
Fターム[4F212AD16]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (158) | 形状、構造 (105) | 繊維製品(編織物、不織布、長繊維物、コード) (54)
Fターム[4F212AD16]に分類される特許
1 - 20 / 54
ゴム部材の接合装置及び接合方法
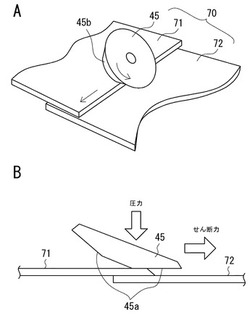
【課題】ゴム部材の端部同士を重ねて接合する際に、接合面積を増大させることで従来よりも少ない接合面積で接合できるようにする。
【解決手段】ゴム部材(タイヤ構成部材)70の一方の端部71を上側に他方の端部72を下側に重ね合わせて、前記ゴム部材70の端部同士を接合するための接合装置であって、傾斜軸の回りで回転する押圧ロール(円盤状ロール)45を、前記重ね合わせたゴム部材70の上側端部71に押し付けて転動させ、その時生じるせん断力で、前記上側端部71を延伸させ、前記両端部71、72間の接合面積を増大する。
(もっと読む)
カーカスバンド成型システム及び該カーカスバンド成型システムを用いたカーカスバンドの成型方法

【課題】内外2層の円筒状カーカスプライ素材を備えてなるカーカスバンドの成型に係る時間を短縮するカーカスバンド成型システム、及びカーカスバンドの成型方法を提供する。
【解決手段】本発明のカーカスバンド成型システムは、第1及び第2の未加硫帯状カーカスプライ素材を供給する供給手段10と、第1及び第2の円筒状カーカスプライ素材を成型する、第1及び第2の、それぞれ少なくとも1個の成型ドラム20A、20Bを、各成型ドラムの中心軸線m1、m2の周りに回転可能に支持するとともに、供給手段10に隣接する位置と離隔する位置との間で変位させるドラム支持手段30と、各成型ドラム20A、20Bの周りに供給された未加硫帯状カーカスプライ素材の両端部を接合する外側接合手段40と、第1の成型ドラム20A上で円筒状に成型された第1の円筒状カーカスプライ素材を外周面側から保持する移載手段50を備える。
(もっと読む)
空気入りタイヤの製造方法、及び空気入りタイヤ
【課題】軽量化と耐カット性とを両立させた空気入りタイヤを高精度かつ高品質で形成する。
【解決手段】サイドウォールゴムとカーカスとの間に配されるサイド保護層を具える空気入りタイヤの製造方法であって、剛性中子上にタイヤ構成部材を順次貼り付けて生タイヤを形成する生タイヤ形成工程と、生タイヤを前記剛性中子ごと加硫金型内に投入して加硫成形する加硫工程とを具える。生タイヤ形成工程は、縦糸と横糸とを織合わせた網状織物がトッピングゴムによって被覆された巾狭帯状の網状織物テープを、剛性中子上で、渦巻き状に巻回することによりサイド保護層を形成するサイド保護層形成行程を含む。
(もっと読む)
ブラダーおよびそれを用いたタイヤ製造方法
【課題】カーカス層のスプライス部の存在に起因してサイドウォール部において発生する凹凸構造(バンピーサイド故障)を低減する空気入りタイヤの提供。
【解決手段】タイヤ成形時に使用するブラダーのカーカススプライス部が当接する部分に凹部を形成する。タイヤ成形時にブラダーに設けたこの凹部にカーカススプライス部を配置し、このカーカススプライス部にブラダーの凹部を、インナーライナー層を介して当接した状態で、ブラダー内部から加圧流体を供給しブラダーをインフレートして、グリーンタイヤを加硫する。このブラダー凹部は少なくともタイヤサイドウォール部内面に当節する範囲のブラダー部位に配置される。ブラダー凹部のサイズに関しては、タイヤ周方向長さはカーカススプライス長さの1〜5倍であり、凹部の最大深さはカーカス層厚さの0.5〜3倍であることを特徴とする。
(もっと読む)
自動車用内装基材の製造方法
