
Fターム[4F212AA24]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 樹脂材料等(主成形材料) (837) | ポリエステル(←PET) (57)
Fターム[4F212AA24]の下位に属するFターム
ポリブチレンテレフタレート(PBT) (1)
ポリエチレンナフタレート (1)
ポリアリレート(←全芳香族ポリエステル) (1)
Fターム[4F212AA24]に分類される特許
1 - 20 / 54
複合構造部材の製造方法および複合構造部材
【課題】外壁と発泡層とが十分に密着し、耐熱性および剛性に優れた複合構造部材の簡便な製造方法を提供することを課題とする。
【解決手段】外壁から構成される空間内に、芳香族ポリエステル系樹脂の1次発泡粒子を充填し、前記1次発泡粒子を加熱して2次発泡させることにより、前記1次発泡粒子に由来する発泡層と前記発泡層が密着した外壁とから構成される複合構造部材を得る工程を含み、前記外壁が前記2次発泡により生じる気体の通過可能な孔を有し、前記1次発泡粒子が3〜15%の第1結晶化度を有し、前記発泡層が10〜40%の第2結晶化度を有し、かつ、前記第1結晶化度と前記第2結晶化度とが式(1):第2結晶化度≧第1結晶化度+3%を満たすことを特徴とする複合構造部材の製造方法により課題を解決する。
(もっと読む)
炭素繊維強化熱可塑性樹脂サンドイッチ成形体、およびその製造方法

【課題】リサイクル性の優れた熱可塑性樹脂をマトリクスとした軽量で、且つ、高剛性の炭素繊維強化サンドイッチ成形体を提供する。
【解決手段】炭素繊維強化熱可塑性樹脂複合材料をスキン層とし、密度が0.1〜0.8g/cm3の熱可塑性発泡樹脂層をコア層とする炭素繊維強化熱可塑性樹脂サンドイッチ成形体であって、コア層が未発泡状態の発泡粒子を含んだ熱可塑性樹脂層を得た後、熱可塑性樹脂層中の発泡粒子を膨張させて得られる。
(もっと読む)
未加硫タイヤ及び空気入りタイヤ
【課題】既存の設備を有効活用してコスト削減に寄与しながら、インナー拡張率の高いタイヤサイズに対しても柔軟に対応し得るよう、成形時または成形後に発生し得るジョイント割れを有効に防止して、タイヤにおける均一性及び内圧保持性の向上を実現できる未加硫タイヤ及び空気入りタイヤを提供すること。
【解決手段】本発明による未加硫タイヤは、樹脂層及びゴム層を有する積層体からなるインナーライナーの両端部において、一方の端部の上に他方の端部を重ねて接合させながら成型ドラムに巻き付ける工程を含み、前記一方の端部と他方の端部とを接合させる前に、予め、一方の端部の側壁にゴム層の一片を配置してなることを特徴とする。
(もっと読む)
タイヤ、及びタイヤの製造方法
【課題】熱可塑性樹脂を用いて形成され、耐久性及び製造性に優れたタイヤ、及びこのタイヤの製造方法を提供する。
【解決手段】熱可塑性樹脂材料で形成された環状のタイヤ骨格体17を有するタイヤ10であって、前記熱可塑性樹脂材料が、ポリエステル系熱可塑性エラストマーと、前記ポリエステル系熱可塑性エラストマー以外の熱可塑性エラストマーを酸変性してなる酸変性エラストマー、又は前記ポリエステル系熱可塑性エラストマー以外の熱可塑性エラストマー及び該エラストマーを酸変性してなる酸変性エラストマーの混合物と、を含むタイヤ10、及びその製造方法。
(もっと読む)
未加硫ゴム帯状部材の巻取りライナーおよびその製造方法
【課題】十分な剥離性と耐久性を有する未加硫ゴム帯状部材の巻取りライナー及び該巻取りライナーの好適な製造方法の提供。
【解決手段】帯状基布の少なくとも片面に、シリコーン変性熱可塑性ポリウレタンエラストマーをラミネートコートした層を有してなる未加硫ゴム帯状部材の巻取りライナー。シリコーン変性熱可塑性ポリウレタンエラストマー6を、帯状基布5の少なくとも片面にTダイ押出機2により160〜250℃にてラミネートコートする未加硫ゴム帯状部材の巻取りライナー7の製造方法。
