
Fターム[4F212VA02]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形の区分 (2,899) | タイヤ及びその部品の成形 (1,312) | タイヤの組立て (1,047)
Fターム[4F212VA02]に分類される特許
1 - 20 / 1,047
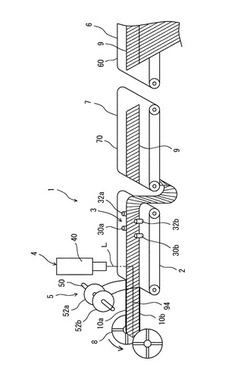
インナーライナ素材の端部圧着装置および、インナーライナ素材の端部圧着方法
タイヤ構成材料のセンターライン印字装置およびタイヤ構成材料の成形方法
【課題】タイヤ構成材料の両端部にカバリングシートを貼付する場合でも、貼付ドラムへの貼付時のオフセンターを抑制できるタイヤ構成材料のセンターライン印字装置および成形方法を提供する。
【解決手段】タイヤ構成材料の搬送手段と、タイヤ構成材料のセンター位置に非接触でセンターラインを印字する印字機と、タイヤ構成材料のセンター位置を印字機の印字位置に一致させるセンタリング機構を備え、印字機がカバリングシート貼付装置の上流側に配設されたタイヤ構成材料のセンターライン印字装置。また、タイヤ構成材料のセンタリング工程と、タイヤ構成材料のセンター位置に非接触でセンターラインを印字する印字工程と、カバリングシート貼付工程と、カバリングシートが貼り付けられたタイヤ構成材料のセンターラインと貼付ドラムのセンターとを一致させてタイヤ構成材料を貼付ドラムに貼り付ける成形工程とを備えたタイヤ構成材料の成形方法。
(もっと読む)
タイヤ成形用押出トレッドの保管装置及び保管方法

【課題】保管中に異物が混入することなく、押出トレッドの収縮を抑制すると共に、ローカバーへの貼付に際してエア残りの発生を抑制することができるタイヤ成形用押出トレッドの保管装置及び保管方法を提供する。
【解決手段】押出機から押出されて所定の長さに裁断された押出トレッドを、ローカバーの成形に供するまでの間、保管するタイヤ成形用押出トレッドの保管装置であって、タイヤ成形用押出トレッドが収容される凹部が設けられたトレイと、タイヤ成形用押出トレッドの表面にエア抜き用の溝を形成する凸条が設けられた蓋とを備え、凹部の深さが、閉蓋状態の下でタイヤ成形用押出トレッドの上面に凸条が押し当てられる深さに形成されていることを特徴とするタイヤ成形用押出トレッドの保管装置および前記保管装置を用いるタイヤ成形用押出トレッドの保管方法。
(もっと読む)
電子装置または他の物品を空気タイヤに取り付けるシステム
【課題】タイヤの内部壁に配置される複数の弾性ポケットは、タイヤが完成した後に配置されていた。
【解決手段】空気タイヤ1は、内部空洞と包囲部材112を形成するインナーライナー14を含む。インナーライナー14は内部空洞内の空気圧を維持する。包囲部材112は、物品100を除去可能に受け入れ、かつ空気タイヤ1に除去可能に固定するポケット101を形成する。包囲部材112は、空気タイヤ1の運用年数の間、インナーライナー14に固定するためにインナーライナー14と同時に硬化させられる。
(もっと読む)
タイヤの成形方法及びゴムストリップの積層装置
【課題】タイヤを構成するゴム部材の成形に際し、内部へのエアの残留を低減する。
【解決手段】回転支持体10と押出機20を相対的にトラバース移動させながら、押出機20から供給されるゴムストリップRを回転支持体10の外周面に巻き付けて積層する成形方法において、回転支持体周面に対するゴムストリップの巻き付き位置で押さえロール30によりゴムストリップRを押圧するとともに、その後の領域部分においてゴムストリップRに対してトラバース移動の進行方向後側の部分をステッチングロール40a又は40bにより押圧して圧着する。ゴムストリップRの最終周の巻き付けに伴い、当該最終周のゴムストリップReに対して進行方向後側の部分を押圧し圧着した後、該最終周のゴムストリップReに対し、少なくともトラバース移動の進行方向前側の部分を、ステッチングロール40b又は40aにより押圧し圧着する。
(もっと読む)
空気入りタイヤの製造方法
【課題】シェーピングされた未加硫のタイヤ中間体のサイドウォール部にシワが寄ることなく均一に円環状のゴム部材を貼付する。
