
Fターム[4F212AA04]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 樹脂材料等(主成形材料) (837) | ポリオレフィン (183) | ポリエチレン系 (71)
Fターム[4F212AA04]の下位に属するFターム
HDPE (3)
LDPE (5)
LLDPE (3)
EPM、EPDM、EPT (4)
エチレン−酢酸ビニル共重合体 (13)
Fターム[4F212AA04]に分類される特許
1 - 20 / 43
発泡体の成形方法
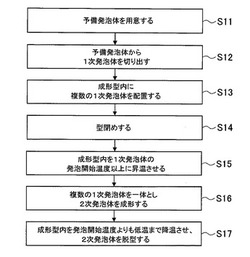
【課題】極めて複雑な形状を呈する発泡体の作製に際して、発泡体の充填不良と密度ばらつきを抑制することができ、所望の密度分布を備えた高品質の発泡体を得ることのできる発泡体の成形方法を提供する。
【解決手段】それぞれが固有の発泡倍率を備えた複数の1次発泡体11〜21を成形型K内に配置する第1の工程と、成形型K内を1次発泡体11〜21の発泡開始温度以上に昇温させて成形型K内の複数の1次発泡体11〜21を発泡させ、複数の1次発泡体11〜21を一体として2次発泡体100を成形する第2の工程と、からなる。
(もっと読む)
積層体の製造方法及び積層体

【課題】異なる素材からなる複数の層同士の接着強度を向上させることによって、各層間の剥離が容易に発生するのを防止することができる積層体の製造方法を提供する。
【解決手段】異素材層2を形成するに際し、成形体1の表面における異素材層2との接触領域1aを、成形体1の軟化温度の80%以上の温度で加熱することにより、該接触領域1aを形成する発泡性樹脂粒子1bを軟化させると共に膨張させて接触領域1aに凹凸を形成し、該凹凸の凹部に入り込むように異素材層2が形成されることを特徴とする。
(もっと読む)
未加硫タイヤ及び空気入りタイヤ
【課題】既存の設備を有効活用してコスト削減に寄与しながら、インナー拡張率の高いタイヤサイズに対しても柔軟に対応し得るよう、成形時または成形後に発生し得るジョイント割れを有効に防止して、タイヤにおける均一性及び内圧保持性の向上を実現できる未加硫タイヤ及び空気入りタイヤを提供すること。
【解決手段】本発明による未加硫タイヤは、樹脂層及びゴム層を有する積層体からなるインナーライナーの両端部において、一方の端部の上に他方の端部を重ねて接合させながら成型ドラムに巻き付ける工程を含み、前記一方の端部と他方の端部とを接合させる前に、予め、一方の端部の側壁にゴム層の一片を配置してなることを特徴とする。
(もっと読む)
発泡性熱可塑性樹脂粒子の予備発泡方法、予備発泡粒子および発泡成形体
【課題】予備発泡粒子同士の合着を引き起こさず、予備発泡時間を大幅に短縮することができる発泡性熱可塑性樹脂粒子の予備発泡方法を提供することを課題とする。
【解決手段】融点が117〜145℃であるポリオレフィン系樹脂100重量部に対してポリスチレン系樹脂100〜400重量部を含有する発泡性熱可塑性樹脂粒子を、密閉した予備発泡槽内で、0.02〜0.15MPaの予備発泡槽内のゲージ圧力下で予備発泡させて予備発泡粒子を得ることを特徴とする発泡性熱可塑性樹脂粒子の予備発泡方法により課題を解決する。
(もっと読む)
発泡樹脂製品の製造方法および発泡樹脂製品の成形機
【課題】
発泡性原料からなる表面硬化層を生成できる発泡樹脂製品の製造方法および成形機を提供する。
【解決手段】
発泡樹脂製品の製造方法は、複数の金型のうちの加熱用金型の表面を発泡性原料の融点以上に加熱するステップと、複数の金型を閉じることによって形成された成形空間に発泡性原料を供給するステップと、加熱用金型が有する面のうちで金型の閉鎖方向に対して垂直ではない面に対向する金型の少なくとも一部である移動金型を加熱用金型に近づける方向に移動することにより、加熱用金型の表面において発泡性原料を溶融して溶融硬化層を生成するステップと、移動金型を加熱用金型から遠ざける方向に移動するステップと、成形空間に予備発泡された発泡性原料を供給するステップと、成形空間に、発泡性原料を溶着させるために蒸気を供給するステップとを備える。
