
Fターム[4F212AR06]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 調整制御量(制御の対象) (420) | 温度、熱量 (62)
Fターム[4F212AR06]に分類される特許
1 - 20 / 62
発泡体の成形方法
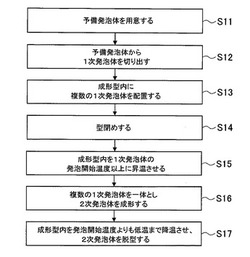
【課題】極めて複雑な形状を呈する発泡体の作製に際して、発泡体の充填不良と密度ばらつきを抑制することができ、所望の密度分布を備えた高品質の発泡体を得ることのできる発泡体の成形方法を提供する。
【解決手段】それぞれが固有の発泡倍率を備えた複数の1次発泡体11〜21を成形型K内に配置する第1の工程と、成形型K内を1次発泡体11〜21の発泡開始温度以上に昇温させて成形型K内の複数の1次発泡体11〜21を発泡させ、複数の1次発泡体11〜21を一体として2次発泡体100を成形する第2の工程と、からなる。
(もっと読む)
微細貫通孔成形装置、微細貫通孔成形品の製造方法、およびその方法により製造されたミスト形成用フィルター

【課題】簡易かつ短時間に、合成樹脂のシートに多数の微細な貫通孔を容易に形成することが可能な微細貫通孔成形装置を提供する。
【解決手段】受台と、受台上に保持され、耐熱性を有するとともに合成樹脂製の基材シートを支持するバックシートと、バックシート上方に配置され、下方部に多数の突状部を有する超音波成形型と、を備えた微細貫通孔成形装置であって、前記受台は、受台上面を所望の温度に加温して、前記バックシート上方に配置された基材シートを所望の温度に加熱できる温度制御装置を備え、前記超音波成形型は、上下方向に移動可能となり、かつ前記突状部が超音波振動し、前記受台を加温して、前記基材シートを、合成樹脂のガラス転移温度ないし軟化温度付近まで加熱するとともに、前記超音波成形型が下降して、前記突状部が前記基材シートに当接し、基材シートを振動加熱して基材シートを振動加熱し、前記突状部を基材シート下面まで貫入させ、基材シートに多数の微細貫通孔を形成する。
(もっと読む)
複合構造部材の製造方法および複合構造部材
【課題】外壁と発泡層とが十分に密着し、耐熱性および剛性に優れた複合構造部材の簡便な製造方法を提供することを課題とする。
【解決手段】外壁から構成される空間内に、芳香族ポリエステル系樹脂の1次発泡粒子を充填し、前記1次発泡粒子を加熱して2次発泡させることにより、前記1次発泡粒子に由来する発泡層と前記発泡層が密着した外壁とから構成される複合構造部材を得る工程を含み、前記外壁が前記2次発泡により生じる気体の通過可能な孔を有し、前記1次発泡粒子が3〜15%の第1結晶化度を有し、前記発泡層が10〜40%の第2結晶化度を有し、かつ、前記第1結晶化度と前記第2結晶化度とが式(1):第2結晶化度≧第1結晶化度+3%を満たすことを特徴とする複合構造部材の製造方法により課題を解決する。
(もっと読む)
予備発泡装置およびそれを用いた予備発泡方法
【課題】予備発泡粒子の粒子径のばらつきを小さく抑えることができる予備発泡装置およびそれを用いた予備発泡方法を提供すること。
【解決手段】発泡性樹脂粒子が投入される発泡室10と、この発泡室10内に重力に沿った方向に加熱媒体を噴出して前記発泡性樹脂粒子を予備発泡させる加熱媒体噴出部20とを備え、前記加熱媒体噴出部20は、重力に沿った方向から見た前記発泡室10内の外周領域R3への単位容積当たりの加熱媒体による供給熱量が中央領域R1への単位容積当たりの加熱媒体による供給熱量よりも多くなるよう加熱媒体を噴出する構成を有することを特徴とする予備発泡装置。
(もっと読む)
炭素繊維強化熱可塑性樹脂サンドイッチ成形体、およびその製造方法
【課題】リサイクル性の優れた熱可塑性樹脂をマトリクスとした軽量で、且つ、高剛性の炭素繊維強化サンドイッチ成形体を提供する。