【解決手段】支持面22と支持面に開口する貫通孔とを備えた支持具12の支持面上に、貫通孔を跨いで円環状のゴム部材Mを成型し、支持面に成型されたゴム部材をシェーピングされたタイヤ中間体1のサイドウォール部2に対向配置し、支持具をタイヤ中間体に近接させて支持面上のゴム部材をサイドウォール部に当接させ、貫通孔を介してサイドウォール部にゴム部材を押圧する押圧部材32をタイヤ径方向に移動させてゴム部材Mをサイドウォール部に貼付する。
(もっと読む)
空気入りタイヤ
【課題】空気入りタイヤの走行を開始した後、ラップスプライスされて形成されたインナーライナー層のスプライス部分付近においてクラックを発生することがなく、耐久性に優れた空気入りタイヤの製造方法を提供すること。
【解決手段】熱可塑性樹脂または熱可塑性樹脂中にエラストマーをブレンドした熱可塑性樹脂組成物からなるシートと、前記熱可塑性樹脂または前記熱可塑性樹脂組成物と加硫接着するゴムを積層した積層体シートの端部をラップスプライスして環状に形成した後、タイヤの加硫成形工程に供して前記積層体シートからなるインナーライナー層を形成させる空気入りタイヤの製造方法において、前記熱可塑性樹脂または前記熱可塑性樹脂中にエラストマーをブレンドした熱可塑性樹脂組成物からなる前記シートの少なくとも一方の端部を押し潰して端部の厚さを薄くしたものを用いて、前記ラップスプライスを行う。
(もっと読む)
タイヤ製造装置
【課題】生タイヤを形成する際に、貼り合わせたタイヤ構成材料が離れて、タイヤ構成材料に皺がよることを防止することができるタイヤ製造装置を提供する。
【解決手段】外周面にカーカスプライを含む複数のタイヤ構成材料を巻き重ねてタイヤ重ね部材が形成されるフォーマーと、拡縮径可能であり、拡径時にはフォーマーの外周面よりも外側に突出してタイヤ重ね部材の端部を挟んでビードコアを保持するビードロックリングを有するビードロック機構とを備えており、ビードロックリングは、ビード座部と、ビード座部の両側からリング径方向外方にそれぞれ突設された内側フランジおよび外側フランジとを有しており、タイヤ重ね部材を構成するカーカスプライの端部よりも外側に外側フランジの外方端が位置するように外側フランジの幅寸法が設定されているタイヤ製造装置。
(もっと読む)
空気入りタイヤの製造方法及び空気入りタイヤの製造装置
【課題】重量バランスを悪化させることなく製造時間を短縮することができる空気入りタイヤの製造方法及び空気入りタイヤの製造装置を提供する。
【解決手段】2台の押出機12A,12Bから押し出された未加硫のゴムストリップ材S1,S2を回転支持体14上に供給しながら回転支持体14を回転させ、回転支持体14上にゴムストリップ材S1,S2を巻き付けて空気入りタイヤの少なくとも一部を成型する空気入りタイヤの製造方法において、2台の押出機12A,12Bを互いに、回転支持体14の回転軸Lの周りに180°ずれた位置であって、回転支持体14の回転軸方向の同一位置に配置し、回転支持体14が180°回転する毎に2台の押出機12A,12Bと回転支持体14とを相対的に回転支持体14の回転軸方向へ移動させる。
(もっと読む)
空気入りタイヤ
【課題】高速耐久性を損なうことなく、生産性の向上及び転がり抵抗の低減が達成された空気入りタイヤ16の提供。
【解決手段】このタイヤ16は、ベルト26とトレッドとの間に位置してこのベルト26を覆うバンド28を備える。バンド28は、センター部44と、一対のミドル部46と、一対のサイド部48とを備える。バンド28の赤道面からその端64までの部分は、コードを含むリボン50を用いて形成される。リボン50は、赤道面からベルト26の端58に向かって螺旋状に巻回される。センター部44におけるリボン50の送り量の、このリボン50の幅に対する比は、1である。ミドル部46におけるリボン50の送り量の、このリボン50の幅に対する比は、0.6以上0.8以下である。サイド部48において、リボン50は二重に巻回される。
(もっと読む)
空気入りタイヤの製造方法
