
Fターム[4F212AR02]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 調整制御量(制御の対象) (420) | 力 (63) | 圧力 (41)
Fターム[4F212AR02]の下位に属するFターム
樹脂圧
Fターム[4F212AR02]に分類される特許
1 - 20 / 41
成形された膨張可能な材料
車両用フロアスペーサ、および、車両用フロアスペーサ成形方法
【課題】実用性の高い車両用フロアスペーサ及び、それの成形方法を提供する。
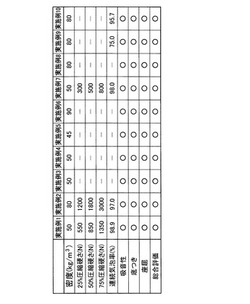
【解決手段】ウレタンフォーム原料によって金型内部で成形される車両用フロアスペーサにおいて、連続気泡率(ASTM D 2856−94)が、75%以上であり、密度(JIS K 7222)が、40〜95kg/m3であり、25%圧縮硬さが300N以上、かつ、50%圧縮硬さが500N以上、かつ、75%圧縮硬さが800N以上とする。また、金型内部でフロアスペーサを成形する方法において、多価アルコールにエチレンオキサイドを付加重合させることにより得られる官能基数4〜6、水酸基価400〜500のポリエーテルポリオールであり、EO率が35%以上であり、全ポリオールに対して2〜15質量%となるポリエーテルポリオールをウレタンフォーム原料として採用する。これにより、低密度化、高い圧縮硬度、高い吸音性を実現することが可能となる。
(もっと読む)
発泡樹脂容器及びその製造方法
【課題】軽量化と、容器を複数段積み上げての使用に耐えうる座屈強度を備えた発泡樹脂容器を提供することを課題とする。
【解決手段】24万〜35万の重量平均分子量Xを有する発泡ポリスチレン系樹脂粒子が充填された金型を蒸気圧Yの蒸気により加熱成形することで、上面に開口部を有する発泡樹脂容器を製造する方法であり、前記加熱成形が、下記式4.09X×10-7−0.0582≦Y≦3.64X×10-7−0.0273を満たす前記重量平均分子量Xと蒸気圧Yとの関係のもとで行われることを特徴とする発泡樹脂容器の製造方法により上記課題を解決する。
(もっと読む)
金型、金型の排気孔閉鎖部材、及び、発泡成形体の製造方法

【課題】発泡成形時に排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、且つこの排気孔にキャビティ内の発泡樹脂が侵入することをより確実に防止することが可能であると共に、発泡成形体の意匠性を良好なものとすることが可能な金型、金型の排気孔閉鎖部材、及び発泡成形体の製造方法とを提供する。
【解決手段】排気孔閉鎖部材10は、金型1の排気孔5からキャビティ4内へ進出して該排気孔5を開放した排気孔開放位置と、該排気孔5内に後退して該排気孔5を閉鎖した排気孔閉鎖位置とをとりうるように進退可能な開閉部材11、及び、該開閉部材11を該排気孔開放位置に付勢した付勢部材12を有しており、該付勢部材12は、発泡成形時において、該排気孔開放位置にある該開閉部材11に対し、該キャビティ4内に充満してきた発泡合成樹脂から押圧力が加えられたときに、該開閉部材11が該排気孔閉鎖位置に後退することを許容するように構成されている。
(もっと読む)
タイヤ構成部材の圧着装置及びタイヤ製造方法
【課題】未完成タイヤにタイヤ構成部材を簡易な構成で容易且つ確実に貼り付ける。
【解決手段】ステッチングロール11により、回転する台タイヤ2にプレキュアトレッド3を圧着する圧着装置であって、前記台タイヤ2の回転軸線と平行に配置された1本のネジ軸25と、前記ネジ軸25に螺合するナットを備えた台座12と、前記ネジ軸25を回転駆動するモータMと、前記台座12に対して前記台タイヤ2の回転軸線方向に進退自在に取り付けられ、前記台タイヤ2にプレキュアトレッド3を押圧する空気入りゴムロールから成るステッチングロール11と、前記ステッチングロール11の空気圧を調整する空気圧調整手段と、を有する。
