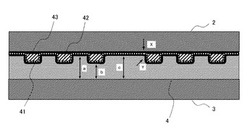
封止部材の溶着方法および容器
【課題】製造設備も簡素で、使用する封止部材の自由度が高い筒状フィルムへの封止部材の溶着方法、および、生産性が高く、製造設備も簡素で、使用する封止部材の自由度が高く、機械的な強度も高く、軽くてコンパクトで、筒状フィルムと封止部材との溶着部からの水分侵入や内容品からの液体成分散逸のおそれの小さい容器を提供する。
【解決手段】少なくとも内面が溶着性を有する筒状フィルム2に、筒状フィルム2の一部を収容する溝状の凹み32,42を溶着面31,41に有する封止部材3,4を挿入して筒状フィルム2の溶着個所に配置し、筒状フィルム2の外側から溝状の凹み32,42に対応した凸条のシール部材で筒状フィルム2を凹み32,42に押し付け、凹み32,42で筒状フィルム2を引き延ばして封止部材3,4と気密に溶着する。
(もっと読む)
加飾部品の製造方法および加飾部品、これを用いた家電製品
【課題】家電製品に用いる外観部品に係り、基材としてリサイクル材を用いつつも外観装飾性に富んだものであって複雑な形状を有するものであっても、適切に加飾することを課題とするものである。
【解決手段】樹脂成形体を用いた基材と加飾材と接着材とを用いて加飾部品を製造する製造方法において、基材成形体の損失正接tanδと加飾材・基材・接着材の軟化点を考慮し、真空成形機内に加飾材と接着材とからなる樹脂フィルムと樹脂成形体とを配置する工程と前記加飾材を前記樹脂成形体に真空密着させる工程とを含むようにしたものである。
(もっと読む)
フィルム片の巻付き一体化筒部品の製造機及びその製造方法
【課題】円筒状筒部品の筒外周面に、熱溶着技術を使って、該筒部品の製造後、後加工でフィルム片を巻付け,接着固定するフィルム片の巻付き一体化筒部品の製造機及びその製造方法を提供する。
【解決手段】スポット固定手段4で帯状フィルム21の先端部分21aを筒部品Pへ固定して切断手段3でフィルム片Fにカットしてなるフィルム片付き筒部品Pか、又は該切断手段3でカットされたフィルム片Fに係る一端部F1が該スポット固定手段4で筒部品Pへ固定されてなるフィルム片付き筒部品Pを作製し、次いで、該フィルム片付き筒部品Pを前記ベルト下面56aと前記基台上面10との間へ挿入し、その後、該ベルト伝動装置5に係るベルト55の動きで筒部品Pを転動させ、該フィルム片Fを筒部品Pの筒外周面P1に巻付けると共に、筒部品Pの筒外周面P1に巻付いたそのフィルム片Fを、前記ヒータ81の加熱による熱溶着で該筒部品に一体化させる。
(もっと読む)
シール装置、シール方法及びパンツ型使い捨ておむつ
【課題】幅狭の線状のシール部を形成可能なシール装置及びシール方法を提供する。
【解決手段】シール装置1は、2体の回転体11,21がそれらの回転中心線11,22が互いに平行になるように配された一対の加工ロール10,20を備えている。2体の回転体11,21それぞれの外周面11a,21aに、複数のシール部材13,23が一方向CDに所定の間隔をもって突設されている。被加工物を、一方の加工ロール10(20)のシール部材13(23)と、他方の加工ロール20(10)の間隔を形成する、一方向CDに隣接する2つのシール部材23,23(13,13)の対向する側面それぞれとで狭圧する。
(もっと読む)
中空構造板及びその製造方法
【課題】特定位置に任意の厚さの薄板部を形成することが可能な中空構造板及びその製造方法を提供する。