【課題】ドラムの周上の接合部での厚さの均一性を高め、エアーの残留を防止しインナーライナーおよびカーカスプライの接合部の剥離も有効に軽減した空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナーの幅方向端部と未加硫ゴムシートの幅方向端部を幅方向に相互に50mm〜500mmずらして貼り合わせて積層体を製造するアッセンブル工程と、積層体を、ドラム幅に対応する一定長さに切断して、裁断シートを製造する裁断工程と、裁断シートを、その裁断面がドラムの周方向となり、かつインナーライナーが内面側となるようにドラム全周に巻きつけて、インナーライナーの端部と、未加硫ゴムシートの端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナーはスチレン−イソブチレン−スチレントリブロック共重合体を含む第1層と、熱可塑性エラストマーよりなる第2層の積層体で形成される。
(もっと読む)
空気入りタイヤの製造方法
【課題】乗り心地を維持しつつ、高速耐久性能及び耐ノイズ性能を向上しうる。
【解決手段】空気入りタイヤ1の製造方法である。この製造方法は、ショルダー帯状プライ11Pを巻回してショルダーバンド層11を形成する工程と、センター帯状プライ12Pを巻回してセンターバンド層12を形成する工程とを含む。そして、ショルダーバンド層11のエンズEs(本/5cm)とショルダーバンドコード11cの1.5%伸張時の荷重Ls(N)との積、及びセンターバンド層12のエンズEc(本/5cm)とセンターバンドコード12cの1.5%伸張時の荷重Lc(N)との積を、所定の範囲に限定する。
(もっと読む)
タイヤ成形用押えローラーおよびタイヤ成形用ゴム材料の押圧方法
【課題】手動式ローラーによる再度の押圧作業が不要になって作業者の負担を軽減することができ、また、ジョイント部のエア残りやジョイント離れが発生することがなく、ゴム材料にシワが発生することもないタイヤ成形用押えローラーおよびタイヤ成形用ゴム材料の押圧方法を提供する。
【解決手段】フォーマーに巻き付けられたゴム材料の両端部が重ね合わされることにより形成されたジョイント部を押圧して圧着させるためのタイヤ成形用押えローラーであって、ローラー軸方向の中央部の径が、両端部の径よりも小さな逆クラウン形状に形成されているタイヤ成形用押えローラー、および前記タイヤ成形用押えローラーを用いて、フォーマーに巻き付けられたゴム材料の両端部が重ね合わされることにより形成されたジョイント部に対して390〜590Nの押圧力で押圧することにより、ジョイント部を圧着させるタイヤ成形用ゴム材料の押圧方法。
(もっと読む)
空気入りタイヤの製造方法
【課題】ドラムの周上の接合部での厚さの均一性を高め、エアーの残留を防止しインナーライナーおよびカーカスプライの接合部の剥離も有効に軽減した空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナー2の幅方向端部と未加硫ゴムシート3の幅方向端部を幅方向に相互に50mm〜500mmずらして貼り合わせて積層体1を製造するアッセンブル工程と、積層体1を、ドラム幅に対応する一定長さに切断して、裁断シート4を製造する裁断工程と、裁断シート4を、その裁断面がドラム5の周方向となり、かつインナーライナー2が内面側となるようにドラム全周に巻きつけて、インナーライナー2の端部と、未加硫ゴムシート3の端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナー2は、スチレン−イソブチレン−スチレントリブロック共重合体を含む第1層と、熱可塑性エラストマーよりなる第2層の積層体で形成される。
(もっと読む)
ストリップおよび空気入りタイヤの製造方法
【課題】ストリップに耳部を形成することで成形されたインナーライナーの厚さを均一し、カーカスプライの接着性を改善し、タイヤ走行時の繰り返し屈曲変形にともなう亀裂成長を抑制する。
【解決手段】円筒ドラム上で螺旋状に巻回させることによりタイヤ用インナーライナーを形成するためのポリマー組成物のストリップ10であって、前記ストリップ10は、スチレン−イソブチレン−スチレントリブロック共重合体を5質量%以上40質量%以下と、天然ゴム、イソプレンゴム及びブチルゴムよりなる群から選択される少なくとも1種のゴム成分を60質量%以上95質量%以下含むポリマー成分100部に対して、硫黄を0.1部以上5部以下含むポリマー組成物のポリマーシートよりなり、前記ストリップ10本体の厚さは0.05mm〜1.0mmで耳部の厚さは本体の厚さより薄く、耳部の幅は0.5mm〜5.0mmである。
(もっと読む)
空気入りタイヤ
【課題】軽量で、かつ操縦安定性に優れた空気入りタイヤの提供。