(もっと読む)
改質ポリプロピレン系樹脂の予備発泡粒子および発泡成形体の製造方法
【課題】機械特性、耐熱性、耐薬品性および成形性などに優れた高発泡倍率の改質ポリプロピレン系樹脂の予備発泡粒子およびその発泡成形体の製造方法を提供する。
【解決手段】ポリプロピレン系樹脂100重量部を、多官能性単量体を0.1〜1重量%含む芳香族系ビニル単量体40〜100重量部に由来する改質ポリプロピレン系樹脂粒子を用い、前記改質ポリプロピレン系樹脂粒子100重量部に対して発泡剤20〜50重量部を用いて含浸処理して発泡性改質ポリプロピレン系樹脂粒子を得、得られた発泡性改質ポリプロピレン系樹脂粒子を0.1〜0.2MPaの圧力の加熱水蒸気で5〜60秒間加熱することで予備発泡させて、嵩密度が0.01〜0.07g/cm3である改質ポリプロピレン系樹脂の予備発泡粒子を得ることを特徴とする予備発泡粒子の製造方法。
(もっと読む)
防蟻剤を含有する発泡樹脂複合構造体およびその製造方法並びに発泡樹脂複合構造体を用いた白蟻防除方法
【課題】発泡樹脂製の母材の連通孔に防蟻剤を含有する充填材料を充填して成る発泡樹脂複合構造体であって、難燃性が損なわれ難く優れた防蟻効果を有する発泡樹脂複合構造体およびその製造方法並びに発泡樹脂複合構造体を用いた白蟻防除方法を実現する。
【解決手段】独立気泡構造が形成された発泡ビーズ1c間に空隙1dが形成されるとともに空隙1d間が連通することにより一の面1aから他の面1bに連通した連通孔1eが存在し、かつ、酸素指数が21より大きい母材1と、酸素指数が21より大きく防蟻剤が含有された充填材料4を母材1の空隙1dおよび連通孔1eに充填する充填装置10とを用意し、充填材料4の母材1に対する充填率を充填材料4の種類に応じて0.1〜4.5vol%の範囲から決定し、その決定した充填率にて充填材料4を充填装置10を用いて母材1の空隙1dおよび連通孔1eに充填する。
(もっと読む)
タイヤ成型装置及びタイヤ製造方法
【課題】プライを積層するときに離型剤を使用することなく複数のプライを効率よく積層し、タイヤの生産性及び作業環境を向上させることのできるタイヤの成型装置及び製造方法を提供する。
【解決手段】成型ドラムに配設された下層プライの外周面に円筒状に成型された上層プライを積層するタイヤの成型装置であって、上層プライを成型ドラムの回転軸と同軸上において保持するプライ供給手段と、プライ供給手段により保持された上層プライの一端側を把持し、当該上層プライを拡径させた状態で下層プライ側に搬送するプライ積層手段と、プライ積層手段によって搬送される上層プライと、下層プライとの間に空気を供給する空気供給手段とを備えるようにした。
(もっと読む)
発泡成形体及びその製造方法
【課題】水蒸気の使用量を低減でき、融着率及び加熱寸法安定性の向上した発泡成形体の製造方法を提供することを課題とする。
【解決手段】ポリプロピレン系樹脂とポリスチレン系樹脂とを含む予備発泡粒子を、成形型内で、任意に成形型加熱工程(I)と一方加熱工程(II)と逆一方加熱工程(III)、及び両面加熱工程(IV)に付すことにより得られ、前記両面加熱工程(IV)が、密閉系で20秒以上行われ、前記工程(I)〜(IV)が、式a+b+c<d(式中、aは前記成形型加熱工程(I)に要する時間、bは前記一方加熱工程(II)に要する時間、cは前記逆一方加熱工程(III)に要する時間、dは前記両面加熱工程(IV)に要する時間を意味する)の条件を満たすことを特徴とする発泡成形体の製造方法により上記課題を解決する。
(もっと読む)
未加硫タイヤの製造装置および未加硫タイヤの製造方法
【課題】高精度な未加硫タイヤを形成すること。