(もっと読む)
コード入りゴム部材およびその製造方法
【課題】コード入りゴム部材の両側耳部の接合部における剛性を緩和できる新たな構造を有するコード入りゴム部材を提供するとともに、新たな工程を付加することもなく製造できる低コストのコード入りゴム部材を製造する方法を提供することである。
【解決手段】本発明は、経糸に対し略直角方向に交差する横糸を用いて簾織りしたタイヤ用簾織物を中心部側領域に配置したコード入りゴム部材であって、簾織物が配置されていない中心部側領域以外のコード入りゴム部材の外側領域に、横糸のない1本または複数のシングルコードを配置したコード入りゴム部材であり、シングルコードは簾織物に使用されるコードに対して略平行に配置されている。簾織物が配置されている中心部側領域の両外側に存在するシングルコード領域は、コード入りゴム部材をドラムに巻き付けてスプライスして成形するときのスプライス部分となる。
(もっと読む)
車両用内装部材の製造方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
自動車用内装材及びその製造方法
【課題】石油由来原料以外の原料により、従来品と同程度以上の機能を有する自動車用内装材を提供する。
【解決手段】ポリ乳酸系樹脂発泡体を型内発泡成形したポリ乳酸系樹脂発泡成形体からなる自動車内装材であって、該ポリ乳酸系樹脂発泡体がポリ乳酸系樹脂を少なくとも含み、前記ポリ乳酸系樹脂が示差走査熱量計で測定した際に結晶化由来の発熱ピークを有し、前記発熱ピークは、それを温度の低い方から第1、第2、第3及び第4の区分に四等分した場合、(1)第1、第2、第3及び第4の区分の発熱量の合計が10J/g以上であり、(2)第1、第2、第3及び第4の区分の発熱量の合計に対して、第1、第3及び第4の区分の発熱量の合計が45%以上である形状を有するポリ乳酸系樹脂発泡体からなる。
(もっと読む)
タイヤの製造方法、及び、タイヤ成形用金型
【課題】リム組み時のエア保持性を充分に確保するとともに、タイヤ成形時でのビードコアの位置ずれを抑制しつつビード部の強度を高めたタイヤの製造方法、及び、タイヤ成形用金型を提供することを課題とする。
【解決手段】本発明では、キャビティS内で進退動する補助ジグ22を備えてタイヤ骨格部材を成形する金型を用いる。キャビティS内に進出させた補助ジグ22でビードコア11を保持した状態で、溶融樹脂をキャビティS内に注入する。そして、キャビティS内で固化した溶融樹脂でビードコア11を保持可能となった後、補助ジグ22をビードコア11から後退させて補助ジグ22が当接していたビードコア部分11Pを露出させ、溶融樹脂をキャビティ内に注入することでビードコア部分11Pを樹脂で覆う。
(もっと読む)
農産物用容器
【課題】 予備発泡機、サイロ又は発泡成形機への流通過程において、被覆剤の脱落を抑え、粒子流通管の内壁面への被覆剤の付着が極めて少ない発泡性スチレン系樹脂粒子を用いた農産物用容器を提供する。
【解決手段】 スチレン系樹脂粒子に発泡剤を含浸させてなる発泡性スチレン系樹脂粒子を予備発泡し、この予備発泡粒子を成形して得られるポリスチレン系発泡成形体の農産物用容器であって、
前記発泡性スチレン系樹脂粒子は、該樹脂粒子表面を組成物によって被覆されており、当該組成物は、当該樹脂粒子表面を被覆する常温で液体の多価アルコールAと、当該樹脂粒子100重量部に対して0.01〜0.3重量部の脂肪酸モノグリセリドと、当該樹脂粒子100重量部に対して0.03〜0.3重量部の脂肪酸金属塩と、常温で液体の多価アルコールBからなり、上記多価アルコールA、Bは、当該樹脂粒子100重量部に対して0.02〜0.3重量部含有し、2回に分けて被覆されており、