【課題】十分な剛性を有し軽量でかつ安価な自動車用内装基材の製造方法を提供する。
【解決手段】グラスファイバーの不織布からなるシート状のマット材7にウレタン生成液Lを含浸させ、ウレタン生成液Lの含浸した上記マット材7を加熱して当該マット材7内でウレタン発泡させるとともに熱硬化させる。
(もっと読む)
空気入りタイヤ用のカーカスプライ素材の端面接合方法及び接合装置
【課題】高効率且つ高精度の端面接合を実現し得る空気入りタイヤ用のカーカスプライ素材の端面接合方法及び接合装置を提供する。
【解決手段】本発明の空気入りタイヤ用のカーカスプライ素材の端面接合方法は、カーカスプライ素材3の巻付け始端側の端部分3aを、成型ドラム2の一方の吸着手段4aに吸着させて該成型ドラム2を回動変位させ、巻付け終端側の端部分3bを、他方の吸着手段4bに吸着させて、前記カーカスプライ素材3を巻き付け、成型ドラム2を縮径変形させて始終夫々の端部分3a,3bを相互に接近させるとともに、カーカスプライ素材3の各々の前記端部分3a,3bに撓み部8を形成した後、外側引寄せ爪6及び内側引寄せ爪5の夫々を作動させて始終の夫々の端面3c,3dを接合させる。
(もっと読む)
カーカスバンド部材の搬送装置
【課題】筒状のカーカスバンド部材を搬送機によってタイヤ成形ドラムへ搬送する際の必要スペースを小さくすることができるカーカスバンド部材の搬送装置を提供する。
【解決手段】筒状のカーカスバンド部材Bに内挿されて、このカーカスバンド部材Bを保持する複数のアーム3を備えた自走式の搬送機2と、搬送機2をタイヤ成形ドラム11に案内する案内溝8とを備え、案内溝8がタイヤ成形ドラム11のドラム軸方向端部近傍からドラム軸方向に延び、途中の1箇所で屈曲してドラム軸方向に対して0°〜150°の開き角度Aで延設され、搬送機2が、アーム3の長手方向を案内溝8の延設方向に向けて移動する。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】製造が容易で確実に空洞共鳴音の低減を図ることのできる空気入りタイヤ及びその製造方法を提供する。
【解決手段】タイヤ内面に複数種類の短繊維10が接着剤にて固着されて設けられていることを特徴とする空気入りタイヤ、並びに、タイヤ内面に接着剤を塗布する工程と、前記接着剤を塗布した部位に複数種類の短繊維10を接着させる工程とを有することを特徴とする空気入りタイヤの製造方法である。前記複数種類の短繊維10は、複数種類の長さの短繊維からなることも、複数種類の材質の短繊維からなることも好ましい。
(もっと読む)
ゴム部材裁断装置及び帯状ゴム部材の製造方法
【課題】スチールコードをゴム被覆した長尺のゴム部材を、所要の角度、及び長さで切断するにあたり、その精度を高めたゴム部材裁断装置を提供する。
【解決手段】本発明のゴム部材裁断装置は、スチールコードをゴム被覆した、所定幅のゴム部材を巻回してなる巻取ロール1を、固定テーブル5の周りに揺動可能に配設し、固定テーブル5に、厚み方向に貫通するスロット5a、及び加圧空気噴出口5bを設けるとともに、固定テーブル5の下面側に、複数の電磁石4aを設けた繰出し装置4を配設し、各電磁石4aを固定テーブル上のゴム部材に対して昇降させる昇降駆動手段、及びスチールコードに吸着する磁力を付与する給電手段のそれぞれを設け、スチールコードに磁気吸着してゴム部材を上昇姿勢に保持したそれぞれの電磁石4aを、加圧空気の噴出下で、スロットの延在方向に繰出し変位させる進退駆動手段をもうけてなる。
(もっと読む)
炭素繊維強化熱可塑性樹脂サンドイッチ成形体、およびその製造方法
【課題】リサイクル性の優れた熱可塑性樹脂をマトリクスとした軽量で、且つ、高剛性の炭素繊維強化サンドイッチ成形体を提供する。