【解決手段】押出機2と、回転可能に支持されたドラム3と、押出機2から押し出されたゴム部材をドラム3に搬送する複数のコンベア4、5と、該複数のコンベア4、5上でゴム部材からその先端側部分を切り離してタイヤ構成部材を形成する切断手段6と、を備え、複数のコンベア4、5のうち、搬送方向の最も下流側に位置する送出コンベア5が、タイヤ構成部材をドラム3に送り出しながら、ドラム3が回転することで、タイヤ構成部材をドラム3の外周面3b側に巻き付けて未加硫タイヤを形成する未加硫タイヤの製造装置1であって、複数のコンベア4、5上でゴム部材の断面形状を測定する形状測定手段8と、形状測定手段8により測定された断面形状データに基づいて、送出コンベア5の送出コンベア速度とドラム3の回転速度との速度比を制御する制御部12と、を備えている未加硫タイヤの製造装置1を提供する。
(もっと読む)
発泡性熱可塑性樹脂粒子の予備発泡方法、予備発泡粒子および発泡成形体
【課題】予備発泡粒子同士の合着を引き起こさず、予備発泡時間を大幅に短縮することができる発泡性熱可塑性樹脂粒子の予備発泡方法を提供することを課題とする。
【解決手段】融点が117〜145℃であるポリオレフィン系樹脂100重量部に対してポリスチレン系樹脂100〜400重量部を含有する発泡性熱可塑性樹脂粒子を、密閉した予備発泡槽内で、0.02〜0.15MPaの予備発泡槽内のゲージ圧力下で予備発泡させて予備発泡粒子を得ることを特徴とする発泡性熱可塑性樹脂粒子の予備発泡方法により課題を解決する。
(もっと読む)
ゴム製品の製造方法および装置
【課題】無駄な材料の発生を阻止しながら生産コストを低下させ、設備の大型化を防止する。
【解決手段】帯状部材12の接合面(側端面)に多数の突起47が設けられた加工具38の加工面43を摺接させるとともに、帯状部材12を加工具38に対して移動させることで前記接合面を粗面化したので、該接合面の粘着性が長期保管等により低下していても、前記粗面化により新鮮な未加硫ゴムが接合面に露出するとともに、該接合面は接合に好適な平坦形状に整えられる。その後、ゴム部材の接合面同士を接合するようにすれば、その接合強度を容易に向上させることができる。
(もっと読む)
成形体の製造方法
【課題】二次発泡の発泡倍率が高く、かつ、高いクッション性を有する成形体の製造方法を提供する。また、型形状の賦形性が良く、特に絞り形状部を有する場合、絞り形状部における成形体の外観に優れる成形体の製造方法を提供する。
【解決手段】第一の発泡シートからなる基材層と、この基材層の上に設けられた第二の発泡シートからなる中間層と、この中間層の上に設けられた非発泡シートからなる表皮層と、を有する積層体からなる成形体の製造方法であって、前記積層体の基材層側の面を、前記表皮層側の面の表面温度よりも高い温度となるよう加熱する加熱工程と、密閉可能な成形型のキャビティ内に、加熱された前記積層体を、この積層体の少なくとも一方の面が、対向する成形型のキャビティ面に直接接触しないよう配置し、前記成形型を型締する型締工程と、前記キャビティ内の圧力を減少させて前記積層体を膨張させる減圧工程と、前記減圧工程を経た積層体を冷却する冷却工程と、を有する。
(もっと読む)
発泡成形体の製造方法、発泡成形体及び該発泡成形体からなる車両用ラゲージボックス
【課題】 凹凸模様を有する成形金型を用いることなく、発泡成形体の表面の全域に凹凸を形成することができ、意匠性を向上させることができると共に、表面に傷等が付き難い発泡成形体を得ることができる発泡成形体の製造方法を提供することを課題とする。また、かかる方法によって成形された発泡成形体及び該発泡成形体からなる車両用ラゲージボックスを提供することを課題とする。
【解決手段】 成形金型内の成形空間に充填された複数の発泡樹脂粒子を型内成形して一次成形体を形成する発泡成形工程と、成形空間から取りだされた一次成形体を加温することで一次成形体の少なくとも表面を再膨張させて凹凸を形成する凹凸形成工程とを備えることを特徴とする。
(もっと読む)
プレキュアトレッドの製造方法および装置並びにプレキュアトレッド
【課題】加硫時に未加硫トレッド13に付与されている圧力を容易かつ高精度で調節する。
