
Fターム[4F211TN28]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接合のための加熱方法 (1,761) | 輻射熱による加熱 (30)
Fターム[4F211TN28]の下位に属するFターム
Fターム[4F211TN28]に分類される特許
1 - 20 / 21
樹脂製端面突合せ継手とその継手の溶着方法並びに配管器材
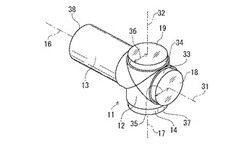
【課題】短筒形状の溶着環状部を有する継手を溶着する場合であっても、通常の溶着機のクランプで固定代と適正な芯間寸法を確保し、同時に同軸上に位置させて芯合わせも行うことを可能とした樹脂製端面突合せ継手とその継手の溶着方法、並びに配管器材を提供すること。
【解決手段】継手基部に継手基部内の流路と連通する複数の溶着環状部を設け、この溶着環状部の少なくとも一つの溶着環状部の同軸上で、かつ前記継手基部の外端に溶着機クランプ用の固定部を設けた樹脂製端面突合せ継手である。
(もっと読む)
繊維強化熱可塑性樹脂の接合方法

【課題】被接合面において、熱可塑性樹脂が溶け出して強化繊維が浮き出る現象による接合不良を防止でき、バリの質量が少ない、繊維強化熱可塑性樹脂の接合方法を提供する。
【解決手段】強化繊維(F1)に熱可塑性樹脂(P1)を含浸してなる繊維強化熱可塑性樹脂(C1)からなる部材に設けられた第1の被接合面1aと、熱可塑性樹脂(P2)を含み繊維を含まない材料(C2)または強化繊維(F2)に熱可塑性樹脂(P2)を含浸してなる繊維強化熱可塑性樹脂(C3)からなる部材に設けられた第2の被接合面2aの少なくとも一方を加熱手段3で予備加熱した後、振動溶着により両者を接合する方法であって、予備加熱される被接合面1a、2aの表面温度が、該被接合面1a、2aを構成する熱可塑性樹脂の融点以下またはガラス転移温度以下である、繊維強化熱可塑性樹脂の接合方法。
(もっと読む)
熱板を用いる熱溶着方法およびその装置
【技術課題】
熱板を利用する熱可塑性樹脂の熱溶着において、特に熱溶着温度差の大きい部材同士を強固に溶着し、且つ熱板での加熱時に糸引きが発生するのを防止する。
【解決手段】
部材AとB間に熱板9、10を配し、この熱板9、10の温度を部材AとBが同時に溶着温度に到達するように加熱する。
また、熱板9、10は、部材AとBの溶着面A−2とB−2には接触させず、輻射熱でそれぞれの溶着面A−2、B−2の円周溝A−1と円周リブB−2を加熱する。
このように、溶着面A−2、B−2の円周溝A−1と円周リブB−1をともに輻射熱で加熱し、同時に溶着温度に到達させることにより、溶着強度を高め、更に非接触加熱により糸引きの発生を防止する。
(もっと読む)
樹脂部材の熱溶着装置及び熱溶着方法
【課題】誘導加熱ヒータの効果的な使用により、一対の樹脂部材の溶着部を効率的かつ均一に加熱できて、所定の溶着強度を安定して得ることができると共に、省エネの面でも優れた樹脂部材の熱溶着装置及び熱溶着方法を提供する。
【解決手段】一対の樹脂部材の溶着部の一方の外面側に配置された磁性体からなる誘導加熱ヒータと、該誘導加熱ヒータの外周側に所定の空間を介して配置された加熱コイルと、該加熱コイルに高周波電流を供給可能なトランジスタインバータと、誘導加熱ヒータの表面温度を検出可能な温度センサと、加熱コイルにトランジスタインバータから高周波電流を供給し誘導加熱ヒータを誘導加熱してその輻射熱で溶着部を加熱すると共に、温度センサの検出温度に基づいてトランジスタインバータから加熱コイルに供給される高周波電流を制御可能な制御装置と、を具備することを特徴とする。
(もっと読む)
中空成形品の製造方法および製造装置