前記ポリスチレン系発泡成形体は粒子径が600μm〜1400μmのポリスチレン系樹脂粒子であり、前記ポリスチレン系発泡成形体の密度が0.01g/cm3〜0.033g/cm3であり、前記ポリスチレン系発泡成形体の平均弦長が20μm〜150μmであり、前記ポリスチレン系発泡成形体の曲げ強度は20N/cm2〜100N/cm2であることを特徴とする。
(もっと読む)
型内発泡成形用ポリ乳酸系樹脂発泡粒子、二次発泡粒子及びポリ乳酸系樹脂発泡成形体
【課題】 本発明は、型内発泡成形によってポリ乳酸系樹脂発泡成形体を得ることができる型内発泡成形用ポリ乳酸系樹脂発泡粒子を提供する。
【解決手段】 本発明の型内発泡成形用ポリ乳酸系樹脂発泡粒子は、所定のポリ乳酸系樹脂を押出発泡させたポリ乳酸系樹脂押出物を粒子状に切断して得られた型内発泡成形用ポリ乳酸系樹脂発泡粒子であって、この型内発泡成形用ポリ乳酸系樹脂発泡粒子の熱流束示差走査熱量測定で得られたDSC曲線において、40〜120℃にて吸熱ピーク曲線とこの吸熱ピーク曲線に連続する発熱ピーク曲線とを有し且つ40〜120℃における吸熱量(ΔHe)が1〜20J/gであると共に、120〜200℃にて発熱ピーク曲線とこの発熱ピーク曲線に連続する吸熱ピーク曲線とを有し且つ120〜200℃における吸熱量(ΔHm)が25J/g以上であることを特徴とする。
(もっと読む)
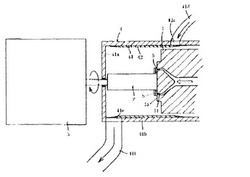
タイヤの製造装置、タイヤの製造方法およびタイヤ
【課題】チューブ体の外周部とトレッドの内周面とをその全域にわたって容易かつ確実に接合させる。
【解決手段】熱可塑性材料で形成されるとともにリム10の外周部に嵌合されるチューブ体21と、このチューブ体21の外周部に接合されたトレッド22と、を備えるタイヤ20を形成するタイヤの製造装置であって、内部空間Aに正の気体圧が付与されたチューブ体21をその内周部側から支持する内側支持体41と、チューブ体21に外嵌されたトレッド22をその外周部側から支持する外側支持体42と、チューブ体21とトレッド22との間を加熱して両者を接合する加熱手段と、を備える。
(もっと読む)
空気透過抑制フィルムを備えたゴム製品及びその製造方法
【課題】別途接着層を設ける必要がなく、かつ特性を低下させる第3成分を空気透過抑制フィルムに添加しなくても、被貼り合わせ部材であるゴム部材やゴム層に対する接着性を改善できるようにする。
【解決手段】耐空気透過性の樹脂成分Pを海相とし、ジエン系ゴムを含むゴム成分Eを島相とする海島構造の空気透過抑制フィルムFをインナーライナー8として備えた空気入りタイヤである。空気透過抑制フィルムFの一方面を表面処理して島相のゴム成分Eを表面に露出させる。表面処理した面をタイヤ内面側のジエン系ゴムからなる未加硫のゴム層6に貼り合わせ、露出させたゴム成分Eとゴム層6とをタイヤ加硫成形時に共架橋させることで空気透過抑制フィルムFをゴム層6に接着させる。
(もっと読む)
厚みのある脂肪族ポリエステル系樹脂発泡成形体とその製造方法
【課題】 厚みのある脂肪族ポリエステル系樹脂発泡成形体とその製造方法を提供すること。
【解決手段】 クロロホルム不溶分が25%以上で、厚みが60mmを超え200mm以下である脂肪族ポリエステル系樹脂発泡成形体を、好ましくは、加熱工程が、予熱工程と本加熱工程を含んでなり、脂肪族ポリエステル系樹脂のガラス転移温度(Tg)としたときに、予熱工程時の成形空間中心温度が、Tg+30(℃)を超えTg+60(℃)以下、本加熱工程時の成形空間中心温度が、Tg+30(℃)以上Tg+60(℃)以下で型内発泡成形を行うことで得る。
(もっと読む)
樹脂成形体およびその製造方法
【課題】本発明は、内部に複数の微細気泡を含有した成形体を得ることができる微細発泡樹脂成形体に関するもので、特に押出成形性、射出成形性に優れる発泡性組成物を提供することを目的とする。