【解決手段】マトリクス状に中空状の凸部2a,3aが形成された熱可塑性樹脂シート2,3の両側に、熱可塑性樹脂からなる1対の表面材5,6を積層し、更に必要に応じて表面材5,6の一方又は両方に面材を貼付したものの特定領域に、切り込み7を形成する。そして、この切り込み7を境に一方の領域を押圧して薄板部10を形成し、切り込み7を境界として厚板部と薄板部10とが設けられている中空構造板とする。また、その際、切り込みを形成する工程及び押圧する工程を常温で行う。
(もっと読む)
シート部材の接合方法
【課題】接合部分に段差を生じさせることなく、2つのシート部材を接合しうるシート部材の接合方法を提供すること。
【解決手段】第一のシート部材と第二のシート部材の端面を、前記第一のシート部材と前記第二のシート部材を互いに重ね合わせた任意の位置で切断することによって形成し、前記第一のシート部材の端面と、前記第二のシート部材の端面とを突き合わせ、該突き合わせ部分を加熱媒体を介して加熱することにより前記端面同士を熱融着し、熱融着後に前記加熱媒体を第一及び第二のシート部材から剥離し、前記加熱媒体が、前記第一及び第二のシート部材よりも高融点の熱可塑性樹脂又は融点のない熱硬化性樹脂を備え、且つ、光吸収剤を含有するか又は光吸収剤が表面に塗布されてなる相間材であり、レーザー照射により該相間材を介して前記突き合せ部分を加熱するシート部材の接合方法による。
(もっと読む)
発泡板用貼り合わせ装置
【課題】生産性の良く残留溶剤の問題も無いようにする。
【解決手段】植物性材料と熱溶融性樹脂を主材料とする発泡した二枚の発泡板Pa,Paどうしを樹脂の溶着で貼り合わせて一枚の発泡板Pbとする発泡板用接合装置であって、二枚の発泡板Pa,Paを並行させて搬送する上下二段の搬送路2A,2Bからなり、出口側域2−3では搬送方向(矢符Fの方向)へ向かって行く程に両搬送路2A,2Bを接近させた搬送装置2と、搬送装置2の出口側域2−3における上下二段の搬送路2A,2Bの間に配置され、搬送中の二枚の発泡板Pa,Paの貼り合わせ面を加熱する加熱溶融装置3と、搬送装置2の出口から延びて隣接する上下の延長搬送路4A,4Bを上下から挟圧する加圧貼り合わせ装置5と、加圧貼り合わせ装置5から延びる搬出装置7とを備えたこと。
(もっと読む)
受け板部材及び該受け板部材を用いたシール装置
【課題】重なり合うプラスチックフィルムを低粘着性シートで挟むことなく比較的高温にて適正に加熱圧着することを可能にする受け板部材を提供するものである。
【解決手段】加圧ブロック20との間で熱圧着すべき重なり合うプラスチックフィルムF1、F2を挟む支持ブロック30に設けられ、前記加圧ブロック20が加圧する前記プラスチックフィルムF1、F2を受ける受け板部材31であって、耐熱性ゴムにて形成されたゴム板部材31aと、該ゴム板部材の一方の面に設けられた耐熱性樹脂部材31bと、前記ゴム板部材の他方の面に設けられた耐熱性補強部材31cとを有する構成となる。
(もっと読む)
プラスチックパイプ熱融着機
【課題】 プラスチックパイプの1本のヘッダー主管に対し、多数本の分岐パイプを、直交形態で並行密集接続するための熱融着機を提供する。
【解決手段】 長手方向の両端には、作業域SWを規定する幅を備えたポスト1Aを立設し、ポスト1Aの後側BAに連設した固定テーブル1T上には、上面に縦管クランプ装置4を載置した前後移動テーブル2を配置し、ポスト1A前側FAの、縦管クランプ装置4と対向する位置には、ヘッダー受5を、作業域SWに突出形態で配置し、上下一対の、先端には継手用枝管8B群の周面と整合する嵌合溝6G群を備えた加熱装置6を、対向進退するように、ポスト1A間に差渡し状に配置し、縦管クランプ装置4とヘッダー受5とに差渡し状に保持したプラスチックパイプ加工対象物に対して、上下から加熱装置の嵌合溝6Gで挟着加熱溶融する熱融着機。
(もっと読む)
桟付きベルトの製造方法