(もっと読む)
スチレン改質ポリエチレン系樹脂発泡成形体
【課題】低い温度で成形された、即ち省エネルギー成形によりつくられ、かつ、耐油性の高いスチレン改質ポリエチレン系樹脂発泡成形体を提供すること。
【解決手段】ATR−FTIRにより測定された発泡成形体表面の赤外線吸収スペクトルから得られる698cm-1および2850cm-1での吸光度比(D698/D2850)が2.5を超えて11.0以下であるスチレン改質ポリエチレン系樹脂発泡成形体。
(もっと読む)
ポリオレフィン系樹脂発泡粒子
【課題】表面が美麗で、均一な融着性を示し、更に変形やヒケの無いポリオレフィン系樹脂型内発泡成形体を得ることができるポリオレフィン系樹脂発泡粒子の提供。
【解決手段】0.18MPa以上0.22MPa以下の所定の内圧が付与されたポリオレフィン系樹脂発泡粒子を、型内発泡成形装置に備えてなる固定型と移動型から構成される成形空間に、該成形空間容積の80%充填し、(1)予備加熱工程、(2)一方加熱工程をそれぞれ3秒以上、且つ一方加熱工程時の前記成形空間内圧力が0.01MPa(G)以上となるように行った後、ポリオレフィン系樹脂発泡粒子を取り出し、乾燥後得られる該ポリオレフィン系樹脂発泡粒子の真空嵩密度と、該ポリオレフィン系樹脂発泡粒子の嵩密度で表される一方加熱終了後の前記ポリオレフィン系樹脂発泡粒子の二次発泡力が1.00より大きく1.25より小さいポリオレフィン系樹脂発泡粒子。
(もっと読む)
高圧処理方法および高圧処理装置
【課題】超臨界または亜臨界状態の二酸化炭素で高圧処理を行った後に、短時間で減圧ができ、しかも高い回収率で二酸化炭素を回収することのできる高圧処理方法を提供する。
【解決手段】高圧処理チャンバー内で被処理体と高圧二酸化炭素とを接触させることで被処理体の高圧処理を行った後、上記チャンバー内を大気圧まで減圧する高圧処理方法において、上記チャンバーの下流に二酸化炭素の回収容器を配設すると共に、上記チャンバー内の高圧二酸化炭素を上記回収容器の内圧を上昇させながらガス状を含む二酸化炭素として受け入れ、このガス状二酸化炭素を液化して回収する工程を含むことを特徴とする高圧処理方法である。
(もっと読む)
未加硫ゴム部材用ライナー
【課題】未加硫ゴム部材のタッキネスを確保し、かつ耐久性に優れた未加硫ゴム部材用ライナーを提供する。
【解決手段】未加硫ゴム部材用ライナー10は平織物とし、緯糸14は樹脂フィルムからなる表面が平滑な繊維径1000〜1330dtexのスプリットヤーンとする。経糸12には、線形の細いマルチフィラメント糸を用いる。緯糸14に表面が平滑なスプリットヤーンを用いているので、緯糸14に接触した未加硫ゴム部材16の表面も平滑となる。また、経糸12のマルチフィラメント糸は、未加硫ゴム部材16との接触面積が最小限に抑えられる。このため、従来の平織物からなるライナーを用いた場合に比較して未加硫ゴム部材表面が全体的に平滑化され、剥離性が良好となり、かつ未加硫ゴム部材のタッキネスを良好に保持することができる。ライナー表面にコーティング等を行う必要もないので、高い耐久性が得られる。
(もっと読む)
成形体及び成形体の製造方法
【課題】軽量性、断熱性、剛性、クッション性及びリサイクル性のいずれにも優れた成形体を提供する。
【解決手段】熱可塑性樹脂を含有する熱可塑性樹脂組成物を発泡させることにより形成された成形体1であって、複数の気泡2aを含有し、気泡2aの長径が400〜800μm、かつアスペクト比が2.0以上である中央層2と、複数の独立気泡3a,4aを含有し、独立気泡3a,4aの気泡径が30〜300μm、かつアスペクト比が1.0以上、2.0未満である第1,第2の独立気泡層3,4と、第1,第2の非発泡層5,6とを備え、第1の非発泡層5と、第1の独立気泡層3と、中央層2と、第2の独立気泡層4と、第2の非発泡層6とがこの順で積層されている成形体1。
(もっと読む)
車両用フロアスペーサ
【課題】製造効率を高めることができ、出来上がりの形状精度が極めて高い車両用フロアスペーサを提供すること。