【解決手段】炭素繊維強化熱可塑性樹脂複合材料をスキン層とし、密度が0.1〜0.8g/cm3の熱可塑性発泡樹脂層をコア層とする炭素繊維強化熱可塑性樹脂サンドイッチ成形体であって、コア層が未発泡状態の発泡粒子を含んだ熱可塑性樹脂層を得た後、熱可塑性樹脂層中の発泡粒子を膨張させて得られる。
(もっと読む)
改質ポリプロピレン系樹脂の予備発泡粒子および発泡成形体の製造方法
【課題】機械特性、耐熱性、耐薬品性および成形性などに優れた高発泡倍率の改質ポリプロピレン系樹脂の予備発泡粒子およびその発泡成形体の製造方法を提供する。
【解決手段】ポリプロピレン系樹脂100重量部を、多官能性単量体を0.1〜1重量%含む芳香族系ビニル単量体40〜100重量部に由来する改質ポリプロピレン系樹脂粒子を用い、前記改質ポリプロピレン系樹脂粒子100重量部に対して発泡剤20〜50重量部を用いて含浸処理して発泡性改質ポリプロピレン系樹脂粒子を得、得られた発泡性改質ポリプロピレン系樹脂粒子を0.1〜0.2MPaの圧力の加熱水蒸気で5〜60秒間加熱することで予備発泡させて、嵩密度が0.01〜0.07g/cm3である改質ポリプロピレン系樹脂の予備発泡粒子を得ることを特徴とする予備発泡粒子の製造方法。
(もっと読む)
防蟻剤を含有する発泡樹脂複合構造体およびその製造方法並びに発泡樹脂複合構造体を用いた白蟻防除方法
【課題】発泡樹脂製の母材の連通孔に防蟻剤を含有する充填材料を充填して成る発泡樹脂複合構造体であって、難燃性が損なわれ難く優れた防蟻効果を有する発泡樹脂複合構造体およびその製造方法並びに発泡樹脂複合構造体を用いた白蟻防除方法を実現する。
【解決手段】独立気泡構造が形成された発泡ビーズ1c間に空隙1dが形成されるとともに空隙1d間が連通することにより一の面1aから他の面1bに連通した連通孔1eが存在し、かつ、酸素指数が21より大きい母材1と、酸素指数が21より大きく防蟻剤が含有された充填材料4を母材1の空隙1dおよび連通孔1eに充填する充填装置10とを用意し、充填材料4の母材1に対する充填率を充填材料4の種類に応じて0.1〜4.5vol%の範囲から決定し、その決定した充填率にて充填材料4を充填装置10を用いて母材1の空隙1dおよび連通孔1eに充填する。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子およびその型内発泡成形体
【課題】融着性に優れ、低い成形蒸気圧でも成形が可能で、さらに成形サイクルの短縮が可能で、かつ寸法安定性に優れた型内発泡成形体の製造が可能なポリプロピレン系樹脂予備発泡粒子を提供すること。
【解決手段】石油樹脂及び/又はテルペン系樹脂を1〜8重量%を含有するエチレン−プロピレンランダム共重合体からなり、示差走査熱量測定においてその4〜10mgを40℃から200℃まで10℃/分の速度で昇温して、低温融解ピーク熱量をα(J/g)、高温融解ピーク熱量をβ(J/g)としたときに、高温融解ピーク熱量(β)の総融解ピーク熱量(α+β)に対する比(以下、DSC比)が18%〜32%、粒重量が0.7mg〜1.2mgであり、セル径が150μm〜220μmであるポリプロピレン系樹脂予備発泡粒子。
(もっと読む)
積層体の製造方法及び積層体
【課題】異なる素材からなる複数の層同士の接着強度を向上させることによって、各層間の剥離が容易に発生するのを防止することができる積層体の製造方法を提供する。
【解決手段】異素材層2を形成するに際し、成形体1の表面における異素材層2との接触領域1aを、成形体1の軟化温度の80%以上の温度で加熱することにより、該接触領域1aを形成する発泡性樹脂粒子1bを軟化させると共に膨張させて接触領域1aに凹凸を形成し、該凹凸の凹部に入り込むように異素材層2が形成されることを特徴とする。
(もっと読む)