【課題】工程を増やすことなく簡単な方法で、無端状の桟付き平ベルトを得る。
【解決手段】長尺のベルト材料10は熱可塑性樹脂層を有する。ベルト材料10の両端部17、18を突き合わせて、その突き合わせ部分19を下型21の上に載置する。ベルト材料10の上に、さらに離型性シート25、上型22を載置する。離型性シート25は切り欠き26、26を有する。ベルト表面10A上に離型性シート25が配置された突き合わせ部分19を、下型21及び上型22で挟み込んで加熱加圧する。この加熱加圧により、両端部17、18を熱可塑性樹脂層の樹脂で融着するとともに、その樹脂を切り欠き26、26内部に充填させて、ベルト表面10A上に桟部を成形する。
(もっと読む)
プラスチックパイプ熱融着機
【課題】1本の主管に多数本の枝管を突設したヘッダーに対し多数の縦管群を直交状態に加熱融着する手段を、各融着部を均斉に融着出来、且つ各作業工程を自動化する。
【解決手段】前側に枝管側固定テーブル1Tを、後側に主管側固定テーブル1T´を、間隔Sを保って設置し、縦管用移動テーブル2を縦管側の固定テーブル1T上に摺動可能に、移動テーブル3を主管側固定テーブル1T´上に摺動可能に配置し、移動テーブル2上には縦管クランプ装置5を、移動テーブル3上には主管クランプ装置6を配置し、間隔Sには、下方から出没するセットプレート装置7と、上方から降下する加熱装置9とを配設し、縦管移動テーブル2と移動テーブル3の前後進退運動により、降下した加熱装置9の両面で縦管8C群とヘッダー枝管8Bの取付孔Hbとを溶融し縦管8Cの端縁cfとヘッダー枝管8Bの取付孔Hbとを押圧融着するプラスチックパイプ熱融着機。
(もっと読む)
熱カシメ留め部の構造及びその熱カシメ留め方法
【課題】 熱カシメ留めにおいて、溶着チップの強度に影響せず、かつ、溶着チップの外部に漏れ出した余剰樹脂(バリ)がカシメ留め部から離脱しない熱カシメ留め構造及びそのカシメ留め方法を提供する。
【解決手段】 被固定物10に穿設された熱カシメ留め用の固定穴11の周囲に複数の小穴12または切り欠き13を穿設することにより、溶着チップ30の凹部36と溶着チップ30の外部とが連通された余剰溶融樹脂迂回誘導流路12を形成する。
その結果、カシメ留め部38と余剰樹脂37である環状体50とが小穴12の効果にて繋がっているため、ここを通って余剰溶融樹脂は外に流出し、溶着ボス21側と一体となって固化することから、従来の熱カシメのように余剰樹脂37がバリとなって不安定に形成されることがなく、その結果、バリがカシメ部から離脱して製品内に異物となって散在したりするのを防止できる。
(もっと読む)
ヒートシール装置
【課題】ヒートシールの強度を安定させるとともに、シール加工部間のクリアランスの幅の変更を容易に行う。
【解決手段】ヒートシール装置1は、互いに平行な中心軸J1,J2aを中心としてそれぞれ回転するドラム2および回転部31を備え、ドラム2および回転部31のそれぞれは、中心軸に平行に伸びるシール加工部、および、シール加工部の長手方向両側に位置する当接部を有する。回転部31はドラム2の回転に同期して回転し、2つのシール加工部間に連続シート9が挟まれてヒートシール加工が行われる。このとき、中心軸J1,J2aを結ぶ面を、シール加工部が通過する直前から通過完了時まで2つの当接部が継続して当接することにより、2つのシール加工部間のクリアランスの幅が一定となり、ヒートシールの強度が安定する。一方の当接部がシール加工部に対して取り替え可能な当接ブロックであることにより、クリアランスの幅の変更が容易に行われる。
(もっと読む)
熱カシメ装置及び熱カシメ方法
【課題】急速加熱・急速冷却を行う熱カシメ装置で、安定的な熱カシメを行う。