【解決手段】車両への設置時に室内側となる上面が水平に形成されている水平パッド2と、車両への設置時に車体側となる底面に複数の突起4が形成されている下肢部衝撃吸収パッド1とからなる車両用フロアスペーサ10Cであり、下肢部衝撃吸収パッド1と水平パッド2は発泡性樹脂粒子によって一体に成形されており、かつ、下肢部衝撃吸収パッド1に形成されている突起4の車両前方側の側面42は水平パッド2の上面に対して垂直または略垂直に形成されている。突起4の車両後方側の側面4a1は水平パッドの上面に対する垂線よりも車両前方側に開いた面となるように形成されており、車両前方側の側面4a2は水平パッド2の上面に対する垂線よりも車両後方側に開いた面となるように形成されていてもよい。
(もっと読む)
架橋発泡成形用樹脂組成物、架橋発泡成形体および架橋発泡成形体の製造方法
【課題】耐疲労性に優れた架橋発泡成形体を提供する。
【解決手段】以下の成分(A)100重量部と、該成分(A)100重量部あたり成分(B)を0.5〜20重量部含む重合体組成物、発泡剤、ならびに架橋剤を含有する架橋発泡成形用樹脂組成物。
成分(A):下記要件(a1)〜(a2)の全てを充足するエチレン系重合体
(a1)密度が860〜935kg/m3である。
(a2)メルトフローレート(MFR)が0.1〜10g/10分である。
成分(B):下記要件(b1)〜(b3)の全てを充足するエチレン−α−オレフィン共重合体
(b1)密度が890〜925kg/m3である。
(b2)テトラリン溶液で測定した極限粘度[η]が4〜15dL/gである。
(b3)流動の活性化エネルギー(Ea)が50kJ/mol未満である。
(もっと読む)
成形金型およびそれを用いた成形方法
【課題】凹凸金型部材以外の金属構成材に消費される熱ロスの削減を図るとともに、個々の凹凸金型部材に応じた個別的制御を可能とする。
【解決手段】一対の枠構造部材であるフレーム21、22とそのフレームの対向面に外周を固定した金型取付プレート23、24からなり、それぞれに複数の凹金型部材31、閉型時に成形キャビティ1を形成する複数の凸金型部材32を配設した成形金型。前記凹金型部材31と凸金型部材32の背面に所定の間隔を設けて、金型部材31、32の背面形状に倣った対向面形状の凹側ケーシング33、凸側ケーシング34を配設して、前記凹金型部材31と凹側ケーシング33とにより、また、凸金型部材32と凸側ケーシング34とにより、それぞれ囲まれた独立した凹側個別用役チャンバ35、凸側個別用役チャンバ36を形成している。
(もっと読む)
スチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法ならびに該製造方法から得られるスチレン改質ポリエチレン系樹脂予備発泡粒子、および、スチレン改質ポリエチレン系樹脂発泡成形体
【課題】 スチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法において、ポリエチレン系樹脂粒子にスチレン系単量体を含浸、重合させる際にポリエチレン系樹脂粒子同士が付着しにくいスチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法を提供すること。
【解決手段】 ポリエチレン系樹脂粒子を含む水性懸濁液にスチレン系単量体を添加することによりポリエチレン系樹脂粒子にスチレン系単量体を含浸、重合させて得られるスチレン改質ポリエチレン系樹脂粒子を発泡させるスチレン改質ポリエチレン系樹脂予備発泡粒子を製造する方法において、ポリエチレン系樹脂粒子が、エチレン−酢酸ビニル共重合体を樹脂温度230℃以上280℃以下で押し出し、水中カット方式により作製されたポリエチレン系樹脂粒子であるスチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法。
(もっと読む)
安全タイヤ用空気嚢の製造方法
【課題】未加硫の圧力保持部材密着を防止するための樹脂フィルムが加硫時に溶融して内圧配管系統に障害を及ぼすのを防止することのできる、安全タイヤ用空気嚢の製造方法を提供するを提供する。