加硫ゴム積層体の製造方法および加硫ゴム積層体
【課題】界面接着性を向上した加硫ゴム積層体の製造方法および加硫ゴム積層体を提供すること。
【解決手段】未加硫ゴム組成物からなる少なくとも2層の未加硫ゴム層を加硫接着する加硫ゴム積層体の製造方法であって、少なくとも1層の前記未加硫ゴム層が、ゴム成分の全量を100重量部としたとき、非ジエン系ゴムを50重量部以上含有する未加硫ゴム組成物からなり、未加硫ゴム層のうち、少なくとも一方の貼り合わせ面に、脂肪酸亜鉛または脂肪酸銅を塗布する塗布工程と、脂肪酸亜鉛または脂肪酸銅を塗布した貼り合わせ面が界面側となるように、2層の未加硫ゴム層を貼り合わせた後、加硫接着する加硫接着工程とを有する。
(もっと読む)
断熱材とその製造方法
【課題】断熱性能に優れていると共に、曲げ強度、圧縮強度、耐衝撃性などの機械強度及び断熱性にも優れたポリスチレン系樹脂発泡成形体製の断熱材とその製造方法の提供。
【解決手段】ポリスチレン系樹脂粒子中に発泡剤を含む発泡性ポリスチレン系樹脂粒子を加熱して得られたポリスチレン系樹脂予備発泡粒子を成形型のキャビティ内に充填し加熱し、型内発泡成形して得られたポリスチレン系樹脂発泡成形体からなる断熱材において、前記発泡性ポリスチレン系樹脂粒子を加熱して嵩発泡倍数50倍に発泡させた予備発泡粒子の状態で、内部平均気泡径が35〜140μmの範囲内であり、表層部平均気泡径/内部平均気泡径の値が0.80〜1.20の範囲内であり、かつ連続気泡率が10%以下である気泡構造を有することを特徴とする断熱材。
(もっと読む)
発泡ゴム成形体及びその製造方法
【課題】ゴム弾性の低下、及び圧縮永久歪みの発生を抑制することのできる発泡ゴム成形体及びその製造方法を提供する。
【解決手段】自動車ドアの周縁に取着される発泡ゴム成形体としてのドアウエザストリップは、EPDMを主成分とし、発泡剤としてマイクロカプセルを使用した発泡形態のスポンジゴムにより形成されている。スポンジゴムの内部にはマイクロカプセルの膨張により気泡空間50が多数形成される。また、各気泡空間50の内部には、発泡剤として用いられたマイクロカプセルの殻52が球体形状を維持しないで残存している。殻52はその全体が気泡空間50の内面50aとは完全に密着せずに、気泡空間50の剛性を低下させている。
(もっと読む)
発泡ゴム成形体及びその製造方法
【課題】発泡ゴムの多機能性を維持しながらその強度を高くするようにした発泡ゴム成形体及びその製造方法を提供する。
【解決手段】化学発泡剤を含む未加硫ゴム組成物から未加硫ゴム成形体を成形し、この未加硫ゴム成形体の厚さ方向の一方の表面を前記化学発泡剤の分解温度より低い温度で加熱し、反対側の表面を前記化学発泡剤の分解温度以上の温度で加熱することにより、前記未加硫ゴム成形体を加硫成形することを特徴とする。
(もっと読む)
発泡ゴム成形体の製造方法
【課題】加硫成形のとき故障を起こさないようにしながら、ゴム成形体の任意の部分を発泡可能にするようにした発泡ゴム成形体の製造方法を提供する。
【解決手段】化学発泡剤及び比誘電率が10以上、融点が100℃以下、沸点が200℃以上である誘電性化合物を含む未加硫ゴム組成物から未加硫ゴム成形体を成形し、この未加硫ゴム成形体を前記化学発泡剤の分解温度よりも低い温度で加硫成形すると共に、加硫成形の前及び/又は加硫成形の間に、前記未加硫ゴム成形体の少なくとも一部分にマイクロ波を照射することを特徴とする。
(もっと読む)
車両用内装部材の製造方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
自動車用内装材及びその製造方法
【課題】石油由来原料以外の原料により、従来品と同程度以上の機能を有する自動車用内装材を提供する。