【解決手段】炭素繊維強化熱可塑性樹脂複合材料をスキン層とし、密度が0.1〜0.8g/cm3の熱可塑性発泡樹脂層をコア層とする炭素繊維強化熱可塑性樹脂サンドイッチ成形体であって、コア層が未発泡状態の発泡粒子を含んだ熱可塑性樹脂層を得た後、熱可塑性樹脂層中の発泡粒子を膨張させて得られる。
(もっと読む)
ゴムシートの切断装置および生タイヤの製造方法
【課題】製造コストやランニングコストを抑えつつ、生成される切断面にコードが露出することを抑制し、ゴムシートを精度よく確実に切断する。
【解決手段】内部に長手方向に交差する交差方向に延びるコードが複数埋設された長尺状のゴムシートWを、前記交差方向に切断するゴムシートの切断装置1であって、ゴムシートWが載置される載置面11、および載置面11に形成され前記交差方向に延びる凹条部12を有する載置台13と、載置面11に対して進退可能に配設されるとともに前進移動時に凹条部12内に進入しかつ載置面11を超える切断刃14と、を備え、載置面11を挟む切断刃14の反対側には、載置面11上に載置されるゴムシートWとの間に隙間が設けられ、かつ前進端位置に位置した切断刃14が間に進入する一対の支持壁部24が配設されている。
(もっと読む)
ジョイントレスバンドの製造方法
【課題】糸本数をカウントすることなく、所定の糸本数のジョイントレスバンドを得ることができ、しかも、作業時間を大幅に短縮できる。
【解決手段】前キャメロンをジョイント部の手前までスリットする第1のスリット工程と、ジョイントレスバンドの糸本数と相関にあるジョイントレスバンドの幅寸法に基づいて、フローティングナイフの位置の調整を行い、フローティングナイフを位置においてロック状態にする第1のナイフ位置調整工程と、キャメロンのジョイント部を超えて後キャメロンまでスリットを行うジョイント部通過工程と、切断寸法チェックのためのスリットを行う第2のスリット工程と、ジョイントレスバンドの幅寸法を検知する検知工程と、検知情報に基づいて、フローティングナイフの位置を調整する第2のナイフ位置調整工程と、第2のナイフ位置調整工程の後に、キャメロンをジョイントレスバンドに切り分ける工程とを備えている。
(もっと読む)
タイヤ用プライ材料の製造方法
【課題】タイヤ用プライ材料を、効率よくかつ高品質で形成する。
【解決手段】コード並列体とゴムテープとを、ドラムに螺旋状に巻回し、円筒状のコード入り巻回体を形成する巻回工程を含む。ドラムは、ドラム軸方向の後方側に一定速度で移動する。前記ゴムテープは、前記ドラムが一回転する際のドラム軸方向の移動距離Lの2倍の巾Wgをすることにより、ゴムテープのドラム軸方向の後方側半巾部分は、一周前に巻回されるゴムテープのドラム軸方向の前方側半巾部分上に重なる重なり部を形成する。前記コード並列体は、前記重なり部におけるゴムテープの後方側半巾部分と前方側半巾部分との間に配されることにより、コード並列体の半径方向内外面がゴムテープによって被覆される。
(もっと読む)
タイヤのカーカス材料の製造方法及びタイヤのカーカス材料
【課題】生産性に優れかつタイヤのユニフォミティを向上するのに役立つ。
【解決手段】一定の幅でかつロール状に巻取られる長尺なタイヤのカーカス材料1を製造する方法である。カーカス材料1の長手方向に沿って太さが250dtex以下の縦糸2を間隔をあけて平行に配列した縦糸配列体4を供給する工程と、供給された縦糸配列体4の縦糸2と直交する向きに、カーカス材料1の幅寸法を有したカーカスコード3Aからなる横糸3を織り込んで織物1Aを形成する工程とを含む。
(もっと読む)
コード入りゴム状材料の切断方法および装置
【課題】ゴム状材料16を円滑にかつ正規の位置において容易に搬送する。