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
銅張積層板の製造方法、それに用いる銅箔、及び銅張積層板のラミネート装置。
【課題】屈曲性と生産性に共に優れた銅張積層板の製造方法、それに用いる銅箔、及び銅張積層板のラミネート装置を提供する。
【解決手段】銅箔6と樹脂層2とをラミネート法によって加熱積層する前に、銅箔6に対し、再結晶粒の占める面積率が銅箔表面の金属組織において10%以上80%以下で、かつ予備加熱後の銅箔6の引張強さが予備加熱前の引張強さの40〜90%となるように、銅箔6を220〜280℃の到達温度まで3秒以内に昇温し、かつ到達温度で1秒〜5秒保持する予備加熱を行う。
(もっと読む)
プラスチック部分を処理する方法、薬物送達デバイスを製造する方法、及び薬物送達デバイス
A)改造表面積(4)を得るために、処理放射(10)で少なくとも表面の一部を照射し、改造表面積は、未改造表面積(5)よりある程度大きく加熱放射(20)を吸収することができ;及び
B)改造表面積(4)の照射セクションで画成される領域において、プラスチック部分(1)が加熱され、そして軟化されるように、少なくともあるセクションに、加熱放射(20)で改造表面積(4)を照射する;
工程を含んでなる、表面を含むプラスチック部分(1)を処理するための方法。
(もっと読む)
接合方法、接合器具及び締結要素
本発明は、接着剤(30)を第1の温度(T1)まで予熱し、接着剤を導通状態にするステップと、表面部分(34)を第2の温度(T2)まで予熱するステップと、接着面(109)を表面部分(34)の上に配置するステップとを含み、接着面(109)を表面部分(34)の上に配置した後、接着剤(30)に第3の温度(T3)までの本加熱を施して接着剤を硬化させ、これにより締結要素(26)が部品(32)に恒久的に締結される、熱溶融可能かつ熱凝固可能である接着剤(30)が塗布された接着面(109)を有する締結要素(26)を、部品(32)の表面部分(34)の上に接合する方法に関する。 (もっと読む)
マイクロチップ
【課題】微細流路の変形が生じない高精度なプラスチック製のマイクロチップを提供することである。
【解決手段】マイクロチップ10は、微細流路13となる微細加工が施されたプラスチック製の第1基材11と、第1基材11の微細加工された面に接着剤レス接合されたプラスチック製の第2基材12とを含み、第2基材12の接合面に金属薄膜14が設けられている構成とする。
(もっと読む)
プラスチックバッグに熱溶着をおこなって立体形状を形成するシステムおよび方法
【課題】2以上の互いに引っ付いた積層プラスチックシートの継ぎ目に沿ってパターンを刻み込むシステムおよび方法を提供することにある。
【解決手段】その方法は、(i)積層プラスチックシートの選択された領域の表面を所定温度に加熱し、(ii)パターン形成のために、複数のフィンガーを備えた金型で加圧し、再び表面を加熱する。本願のシステムの溶着ヘッドは、パターンを刻み込む先端の尖ったフィンガーを備えた少なくとも1つの金型を備える。溶着ヘッドは、積層プラスチックシートを加圧するために、フィンガーを備えた加圧部を備える。溶着された積層プラスチックシートに特徴的な三次元パターンを形成するために、溶着ヘッドは、第1の金型のフィンガーがはめ込まれる凹所を備えた第2の金型を備え、独立して温度調節ができる。上記のように開封明示包装を提供できる。
(もっと読む)
熱可塑性プラスチック材の溶着装置および溶着方法
【課題】発泡プラスチック板材や段ボールプラスチック板材のように内部に空隙を含むプラスチック板材であっても低コストで作業性良く、かつ溶着後の外観を良好に保ったまま溶着すること。