【解決手段】このタイヤは、トロイダル状の中子の外面において組み立てられ、モールドとこの中子との間に形成されたキャビティ内で加圧及び加熱されることにより形成される。このタイヤは、トレッドの半径方向内側においてカーカスと積層されるベルト12を備えている。このベルト12は、並列された多数のスチールコード38とトッピングゴム40とを有している。このスチールコード38は、第一コード38aと、この第一コード38aの外径D1よりも小さな外径D2を有する第二コード38bとを含んでいる。この第二コード38bは、この第一コード38aに隣接している。このトッピングゴム40は、基材ゴム及び短繊維を含むゴム組成物が架橋されたものからなる。
(もっと読む)
ステッチング装置およびそれの使用方法
【課題】装置の大型化をなしに複数の部材相互を確実に密着させるステッチング装置と使用方法を提供する。
【解決手段】圧着対象物の表面に対し揺動変位可能に取り付けられ、圧着対象物の表面を自身の回転下で押圧するステッチングローラ2と、二本のトグルレバーの相互をヒンジ連結してなる屈曲変形可能なトグル継手5,6の二組を組合せ、ステッチングローラ2を揺動変位させるトグル機構3と、トグル機構に駆動力を付与する進退駆動手段4とを具え、一端側をステッチングローラに連結するとともに、他端側を取付けベース1に枢支した被動側トグル継手と、一端側を該被動側トグル継手の屈曲箇所B1にヒンジ連結するとともに、他端側を取付けベースに枢支されて、前記進退駆動手段により屈曲変形される駆動側トグル継手とで構成し、トグル継手のそれぞれを、一方のトグル継手が屈曲変形するに伴って、他方のトグル継手が直線状に変形する配置姿勢としてなる。
(もっと読む)
非空気入りタイヤの製造方法およびそれを用いた非空気入りタイヤ
【課題】インジェクション成型法によりコード入り非空気入りタイヤを製造する方法を提供する。
【解決手段】タイヤ周方向に延在する補強部材を内部に含む非空気入りタイヤにおいて、タイヤ周方向に延在する補強部材27を型内表面から型内部に伸びる支持体24によって型内部に係止した状態でタイヤ材料を射出してインジェクション成型した非空気入りタイヤの製造方法である。タイヤ断面高さを100としたとき、タイヤ外径からタイヤ半径方向に20〜95の範囲に補強部材の係止支持を設定し、支持体26のタイヤ径方向の長さは1〜40の範囲にある。補強部材27の最内径の周長を100として補強部材27の最内径側の露出部の長さは0〜13であり、支持体26により接地面以外のタイヤ外表面に切り欠き部が形成される。タイヤ材料は、好適には熱可逆架橋エラストマーである。
(もっと読む)
タイヤ構成部材の成型方法及び成型装置
【課題】タイヤ構成部材の成型を精度高く行うことである。
【解決手段】
回転する成型ドラム20に帯状材料15を巻き付け、巻き付けた帯状材料15の端部同士を接合してタイヤ構成部材を成型する成型方法であって、帯状材料15をコンベアベルト30で成型ドラム20に向けて搬送する搬送工程と、コンベアベルト30を成型ドラム20に接近させて帯状材料15を成型ドラム20に巻き付ける第1の巻き付け工程と、成型ドラム20上で所定量帯状材料15を巻き付けたとき、コンベアベルト30を成型ドラム20から離隔させ、空けた領域で帯状材料15を切断する切断工程と、切断した帯状材料15を保持して成型ドラム20に移送して巻き付ける第2の巻き付け工程と、を有する。
(もっと読む)
空気入りタイヤ
【課題】軽量で、かつ耐カット性能に優れた空気入りタイヤ2の提供。
【解決手段】このタイヤ2は、トロイダル状の中子の外面において組み立てられ、モールドとこの中子との間に形成されたキャビティ内で加圧及び加熱されることにより形成される。このタイヤ2は、トレッド4と、それぞれがこのトレッド4の端から半径方向略内向きに延びる一対のサイドウォール6と、それぞれがサイドウォール6よりも半径方向略内側に位置する一対のビード8と、トレッド4及びサイドウォール6の内側に沿って一方のビード8と他方のビード8との間に架け渡されたカーカス10と、それぞれがそのバットレス領域に位置する一対の補強層14とを備える。軸方向において、補強層14はカーカス10とサイドウォール6との間に位置する。補強層14は、周方向に延在するコードとトッピングゴムとを有する。
(もっと読む)
1 - 20 / 1,047
[ Back to top ]