【解決手段】未加硫トレッド13に付与されている圧力を該未加硫トレッド13に直接接触しながら検出する第1、第2検出センサ34、37を加硫金型22内に設け、前記第1、第2検出センサ34、37により検出された圧力に基づき型締め手段25の流体シリンダ40による型締め力を変化させるようにしたので、未加硫トレッド13に加硫金型22から付与されている圧力を容易かつ高精度で所定範囲内に収めることができる。
(もっと読む)
樹脂成形体およびその製造方法
【課題】本発明は、内部に複数の微細気泡を含有した成形体を得ることができる微細発泡樹脂成形体に関するもので、特に押出成形性、射出成形性に優れる発泡性組成物を提供することを目的とする。
【解決手段】熱可塑性樹脂からなる短径が30μm以上の成形体であり、1000個/mm2以上の気泡を含有し、かつ、気泡径0.5μm未満の気泡が気泡数全体の30%以上である、成形体。
(もっと読む)
ポリオレフィン系樹脂発泡粒子
【課題】表面が美麗で、均一な融着性を示し、更に変形やヒケの無いポリオレフィン系樹脂型内発泡成形体を得ることができるポリオレフィン系樹脂発泡粒子の提供。
【解決手段】0.18MPa以上0.22MPa以下の所定の内圧が付与されたポリオレフィン系樹脂発泡粒子を、型内発泡成形装置に備えてなる固定型と移動型から構成される成形空間に、該成形空間容積の80%充填し、(1)予備加熱工程、(2)一方加熱工程をそれぞれ3秒以上、且つ一方加熱工程時の前記成形空間内圧力が0.01MPa(G)以上となるように行った後、ポリオレフィン系樹脂発泡粒子を取り出し、乾燥後得られる該ポリオレフィン系樹脂発泡粒子の真空嵩密度と、該ポリオレフィン系樹脂発泡粒子の嵩密度で表される一方加熱終了後の前記ポリオレフィン系樹脂発泡粒子の二次発泡力が1.00より大きく1.25より小さいポリオレフィン系樹脂発泡粒子。
(もっと読む)
高圧処理方法および高圧処理装置
【課題】超臨界または亜臨界状態の二酸化炭素で高圧処理を行った後に、短時間で減圧ができ、しかも高い回収率で二酸化炭素を回収することのできる高圧処理方法を提供する。
【解決手段】高圧処理チャンバー内で被処理体と高圧二酸化炭素とを接触させることで被処理体の高圧処理を行った後、上記チャンバー内を大気圧まで減圧する高圧処理方法において、上記チャンバーの下流に二酸化炭素の回収容器を配設すると共に、上記チャンバー内の高圧二酸化炭素を上記回収容器の内圧を上昇させながらガス状を含む二酸化炭素として受け入れ、このガス状二酸化炭素を液化して回収する工程を含むことを特徴とする高圧処理方法である。
(もっと読む)
タイヤ成型ドラム
【課題】成型ドラム10は、折返しブラダやセンタブラダの内圧の制御、ならびに/もしくは、内圧異常の発信を正確に行わせることのできる成型ドラムを提供する。
【解決手段】折返しブラダ3、4やセンタブラダ6のうち少なくとも1つのブラダについて、その内腔部23、24、26の圧力を検知する内圧センサ31を内蔵したセンサモジュール30を内腔部23、24、26内に設け、これらセンサモジュール31を、ドラム本体の外周面より半径方向内側に配置している。
(もっと読む)
容器成形用ポリ乳酸系樹脂発泡粒子及びその製造方法、並びに、容器成形用ポリ乳酸系樹脂発泡粒子を用いたポリ乳酸系樹脂発泡容器の製造方法
【課題】型内発泡成形によって耐熱性、耐油性及び機械的強度に優れたポリ乳酸系樹脂発泡容器を得ることができる容器成形用ポリ乳酸系樹脂発泡粒子を提供する。
【解決手段】容器成形用ポリ乳酸系樹脂発泡粒子の製造方法は、回転刃5をノズル金型1の前端面に常時、接触させながら所定回転数で回転させ、ノズル金型から押出発泡されたポリ乳酸系樹脂押出物を上記回転刃によって切断しているので、ポリ乳酸系樹脂押出物を確実に切断して、略球状のポリ乳酸系樹脂発泡粒子を得ることができる。従って、ポリ乳酸系樹脂発泡粒子を型内発泡成形に用いた場合には、ポリ乳酸系樹脂発泡粒子は全方向に略均一に発泡して、発泡粒子同士が互いに全方向において強固に熱融着一体化する。
(もっと読む)
1 - 20 / 41
[ Back to top ]