【解決手段】熱可塑性樹脂からなる短径が30μm以上の成形体であり、1000個/mm2以上の気泡を含有し、かつ、気泡径0.5μm未満の気泡が気泡数全体の30%以上である、成形体。
(もっと読む)
ポリ乳酸系樹脂発泡成形体の製造方法
【課題】ポリ乳酸系樹脂発泡粒子を用いた型内発泡成形によって熱融着性、外観及び機械的強度に優れたポリ乳酸系樹脂発泡成形体を製造する方法を提供する。
【解決手段】ポリ乳酸系樹脂発泡成形体の製造方法は、チャンバーを備えた雌雄型1、2を型締めして形成されるキャビティ内にポリ乳酸系樹脂発泡粒子を充填した後、上記雌雄型のチャンバー11、21内に水蒸気及び60〜100℃の温水を供給し、上記水蒸気と上記温水とを接触させることによって霧状の水滴を発生させ、この霧状の水滴によって上記キャビティ内のポリ乳酸系樹脂発泡粒子を加熱して発泡させてポリ乳酸系樹脂発泡成形体を製造する。
(もっと読む)
タイヤトレッドブロック組成物
本発明は、硬化エラストマーと、エラストマー100重量部につき0.1〜10部の割合の1dtexあたり少なくとも6グラムの強度および1dtexあたり少なくとも200グラムのモジュラスを有することを特徴とする繊維とを含む、複合トレッドブロックを有するタイヤに関する。前記繊維の主要部分は、道路表面と接触するタイヤトレッドから発生する騒音が低減されるような方向に方向づけされている。 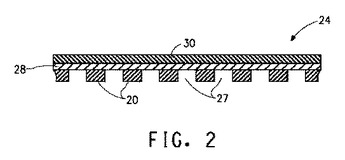 (もっと読む)
(もっと読む)
自己接着性複合補強材
下記を含むことを特徴とする、ジエンゴムマトリックスに硬化させることによって自己接着性であり、タイヤ用の補強要素として使用することのできる複合補強材(R‐2):
・少なくとも1本の補強用スレッド(20)、例えば、炭素鋼コード;
・上記スレッドを被覆する、ガラス転移温度がプラスである熱可塑性ポリマー、例えば、6,6 ポリアミドの第1層(21);および、
・上記第1層(21)を被覆する、ガラス転移温度がマイナスである不飽和熱可塑性スチレンエラストマー、例えば、SBS (スチレン/ブタジエン/スチレン)コポリマーを含む第2層(22)。
そのような複合補強材の製造方法、およびそのような複合補強材を組込んでいるゴム物品または半製品、特に、タイヤ。 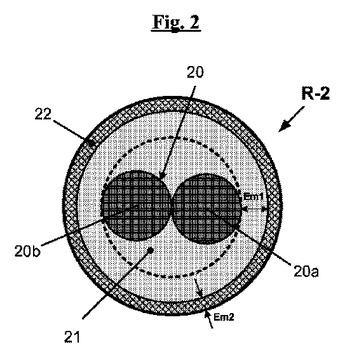 (もっと読む)
(もっと読む)
タイヤの製造方法、及び、金型
【課題】熱可塑性材料の注入圧力を低減させることによりビードコアの位置精度を向上させることができるタイヤの製造方法、及び、金型を提供することを課題とする。
【解決手段】金型10のキャビティS内の所定位置にビードコア11を配置し、熱可塑性の溶融樹脂を押圧してキャビティS内に注入するメルトキャスティングを行い、タイヤ骨格部材20を成形する。このようにメルトキャスティングを行って熱可塑性の溶融樹脂を押圧して注入するので、射出成形することに比べ、押圧力を著しく低くすることができる。従って、注入しているときのビードコア11の動きを抑え易いので、ビードコア11の位置精度を容易に高くすることができる。また、金型10の耐圧構造を大幅に簡素にすることができる。
(もっと読む)
タイヤ及びその製造方法
【課題】熱可塑性材料を骨格部材に用いたタイヤについての製造コストの低減を図る。
【解決手段】タイヤのクラウン部12に対応した形状14と、サイド部16に対応した形状18と、ビード本体20に対応した形状22と、ビードコア位置決め用の折返し部26に対応した形状28と、を有する金型30を用い、熱可塑性材料からなるシート32を加熱して軟化させ、金型30に密着させて固化させることで、折返し部26を一体的に有するタイヤ骨格部材34を成形し、該タイヤ骨格部材34を用いてタイヤを製造する。
(もっと読む)
1 - 20 / 54
[ Back to top ]