【解決手段】互いに溶着する複数の熱可塑性プラスチック材P1,P2の間に配置され、輻射熱により非接触で複数の熱可塑性プラスチック材P1,P2を加熱するヒータユニット2と、ヒータユニット2による加熱時に複数の熱可塑性プラスチック材P1,P2を向かい合わせた状態で保持するとともに、ヒータユニット2による加熱後、複数の熱可塑性プラスチック材P1,P2同士を圧接させる下吸着台30および上吸着台40を有する。
(もっと読む)
化粧パネルおよび化粧パネルにおける通気性基材に対する表層材の接着方法
【課題】化粧パネルにおける通気性基材に対する表層材の接着方法において、表層材を通気性基材に強力に接着しながら、表層材と通気性基材との間に高い通気性・透湿性を実現する。
【解決手段】通気性基材2と通気性を有した表層材3との間に、接着剤5と、熱により膨張可能な膨張性マイクロカプセル6とを含有する複合接着剤4を介在させて上記通気性基材2と上記表層材3とを添着する添着工程S1と、上記複合接着剤4の中の膨張性マイクロカプセル6を加熱し、膨張破裂させて、通気性基材2と表層材3との間に空隙7を形成する加熱工程S2とを備えた。
(もっと読む)
感光性積層体の製造装置及び製造方法
【課題】装置を大型化することなく、基板を短時間で所望の温度まで均一に加熱できるとともに、高品質な感光性積層体を製造することができる感光性積層体の製造装置及び製造方法を提供する。
【解決手段】ガラス基板24は、第1加熱機構104を構成するホットプレート110a、110bにより、第1加熱温度まで均一且つ迅速に加熱された後、基板供給機構108により第2加熱機構106a、106bに供給され、搬送部134a、134bにより搬送されながら、赤外線ヒータ136a〜136dにより第2加熱温度よりも低い第2加熱温度で加熱保持された後、貼り付け機構46を構成するゴムローラ80a、80b間に長尺状感光性ウエブ22とともに供給され、ガラス基板24に感光性樹脂層28が圧着されることで、感光性積層体24bが製造される。
(もっと読む)
ワイヤレス可能な装置
【課題】無線部品を封入し、この部品を所望の装置の熱可塑性材料製の表面上に固定するための新規な装置及びその製造方法を提供することである。
【解決手段】ハウジング2の凹所6内にRFIDタグとアンテナとよりなるアセンブリを含む無線部品を配置し、凹所をカバー10でシールする。ハウジング2の閉じた第1表面4又はカバー10の表面14の何れかが2つ以上の突起16を有し、かくしてハウジング2内に封入した無線部品が、この無線部品を取り付けるべき装置の平坦部18又は丸味付け表面20の何れかに接触する状態で配置され得尚且つ、良好な接触状態を維持し、該表面上で無線装置とハウジングとをセンタリング可能となる。
(もっと読む)
感光性積層体の製造装置及び製造方法
【課題】複数の長尺状感光性ウエブを基板に並列に貼り付ける場合、複数の長尺状感光性ウエブの相対的な貼り付け位置のずれを抑制し、良好な状態の感光性積層体を製造する。
【解決手段】感光性ウエブ22a、22bの可撓性ベースフイルム26に対するゴムローラ80aの静止摩擦係数μを、0.1≦μ≦1.0の範囲に設定し、ゴムローラ80a、80b間に1枚のガラス基板24を挿入するとともに、2枚の感光性ウエブ22a、22bの露出された感光性樹脂層28をガラス基板24側として感光性ウエブ22a、22bをゴムローラ80a、80b間に送り出し、感光性樹脂層28をガラス基板24に貼り付ける。
(もっと読む)
感光性積層体の製造装置及び製造方法
【課題】簡単な工程及び構成で、ラミネート後の基板から、保護フイルムの残存部分が支持体と一体に剥離されたか否かを確実に検出することができ、効率的且つ高品質なラミネート処理を遂行可能にする。