【解決手段】ポリ乳酸系樹脂発泡体を型内発泡成形したポリ乳酸系樹脂発泡成形体からなる自動車内装材であって、該ポリ乳酸系樹脂発泡体がポリ乳酸系樹脂を少なくとも含み、前記ポリ乳酸系樹脂が示差走査熱量計で測定した際に結晶化由来の発熱ピークを有し、前記発熱ピークは、それを温度の低い方から第1、第2、第3及び第4の区分に四等分した場合、(1)第1、第2、第3及び第4の区分の発熱量の合計が10J/g以上であり、(2)第1、第2、第3及び第4の区分の発熱量の合計に対して、第1、第3及び第4の区分の発熱量の合計が45%以上である形状を有するポリ乳酸系樹脂発泡体からなる。
(もっと読む)
生分解性容器の製造方法
【課題】生分解性容器を生産性よく製造することを可能とする製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵した嵌合可能な一対の雄型4と雌型5からなる発泡成形用の金型6を用い、2枚の生分解性フィルム3の間に生分解性材料7を挟んだ状態で該生分解性フィルム3を雌型5の上方に配置し、雄型4で前記生分解性フィルム3を延伸しながら雄型4と雌型5を嵌合させ、金型内で生分解性材料7を加熱して発泡・焼成することにより発泡基材層2の成形と同時に前記基材層2の表面を前記生分解性フィルム3で被覆する工程を備え、前記生分解性フィルム3はポリ乳酸からなり145〜150℃の融点を有し、前記生分解性材料7は澱粉、パルプおよび水を混練した混練物からなり、金型内6で生分解性材料7を加熱する前記工程は金型6を120〜135℃の範囲内に保ちながら前記生分解性材料7を水蒸気発泡させて焼成する工程である。
(もっと読む)
発泡性熱可塑性樹脂粒子の予備発泡方法、予備発泡粒子および発泡成形体
【課題】予備発泡粒子同士の合着を引き起こさず、予備発泡時間を大幅に短縮することができる発泡性熱可塑性樹脂粒子の予備発泡方法を提供することを課題とする。
【解決手段】融点が117〜145℃であるポリオレフィン系樹脂100重量部に対してポリスチレン系樹脂100〜400重量部を含有する発泡性熱可塑性樹脂粒子を、密閉した予備発泡槽内で、0.02〜0.15MPaの予備発泡槽内のゲージ圧力下で予備発泡させて予備発泡粒子を得ることを特徴とする発泡性熱可塑性樹脂粒子の予備発泡方法により課題を解決する。
(もっと読む)
発泡樹脂積層金属板、発泡樹脂積層金属板からなる構造体、及びその製造方法
【課題】溶接等の加熱を伴う取り付け方法においても、構造物への取り付け施工性に優れた発泡樹脂積層金属板、発泡樹脂積層金属板からなる構造体、及びその製造方法を提供する。
【解決手段】発泡樹脂積層金属板1を製造する際には、先ず、加熱により発泡する未発泡状態の発泡樹脂材12を2枚の金属板11間の所定の位置に配置する。引き続き、断面がU溝状をなす金属製の縁部材のU溝内に金属板11の縁部を挿入する。発泡樹脂材12が金属板11の縁部に配置されている場合には、金属板11及び発泡樹脂材12により構成された積層体の縁部を縁部材のU溝内に挿入する。そして、縁部材13と金属板11とを固定する。必要に応じて、発泡樹脂材12を発泡温度まで加熱して発泡させる。縁部材13の固定方法としては、例えば縁部材13を1対の電極2により挟持して、電極2に通電することによるスポット溶接を行う。
(もっと読む)
機能性樹脂成形体の製造方法
【課題】環境負荷の大きなエッチング液を用いることなく密着性に優れる金属膜が形成されたポリプロピレン系樹脂等の熱可塑性樹脂からなる機能性樹脂成形体を提供する。
【解決手段】熱可塑性樹脂からなる多孔質層2を有し、多孔質層のセル20内に機能性材料を分散させた機能性材料分散シート1を作製するシート作製工程と、得られた機能性材料分散シート1を加熱圧縮することにより、セル20の容積を減少させて、多孔質層が薄肉化された圧縮層を有する加工体を作製する加熱圧縮工程とを有する機能性樹脂成形体の製造方法。
(もっと読む)
1 - 20 / 62
[ Back to top ]