【解決手段】熱板に第一のバネを用いてボディ(伝熱部材)を出し入れ自在に設け、ボディに第二のバネを用いて接続部材を出し入れ自在に設け、接続部材の先端にカシメ部材を設けている。カシメ部材をカシメ対象である樹脂製ボスに押し当てていくと、第一と第二のバネは圧縮され、ボディは所定温度に加熱された熱板の中に入り、接続部材はボディの中に入り、ボディと接続部材先端のカシメ部材が密着する。熱板の熱はボディを経てカシメ部材に伝わる。カシメ部材は加熱され、樹脂製ボスを軟化させる。第一と第二のバネはボディとカシメ部材をそれぞれ押圧し、カシメ部材は樹脂製ボスを変形させる。その後、熱板を上昇させ、カシメ部材に加わる押圧力を減少し、ボディとカシメ部材を離し、カシメ部材にエアーを吹き付けて冷却し、カシメ部材を樹脂製ボスから離すようにする。
(もっと読む)
エア懸架装置のスプリングチューブ融着機
本発明は、エア懸架装置のスプリングチューブ融着機を提供する。エア懸架装置のスプリングチューブ融着機は、半製品状態で用意されたスプリングチューブを高温圧搾して一体のスプリングチューブを成形するに当たって、空気の残留及びスプリングチューブ素材の重畳による成形不良が防止され、反復的な使用によるメンテナンスを容易にするために、内側成形部、外側成形部などの主要構成からなる。 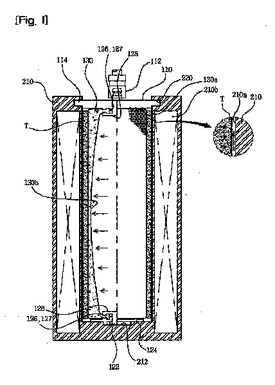 (もっと読む)
(もっと読む)
管状ラベルを個々の物品に貼り付けるラベリング機械及び方法
所定経路(P)に沿って移動可能でラベル付けされる物品(3)を受け取り保持する少なくとも1台のユニット(15)を有している搬送装置(7)と、ラベル(2)をユニット(15)に供給する供給手段(10)と、反対側の垂直エッジ(34)が互いに重ね合わされた垂直管状構造配置にラベル(2)を曲げる成形手段(22)と、搬送装置(7)に配置されラベルの重ね合わされたエッジ(34)を溶着する少なくとも1台の溶着装置(40)とを備え、溶着装置(40)は、溶着されるラベルの重ね合わされたエッジ(34)の高さに少なくとも等しい高さを有しているストリップ状作業面(42)が設けられた電気加熱可能なシーリング要素(41)と、シーリング要素(41)へ選択的に接続可能であり経路(P)の所定の部分に沿ってシーリング要素(41)を加熱し経路(P)の引き続く部分に沿ってシーリング要素(41)を冷却するため制御される電力供給手段(43)と、経路(P)を横切る水平方向(X)に沿ってラベル(2)の重ね合わされたエッジ(34)に向かってシーリング要素(41)を往復移動させるアクチュエータ手段(44)とを備える、管状ラベル(2)を個々の物品(3)に貼り付けるラベリング機械(1)が記載される。 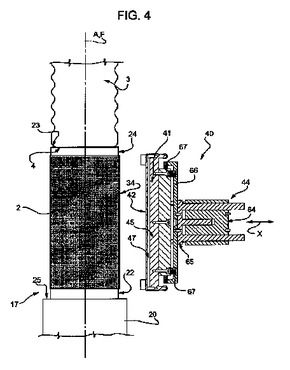 (もっと読む)
(もっと読む)
容器蓋の製造方法
【課題】工場の省スペース化、並びに作業効率の向上を図ると共に、製造コストをも縮減することが可能な容器蓋の製造方法を提供する。
【解決手段】熱可塑性樹脂並びにエラストマーを混合させてなる線状のパッキン12を、当該容器蓋の周縁に形成された嵌合溝11の周長に応じた長さに切断し、切断したパッキン12を嵌合溝11に巻回させることにより嵌合し、嵌合溝11に巻回されてなるパッキン12の両端面12a間に融点以上に加熱された加熱部材72を挿入し、パッキン12の両端面12aを加熱部材72の各側面に押し付けることによりこれらを溶融させ、加熱部材72をパッキン12の両端面12a間より外側へ移動させ、上記パッキンの両端面12aを互いに押し付けて溶着させる。
(もっと読む)
1 - 20 / 88
[ Back to top ]