【解決手段】保護フイルム残存検出機構150は、ガラス基板24から剥離されたベースフイルム26の一方の面26a側に配置される受け台154を備える。この受け台154には、面26aを当接させる基準面154aが形成される。基準面154aに対向してベースフイルム26の他方の面26b側には、接触式の厚さ検出器156が、一軸ロボット158を介して前記ベースフイルム26の搬送方向に進退可能に配設される。厚さ検出器156は、残存部分30bに接触することにより、ベースフイルム26に前記残存部分30bが貼り付けられていることを検出する。
(もっと読む)
感光性ウエブの剥離装置及び剥離方法
【課題】簡単な構成及び工程で、基板へのラミネート処理が良好且つ高品質に遂行され、ラミネート精度を向上させることを可能にする。
【解決手段】ベース自動剥離装置142は、ベースフイルム26をガラス基板24から剥離する前に、前記ガラス基板24間に露呈する残存部分30bを押圧して前記残存部分30bを前記ガラス基板24から剥離させるプレ剥離部144と、前記プレ剥離部144の下流側に配置され、前記ベースフイルム26を前記ガラス基板24から剥離する剥離ローラ146と、前記ガラス基板24の搬送が一旦停止される際、前記剥離ローラ146を矢印C方向又は矢印D方向に搬送させる剥離ローラ移動部148とを備える。
(もっと読む)
プラスチックの接合方法、及びその方法を利用して製造されたバイオチップ又はマイクロ分析チップ
【課題】 板状プラスチック部材を、低温で、かつ強固確実に接合させるためのプロセスを提供し、さらにはそれに接合されたプラスチック製バイオチップやマイクロ分析チップを提供すること。
【解決手段】 2枚以上の板状プラスチック部材の接合方法であって、少なくとも1枚の板状プラススチック部材の接合面側に微細流路が形成されており、少なくとも1枚の板状プラススチック部材の接合面の一部に突起形状の部位が形成されており、接合面の一部又は全部を接着剤によって接合することを特徴とするプラスチック部材の接合方法、さらに、それらの張り合わせ方法により製造されたプラスチック製のバイオチップまたはマイクロ分析チップ。
(もっと読む)
合成樹脂製管状部材同士の溶着方法およびその装置
【課題】 合成樹脂製チューブとこれと特性が異なる合成樹脂製継手とを溶着するに際し、チューブと継手との突き合わせ端面に食い違いが生じることを防止する合成樹脂製管状部材同士の溶着方法およびその装置を提供する。
【解決手段】 溶着位置における1対のクランプ部材1,2は、加熱位置にある端面加熱ヒータ3の位置を基準として、対称に位置させられている。各ブッシュ6,7は、その端面位置からクランプ部材1,2の端面位置までの距離X1,X2が相違するように、対応するクランプ部材1,2に取り付けられている。相対的にメルトフローレートが大きい方の合成樹脂製継手Cの支持位置から突き合わせ端面までの距離X2を相対的にメルトフローレートが小さい方の合成樹脂製チューブTの支持位置から突き合わせ端面までの距離X1よりも小さくする。
(もっと読む)
プラスチック積層体の製造方法及びプラスチック積層体
【課題】本発明は、大型プラスチックミラー等の高精度なプラスチック積層体の製造方法及びプラスチック積層体に関する。
【解決手段】プラスチック積層体製造装置1は、プラスチック基材16の加圧方向に対して直角の方向に形成されているつば部22を、転写駒5の加圧方向に対して直角の方向に形成されている受け部8上に載せ、加圧部材6がプラスチック基材16のつば部22のみと接触してプラスチック基材16を押圧する。したがって、加圧時に、プラスチック基材16を傾けることなく、均一な圧力を付加して、高精度なプラスチック積層体を製造することができる。
(もっと読む)
1 - 20 / 21
[ Back to top ]