【解決手段】安全タイヤ用空気嚢を加硫するのに先だって、前記圧力保持部用の未加硫圧力保持部材1Aを成型ドラム101上に配置したあと、この圧力保持部材1Aの外側に、圧力保持部材1A同士の密着を防止する樹脂フィルム部材6Aを貼り付け、次いで、この圧力保持部材1Aの幅方向両側部を折り返したあと圧力保持部材1Aの幅方向両端を全周にわたって接合して、未加硫のチューブ状圧力保持部を成形する工程において、前記密着防止用樹脂フィルム部材6Aとして予め少なくとも一部が架橋されたものを貼り付ける。
(もっと読む)
マイクロ波用の吸収材の製造方法並びに該方法により製造された吸収材
本発明は、発泡されたポリスチレン体(EPS体)であって、その上に強磁性粒子からなる被覆が施与されているものの詰め物からなるマイクロ波用の吸収材の製造方法並びにそれにより製造された吸収材に関する。本発明によれば、結果的に、EPS体上に、合成ポリマーからなる被覆が形成され、かつ強磁性粒子が包埋されているポリマーマトリクスが施与される。被覆されたEPS体は、型内に導入され、そして水蒸気流が導通される。その際、EPS体は残留割合のペンタンの蒸気圧によってEPS体内で膨張し、その最終的な大きさと形状となる。本方法により製造された吸収材は、強磁性粉末でポリマーマトリクス内で被覆されたEPS体による詰め物であって、その外部構造が技術的に使用される型に相当する詰め物からなる。 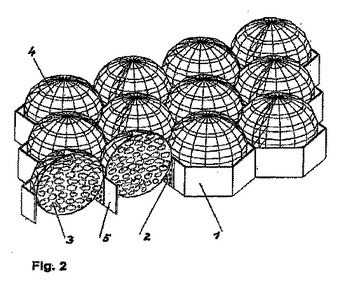 (もっと読む)
(もっと読む)
本質的に不燃性の低地球温暖化係数の組成物
ヘプタフルオロブテンとテトラフルオロプロペンとの混合物が、許容される範囲内の沸点を有し、良好な化学的安定性、低いGWPを有し、好ましくは本質的に不燃性である組成物を提供する。 (もっと読む)
タイヤ部材用積層体及び該タイヤ部材用積層体を用いたタイヤ
【課題】剥離抗力に優れ、タイヤ部材用として好適な積層体、及び該積層体を用いたタイヤを提供すること。
【解決手段】少なくとも樹脂フィルム層を含む層13とゴム状弾性体層14とを接合してなる積層体であって、ゴム状弾性体層14を構成するゴム組成物が、ゴム成分と、その100質量部当り、ポリ−p−ジニトロソベンゼン及び/又は1,4−フェニレンジマレイミドを0.1質量部以上、及び充填剤を含むタイヤ部材用積層体である。
(もっと読む)
ポリウレタンフォームのモールド成形方法
【課題】ポリウレタンフォームのモールド成形時に一旦発泡した発泡性ビーズが、その後に崩壊して収縮するのを防ぎ、発泡状態が良好なポリウレタンフォームを得られるようにする。
【解決手段】ポリウレタン原料をモールドに充填して発泡させるポリウレタンフォームのモールド成形方法において、ポリウレタン原料に未発泡の発泡性ビーズと熱可塑性合成樹脂粒状物を添加した混合原料Pをモールド10に充填する。ポリウレタン原料中のポリオール100重量部に対して、未発泡の発泡性ビーズの添加量は10〜200重量部が好ましく、また熱可塑性合成樹脂粒状物の添加量は5〜100重量部が好ましい。
(もっと読む)
加熱発泡用押出ラミネート積層体
【目的】 加熱発泡することにより、発泡層が厚く、断熱性に優れ、発泡表面に大きな凹凸が生じ難く表面外観が良好な発泡積層体を得ることのできる、加熱発泡用押出ラミネート積層体を提供する。
【解決手段】 (a)〜(c)の要件を満たすポリエチレン系樹脂を、水分量が20〜30g/m2である基材層と隣接した層に少なくとも一層有し、加熱発泡により上記ポリエチレン系樹脂層が発泡層となる加熱発泡用押出ラミネート積層体を用いる。
(a)エチレン・α−オレフィン共重合体が1重量%以上50重量%未満、および高圧法低密度ポリエチレンが50重量%を超え99重量%以下
(b)毛管粘度計で測定した130℃における溶融張力が80〜180mN
(c)130℃において動的粘弾性を測定することで求められる、角速度0.01s−1におけるせん断粘度η0.01が5,000〜17,000Pa・s
(もっと読む)
1 - 20 / 43
[ Back to top ]