【解決手段】支持ブロック20を、ゴム状材料16の搬送時には、ゴム状材料16の幅方向中央部直下まで下降させて没入退避させる一方、ゴム状材料16の切断時には、支持ブロック20を上昇させてゴム状材料16の幅方向中央部を搬送コンベア11より上方に持ち上げた後、コード17に沿ってカッター54を移動させるようにしたので、ゴム状材料16の搬送時にゴム状材料16が支持ブロック20と摺接することはなく、しかも、ゴム状材料16の搬送再開時に支持ブロック20の案内溝25にゴム状材料16の切断始端が引っ掛かるようなこともない。
(もっと読む)
タイヤの製造方法及びタイヤ
【課題】樹脂材料を用いて形成されたタイヤ骨格部材の外周面に対して補強コード部材を凹凸が発生しないように配設できるようにする。
【解決手段】タイヤ骨格部材半体17Aの製造には、タイヤ外面側を成形する外金型42と、タイヤ内面側を成形する内金型44とを有する金型40を用いる。補強コード部材配設工程では、金型40を開き、外金型42におけるタイヤ骨格部材半体17Aの外周部を成形する部位に円筒形状の被覆コード部材26を配設する。この際、被覆コード部材26を外金型42に形成された凹部42Aに配設する。
(もっと読む)
裏面材、及びシートクッションの製造方法
【課題】シートクッション用成形型の型内面にセットした際に、型内面から浮き難い裏面材を提供する。
【解決手段】裏面材100は、シートクッションの背もたれ部の裏面に一体化される背部布110と、シートクッションのヘッドレスト部の凹部の内面に一体化され、下方に開口するとともに頂辺が円弧状に形成される袋状の頭部布120とを備える。頭部布120の先端部分は、凹部の前方側の内面形状に合わせて形成される頭前面部121と、凹部の後方側の内面形状に合わせて形成される頭後面部122とからなり、頭後面部122は、3つに分割された状態で頭前面部121の円弧状の頂辺から3方向に延出された第1頭部分割片122a〜cを、頂辺に沿って折り返すとともに互いを縫い合わせて形成されている。
(もっと読む)
タイヤケース及びタイヤトレッドの製造方法及び製造装置
【課題】内部のベルトの変形が生じないタイヤケース及びタイヤトレッドの円周方向に継ぎ目のないタイヤトレッドを少ない加硫工程によって効率良く製造することが可能なタイヤケース及びタイヤトレッドの製造方法及び製造装置を提供する。
【解決手段】未加硫のタイヤケース及び未加硫のタイヤトレッドを単一のモールドにより加硫し、加硫済みタイヤケース及び加硫済みタイヤトレッドを個別に製造する方法であって、モールド内に配置される未加硫のタイヤケースよりも半径方向外側にタイヤケースの外周面を取り囲む円環状金属板を配置し、円環状金属板よりも半径方向外側に円環状金属板の外周面に接するように円環状に形成された未加硫のタイヤトレッドを配置する形態とした。
(もっと読む)
車両用内装部材の製造方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
タイヤの製造方法、タイヤの製造装置、及びタイヤ
【課題】樹脂材料を用いて形成されたタイヤ骨格部材の外周面に対して補強コード部材を均等な圧力で押圧しながら巻き付けるタイヤの製造方法を提供すること。
【解決手段】樹脂材料を用いて軸方向の中央部よりも端部側で外径が小さい環状のタイヤケース17を形成する骨格形成工程と、タイヤケース17の外周面17Sの中間部及び端部側へ補強コード部材26を押圧ローラ113によって押圧しながら巻き付けて外周面17S上に補強層28を形成する補強層形成工程と、を備え、補強層形成工程では、タイヤケース17の軸方向断面視における外周面17Sの方向に応じて押圧ローラ113の押圧方向を変化させることから、タイヤケース17の外周面17Sに対して補強コード部材26を均等な圧力で押圧しながら巻き付けることができる。
(もっと読む)
1 - 20 / 54
[ Back to top ]